20 inventos, patentes y modelos de JARVENKYLA, JYRI
Realización de un producto alargado.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(30/11/2016). Solicitante/s: UPONOR INNOVATION AB. Clasificación: F16L9/147, B32B1/08, B21C23/24.
Un método para fabricar un producto alargado, que comprende
formar un núcleo que tiene una capa exterior de plástico,
extruir una capa metálica sin costuras sobre el núcleo, permitiendo una holgura entre la capa metálica y el núcleo,
enfriar la capa metálica ,
disponer la superficie exterior del núcleo contra la superficie interior de la capa metálica , disponer una acción adhesiva entre el núcleo y la capa metálica , y
comprimir el núcleo y la capa metálica entre sí,
caracterizado por
disponer una acción adhesiva entre el núcleo y la capa metálica al activar por calor un material que adhiere el núcleo y la capa metálica entre sí,
recocer la capa metálica para aumentar su flexibilidad, y
disponer una fuerza de compresión permanente para comprimir el núcleo y la capa metálica entre sí.
PDF original: ES-2608889_T3.pdf
Realización de un producto alargado.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(02/11/2016). Solicitante/s: UPONOR INNOVATION AB. Clasificación: F16L9/147, B32B1/08, B21C23/24.
Un método para fabricar un producto alargado, que comprende
formar un núcleo que tiene una capa exterior de plástico,
extruir una capa metálica sin costuras sobre el núcleo, permitiendo una holgura entre la capa metálica y el núcleo,
enfriar la capa metálica y
reducir el diámetro de la capa metálica para ponerla en contacto con el núcleo plástico, caracterizado por que el método comprende además
recocer la capa metálica para aumentar su flexibilidad y que
existe material de unión entre el núcleo y la capa metálica, y el material de unión sea activado simultáneamente con el recocido.
PDF original: ES-2608887_T3.pdf
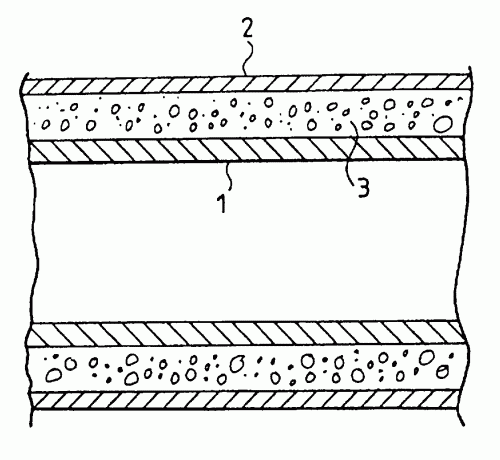
Tubo de material compuesto de plástico-metal para instalaciones sanitarias y/o de calefacción.
(19/03/2013) Tubo de material compuesto de plástico-metal para instalaciones sanitarias y/o de calefacción, con un tubo interiorhecho de un material sintético polimérico con una densidad en el rango entre 0,937 a 0,948 g/cm3 y provisto de uníndice de fusión, una capa de agente de pegado sobre el tubo interior y una capa metálica sobre la capa de agentede pegado, caracterizado porque
- el material plástico del tubo interior tiene un polímero de base hecho de polietileno no reticulado,
- la capa de agente de pegado tiene un material sintético polimérico que tiene esencialmente la misma densidad yesencialmente las mismas propiedades mecánicas que el material plástico del tubo interior, y
- el material plástico del…
TUBO DE MATERIAL PLASTICO MULTICAPA COEXTRUIDO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/09/2004). Ver ilustración. Solicitante/s: UPONOR INNOVATION AB. Clasificación: F16L9/12.
LA INVENCION SE REFIERE A UN TUBO DE PLASTICO DE MULTIPLES CAPAS COEXTRUIDAS QUE COMPRENDE UN TUBO INTERIOR Y UN TUBO EXTERIOR Y ENTRE ELLOS UNA CAPA INTERMEDIA DE UN MATERIAL MAS BLANDO QUE EL DEL TUBO INTERIOR. LA INVENCION TAMBIEN SE REFIERE A UN METODO PARA LA PRODUCCION DE UN TUBO DE MULTIPLES CAPAS COEXTRUIDAS EN UN EXTRUSOR DE MULTIPLES CAPAS Y A UN APARATO PARA LA PRODUCCION DE UN TUBO DE MULTIPLES CAPAS COEXTRUIDAS.
