Cable de fibras de carbono y proceso para su producción.
(25/07/2012) Cable de fibras de carbono comprendiendo un haz de 20.000 a 30.000 fibras de carbono, cada una de las cualestiene en su superficie una pluralidad de pliegues paralelos a la dirección del eje de fibra de la fibra de carbono y en lascuales, como medido por microscopía de sonda de barrido, una distancia entre pliegues en la superficie de dicha fibrade carbono es de 120 a 160 nm, una profundidad de pliegue en la superficie es de 12 a menos de 23 nm, un diámetromedio de fibra es 4,5 a 6,5 μm, un área de superficie específica es de 0,9 a 2,3 m2/g y una densidad es de 1,76 g/cm3 omás, donde dicho cable de carbono tiene una resistencia a la tracción de cable de 5900 MPa o más y un módulo detensión de cable de 300 GPa o más; un cable enrollado en una…
Procedimiento de producción de fibras ignífugas y fibra de carbono.
(20/06/2012) Un procedimiento de producción de fibra de preoxidación mediante el sometimiento de una fibra poliacrílicaprecursora a un procedimiento de preoxidación en una atmósfera oxidante, en el que dicho procedimiento comprende: el encogimiento de la fibra precursora a través de un pretratamiento de preoxidación con una carga menor oigual que 0,57 cN/tex (0. 58 g/tex) en un intervalo de temperatura de 220 a 260 °C en condiciones en l as que elgrado de ciclación (I1620/I2240) de la fibra precursora medido mediante un espectrofotómetro infrarrojo de transformadade Fourier (FT-IR) no excede de un 7%,
el estiramiento inicial de la fibra precursora con una carga de 2,6 a 3,4 cN/tex (2,7 a 3,5 g/tex) en una atmósferaoxidante a una temperatura de 230 a 260 °C en un in tervalo en el que el grado de ciclación no excede de un 27% yen el que la densidad no…
Hebra de fibra de carbono y proceso para su producción.
(02/05/2012) Hebra de fibra de carbono que comprende un haz de 20.000 a 30.000 fibras de carbono, cada una de las cualestiene en su superficie, una pluralidad de pliegues paralelos a la dirección del eje de fibra de la fibra de carbono y enlas cuales como medido por microscopía de sonda de barrido, una distancia entre pliegues en la superficie de dichafibra de carbono es de 100 a 119 nm, una profundidad de pliegue en la superficie es de 23 a 30 nm, un diámetro defibra medio es de 4,5 a 6,5 μm, un área de superficie específica es de 0,6 a 0,8 m2/g y una densidad es de 1,76g/cm3 o más, donde dicha hebra de fibra de carbono tiene una resistencia a la tracción de hebra de 5650 MPa o másy un módulo de tensión de hebra de 300 GPa o más; una hebra enrollada con una tensión de 9,8 N tiene unaanchura de hebra de 5,5…
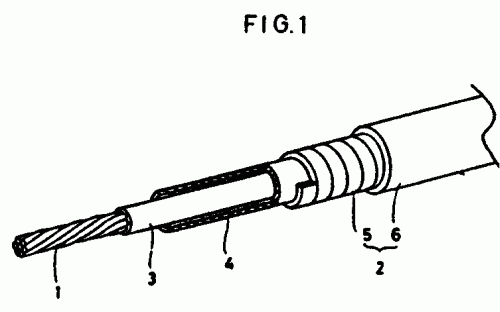
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/06/2003). Ver ilustración. Solicitante/s: CHUOHATSUJO KABUSHIKI KAISHA. Clasificación: F16C1/26, F16C1/20, F16C1/10.
Cable de control La invención proporciona un cable de control perfeccionado, de manera que el cable interior está dotado, en su superficie periférica exterior, de un revestimiento interior conformado por una resina sintética de poliamida, mientras que el forro exterior está provisto, en su superficie periférica interior, de un recubrimiento conformado por una mezcla de un copolímero de poli(tereftalato de butileno)/poli(decanodicarboxilato de butileno) y de un elastómero dotado de un polímero olefínico que contiene radicales epoxi como ingrediente esencial, en el que el contenido del elastómero está comprendido entre 0 y 30% en peso de la composición total resinosa.