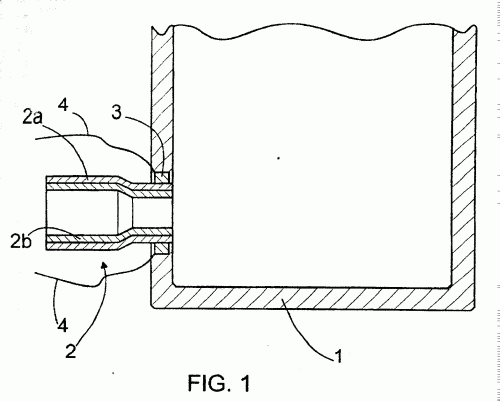
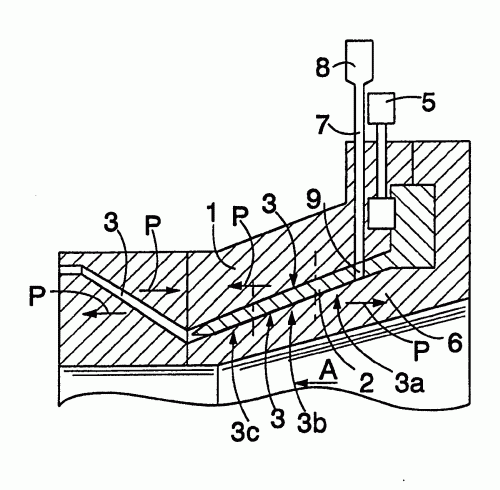
PROCEDIMIENTO PARA FABRICAR UN SUMIDERO PROVISTO DE UN CONECTOR DE TUBERIAS, Y SUMIDERO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2004). Ver ilustración. Solicitante/s: UPONOR INNOVATION AB. Clasificación: B29C70/74.
Procedimiento para la fabricación de un sumidero que comprende una estructura realizada en plástico y por lo menos un conector de tuberías , caracterizado porque se forma un conector de tuberías , se dispone el conector y un elemento de sellado en un molde para fabricar una estructura, se forma la estructura del sumidero de tal forma que el elemento de sellado y por lo menos una parte del conector permanecen en el interior de la estructura y se hace hermética la conexión entre el conector y la estructura con el elemento de sellado antes de poner el sumidero en servicio.
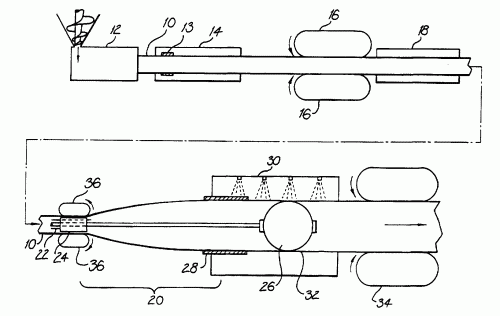
ESTIRADO BI-AXIAL DE TUBOS DE PLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2003). Ver ilustración. Solicitante/s: VINIDEX TUBEMAKERS PTY. LTD. UPONOR B.V. Clasificación: B29C47/88, B29C47/90, B29C55/26.
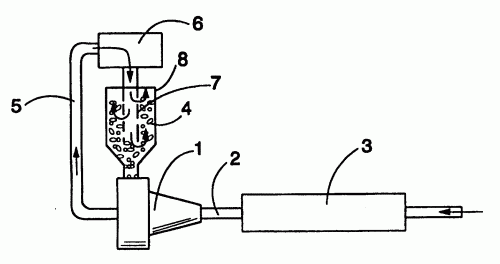
UN PROCESO CONTINUO Y UN APARATO PARA PRODUCIR TUBOS DE PLASTICO ORIENTADOS QUE INCLUYE LOS PASOS DE EXTRUSION , ACONDICIONAMIENTO DE TEMPERATURA , EXPANSION DIAMETRAL (ZONA 20) Y ENFRIADO , CARACTERIZANDOSE POR EL PASO DE INDUCIR UNA TRACCION AXIAL DEL TUBO ENTRE EL PRIMER Y EL SEGUNDO SISTEMA DE ARRIAMIENTO SITUADO AGUAS ARRIBA DEL PASO DE EXPANSION (ZONA 20).
METODO PARA LA FABRICACION DE UN PRODUCTO POR EXTRUSION Y EXTRUSOR.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2003). Ver ilustración. Solicitante/s: CONENOR OY. Clasificación: B29C47/92, B29C47/06, B29C47/52.
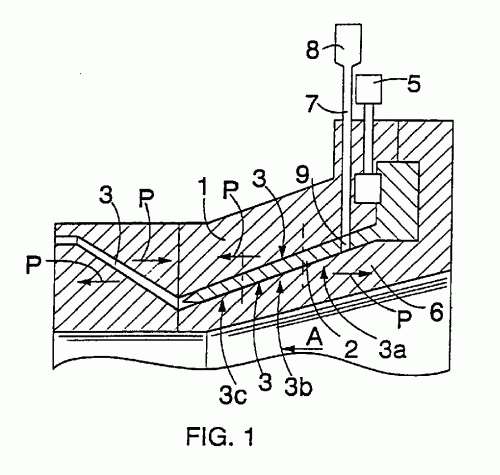
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA FABRICACION DE UN PRODUCTO A EXTRUIR Y A UN EXTRUSOR. EL EXTRUSOR COMPRENDE AL MENOS DOS ESTATORES CONICOS Y AL MENOS UN ROTOR CONICO DISPUESTO DE FORMA ROTATORIA ENTRE LOS ESTATORES. EL EXTRUSOR COMPRENDE ADEMAS UNOS CONDUCTOS DE ALIMENTACION PARA ALIMENTAR EL MATERIAL A EXTRUIR POR SEPARADO EN EL EXTERIOR Y EL INTERIOR DEL ROTOR . CADA CONDUCTO DE ALIMENTACION TIENE UN DISPOSITIVO DE ALIMENTACION AJUSTABLE INDEPENDIENTEMENTE A TRAVES DEL CUAL SE PUEDE AJUSTAR LA CANTIDAD DE FLUJO DE MATERIAL A ALIMENTAR. EN TAL CASO SE PUEDE REGULAR EL GRADO EN QUE SE LLENA EL ESPACIO ENTRE EL ROTOR Y EL ESTATOR Y LA CANTIDAD DE CALOR GENERADO POR LA FRICCION. ADEMAS LA RELACION DE LOS FLUJOS DE MATERIAL EN LOS DISTINTOS CONDUCTOS DE ALIMENTACION DETERMINA LA RELACION DEL GROSOR DE LAS CAPAS OBTENIDAS. ADEMAS, CON EL PROCEDIMIENTO Y EL APARATO DE LA INVENCION SE PUEDEN REGULAR FACILMENTE Y DE DISTINTAS FORMAS LAS PROPIEDADES DEL PRODUCTO FINAL.
METODO Y DISPOSICION PARA ENFRIAR UN PRODUCTO HUECO EXTRUIDO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/2003). Ver ilustración. Solicitante/s: CONENOR OY. Clasificación: B29C47/88.
EL INVENTO SE RELACIONA CON UN PROCEDIMIENTO Y UNA DISPOSICION PARA REFRIGERAR UN PRODUCTO HUECO EXTRUDIDO. DE ACUERDO CON EL INVENTO, EL EXTRUSOR TIENE UN SISTEMA DE ABSORBER AIRE A TRAVES DE LA TUBERIA . EL AIRE SE PONE ASI EN CONTACTO CON LA SUPERFICIE INTERNA DE LA TUBERIA Y LA REFRIGERA DESDE DENTRO. POR ELLO, LA REFRIGERACION DE LA TUBERIA SE PUEDE REALIZAR DE FORMA SENCILLA Y EFICAZ. AL DISPONER LA ABSORCION PARA QUE SE PRODUZCA DESDE EL CENTRO DE UN EXTRUSOR CONICO NO SE FORMARA UNA LINEA DE FUNDIDO EN EL PRODUCTO EXTRUDIDO Y EL EXTRUSOR SE PUEDE REFRIGERAR EFICAZMENTE DESDE DENTRO. DE ACUERDO CON EL INVENTO, EL CALOR DEL AIRE ABSORBIDO A TRAVES DE LA TUBERIA TAMBIEN SE PUEDE UTILIZAR.
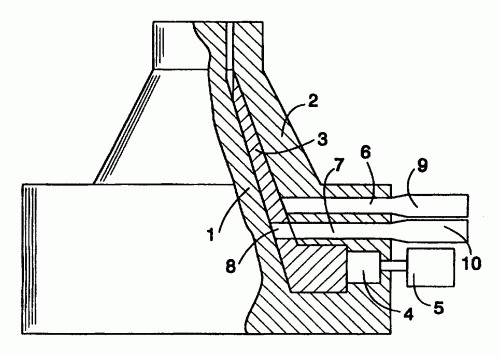
PRODUCTO TUBULAR, APARATO Y PROCEDIMIENTO DE EXTRUSION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2002). Ver ilustración. Solicitante/s: UPONOR INNOVATION AB. Clasificación: B32B5/18, B32B1/08, B29C47/06.