LAMINA ESTAMPABLE HECHA DE RESINA TERMOPLASTICA REFORZADA CON FIBRAS Y ARTICULO MOLDEADO DE LA MISMA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1996). Solicitante/s: UBE-NITTO KASEI CO. LTD. Clasificación: B29B11/16.
UNA LAMINA ESTAMPABLE HECHA DE UNA RESINA TERMOPLASTICA REFORZADA CON FIBRA Y UN ARTICULO MODELADO A PARTIR DE DICHA LAMINA, EN DONDE EL REFUERZO ES UNA ESTERILLA DE FIBRA DE VIDRIO QUE CONSTA DE UNA CAPA DE FIBRA NO DIRECCIONAL Y UNA CAPA DE FIBRA UNIDIRECCIONAL MECANICAMENTE ENREDADAS ENTRE SI. EL USO DE UN 20 A UN 50 % POR PESO DE UNA ESTERILLA DE FIBRA OPTICA EN DONDE EL CONTENIDO DE UN MAZO LARGO DE FIBRAS DE VIDRIO QUE CONSTITUYE LA CAPA DE FIBRA UNIDIRECCIONAL ES DE UN 20 A UN 80 % POR PESO Y UNA PARTE SIGNIFICATIVA DEL MAZO DE FIBRAS DE VIDRIO O DE LA FIBRA DE VIDRIO SE ENCUENTRA EN UN ESTADO DE REPOSO HA HECHO POSIBLE REFORZAR LAS RESISTENCIAS A LA TENSION EN TODAS DIRECCIONES, LA FLUIDEZ DE MOLDEO DEL MAZO LARGO DE FIBRAS DE VIDRIO EN LA DIRECCION DE LA DISPOSICION (REFUERZO) Y LA FUERZA DE COMPRESION EN DIRECCION AL REFUERZO, FIABILIDAD , APARIENCIA Y FACILIDAD DE MANEJO.
METODO Y APARATO PARA FABRICAR UNA MATRIZ DE FIBRA DE VIDRIO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1995). Solicitante/s: UBE-NITTO KASEI CO. LTD. Clasificación: B29C67/00.
EN EL PROCEDIMIENTO DE Y EL APARATO PARA LA FABRICACION DE UNA ESTERA DE FIBRA DE VIDRIO, BULTOS DE FIBRA DE VIDRIO ESTAN SACUDIDOS SOBRE UNA CINTA TRANSPORTADORA HORIZONTAL CON EL FIN DE FORMAR UNA CAPA DE FIBRA NO ORIENTADA. LA CAPA DE FIBRA NO ORIENTADA SE SECA CON UN SECADOR. SE SUMINISTRAN BULTOS DE FIBRA UNI-DIRECCIONAL SOBRE LA CAPA DE FIBRA SECA NO ORIENTADA POR MEDIO DE UN APARATO DE SUMINISTRO DE BULTOS PARA LAMINAR LA CAPA DE FIBRA UNI-DIRECCIONAL SOBRE LA CAPA DE FIBRA NO ORIENTADA. EN EL LAMINADO, LOS BULTOS DE FIBRA UNI-DIRECCIONAL SON GUIADOS PARALELAMENTE EN RELACION CON CADA UNO A INTERVALOS REGULARES A LO ANCHO SOBRE LA CINTA TRANSPORTADORA. LAS CAPAS DE FIBRA UNI-DIRECCIONAL Y NO-ORIENTADA, QUE SE LAMINAN UNA ENCIMA DE LA OTRA, Y SON COSIDAS PARA FORMAR LA ESTERA DE FIBRA DE VIDRIO. LA ESTERA DE FIBRA DE VIDRIO ES TRANSPORTADA POR UNA UNIDAD DE ENTREGA DE RODILLO.
{kind=link}