UN EQUIPO Y UN METODO DE EXTRUSION Y UN PRODUCTO TUBULAR FABRICADO CON VARIOS MATERIALES DIFERENTES. DE ACUERDO CON LA INVENCION, EL EQUIPO DE EXTRUSION CONSTA DE UN ESTATOR COMO MINIMO, UN ROTOR (2, 2A, 2B) COMO MINIMO Y UNA CAVIDAD ANULAR DE ALIMENTACION COMO MINIMO SITUADA ENTRE EL ESTATOR Y EL ROTOR (2, 2A, 2B). EL DIAMETRO DE LA CAVIDAD DE ALIMENTACION DISMINUYE AL MENOS PARCIALMENTE DE FORMA CONTINUA EN LA DIRECCION DE CIRCULACION DEL MATERIAL PLASTICO QUE SE VA A EXTRUSIONAR Y TAMBIEN AUMENTA CONTINUAMENTE AL MENOS EN UNA SECCION DE SU LONGITUD EN LA DIRECCION DE CIRCULACION MENCIONADA. CON ESTA ESTRUCTURA, LA PRESION QUE ACTUA SOBRE LA ESTRUCTURA DEL EQUIPO DE EXTRUSION PUEDE EQUILIBRARSE CONSIDERABLEMENTE, ES DECIR, PUEDE AUMENTARSE LA DURACION DEL EQUIPO. LA INVENCION TAMBIEN SE REFIERE A UN PRODUCTO TUBULAR FABRICADO CON VARIOS MATERIALES DIFERENTES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/2002). Ver ilustración. Solicitante/s: VINIDEX TUBEMAKERS PTY. LTD. UPONOR B.V. Clasificación: B29C47/90, B29C47/94.
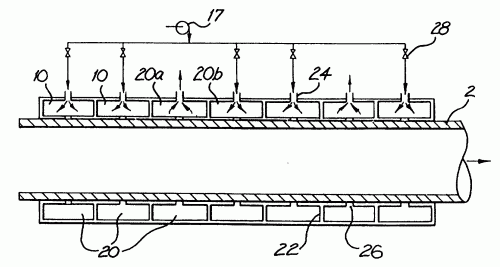
UN MANGUITO DE DIMENSIONAMIENTO PARA CONTROLAR EL DIAMETRO DE TUBOS DE PLASTICO INCLUYE SECCIONES DE MANGUITO DE DIMENSIONAMIENTO EN LAS QUE SE INYECTA FLUIDO EJERCIENDO PRESION ALREDEDOR DE LA CIRCUNFERENCIA DEL TUBO PARA CREAR UNA CAPA DE LUBRICACION. LAS ZONAS DE DRENAJE SEPARAN Y AISLAN AXIALMENTE LAS SECCIONES PRESURIZADAS ADYACENTES PARA PERMITIR EL CONTROL INDEPENDIENTE DE LA TEMPERATURA Y DE LA PRESION. CADA SECCION PRESURIZADA INCLUYE UN SISTEMA DE ESTABILIZACION DE FLUJO QUE REDUCE LAS VARIACIONES DE FLUJO CORRESPONDIENTES A LOS CAMBIOS DE PRESION DE LA CAPA DE LUBRICACION. EL SISTEMA DE ESTABILIZACION PUEDE INCLUIR UNA FUENTE DE FLUIDO DE ALTA PRESION Y UN SISTEMA DE CONSTRICCION DEL DESCENSO DE LA ALTA PRESION QUE INCLUYE PEQUEÑAS ABERTURAS , QUE PUEDEN FORMARSE COMO RANURAS FRESADAS EN UNA SUPERFICIE EXTREMA DE LOS SEGMENTOS DE CONTACTO DEL MANGUITO DE DIMENSIONAMIENTO.
APARATO DE EXTRUSIONAR Y PROCEDIMIENTO DE ORIENTACION DE MATERIAL PLASTICO EN EL CUAL SE UTILIZA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2002). Ver ilustración. Solicitante/s: CONENOR OY. Clasificación: B29C47/02.
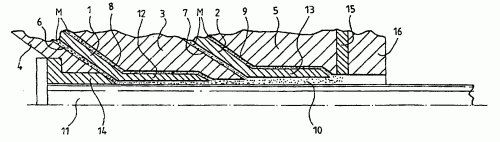
LA INVENCION TRATA DE UN APARATO DE EXTRUSION PARA PREPARAR UN PRODUCTO PLASTICO CILINDRICO, O PARA REVESTIR UN PRODUCTO CON AL MENOS UNA CAPA DE PLASTICO, INCLUYENDO EL APARATO DE EXTRUSION AL MENOS UN ESTATOR CONICO , AL MENOS UN ROTOR CONICO , Y AL MENOS UNA ABERTURA DE SUMINISTRO CONICA ENTRE AMBOS PARA COMPRIMIR EL MATERIAL PLASTICO (M) QUE VA A SER EXTRUSIONADO HACIA UN CONDUCTO DE EXTRUSION . AL FINAL DEL ROTOR EXISTE UN MEDIO PARA DESFIBRAR Y/O ORIENTAR EL MATERIAL PLASTICO (M). LA INVENCION TAMBIEN TRATA DE UN PROCEDIMIENTO PARA DESFIBRAR Y/O ORIENTAR EL MATERIAL PLASTICO DURANTE LA PREPARACION O EL REVESTIMIENTO DE UN PRODUCTO PLASTICO CILINDRICO.
UN METODO PARA FORMAR UN RECEPTACULO O ENCHUFE HEMBRA EN UN TUBO.
(16/11/2001) UN PROCEDIMIENTO PARA EMPALMAR CON UNA UNION ENCHUFABLE UN TUBO DE PLASTICO ORIENTADO QUE INCLUYE UNA RANURA ANULAR DENTRO DEL CASQUILLO. SE INTRODUCE UN EXTREMO DEL TUBO EN UN MANDRIL CILINDRICO Y LA PARTE DEL EXTREMO ADYACENTE A LA ABERTURA DONDE SE VA A SITUAR LA RANURA SE CALIENTA A UNA TEMPERATURA SUPERIOR A LA TEMPERATURA DE TRANSICION VITREA DE PLASTICO AMORFO Y DEL PUNTO DE FUSION CRISTALINA DE PLASTICO CRISTALINO, RESPECTIVAMENTE. EL RESTO DEL EXTREMO SE MANTIENE A UNA TEMPERATURA INFERIOR A LA TEMPERATURA DE TRANSICION VITREA O DEL PUNTO DE FUSION CRISTALINA, RESPECTIVAMENTE. CUANDO ESTA PARTE SE ENCUENTRA A UNA TEMPERATURA SUPERIOR A LA TEMPERATURA DE TRANSICION VITREA O DEL PUNTO DE FUSION CRISTALINA, RESPECTIVAMENTE, EL EXTREMO ES EMPUJADO CONTRA UN SEGUNDO MANDRIL ALINEADO AXIALMENTE CON EL PRIMER MANDRIL;…
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(01/11/2001). Solicitante/s: UPONOR LIMITED. Clasificación: B29D23/00, F16L47/00, F16L47/02, B29C65/36, B29C61/06, B29C63/18, B29C65/68.
Procedimiento para fabricar un racor termofusible, que comprende: i) la formación de un cuerpo que comprende por lo menos una primera capa de un primer material polimérico reticulado, ii) la cobertura o la cobertura parcial de un elemento ferromagnético calentador en un segundo material polimérico para formar un inserto, poseyendo el elemento ferromagnético calentador una temperatura de Curie igual o superior al punto de fusión cristalina o al punto de reblandecimiento del segundo material polimérico, y iii) la unión del cuerpo y del inserto para formar el racor.
APARATO Y PROCEDIMIENTO DE EXTRUSION, PRODUCTO TUBULAR Y TUBO.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura Física
(16/08/2001). Ver ilustración. Solicitante/s: UPONOR B.V.. Clasificación: B32B5/18, F16L9/147, B32B1/08, F16L9/12, B29C47/24, G10K11/178, B29C47/52, G01M3/18, F17D5/06.
LA INVENCION SE REFIERE A UN APARATO Y A UN PROCEDIMIENTO DE EXTRUSION, Y A UN PRODUCTO TUBULAR Y A UNA TUBERIA FABRICADA DE VARIOS MATERIALES DIFERENTES. EL APARATO DE EXTRUSION, DE ACUERDO CON LA INVENCION COMPRENDE AL MENOS UN ESTATOR , AL MENOS UN ROTOR (2, 2A, 2B), Y AL MENOS UN INTERSTICIO ANULAR DE ALIMENTACION SITUADO ENTRE EL ESTATOR Y EL ROTOR (2, 2A, 2B). EL DIAMETRO DEL INTERSTICIO DE ALIMENTACION DISMINUYE AL MENOS PARCIALMENTE DE FORMA CONTINUA EN LA DIRECCION DE FLUJO DEL MATERIAL PLASTICO QUE VA A SER EXTRUIDO, Y SU DIAMETRO TAMBIEN AUMENTA CONTINUAMENTE AL MENOS EN UNA SECCION DE SU LONGITUD EN LA DIRECCION DE FLUJO ANTES MENCIONADA. CON TAL CONSTRUCCION, LA PRESION QUE ACTUA SOBRE LA ESTRUCTURA DEL APARATO DE EXTRUSION PUEDE SER EQUILIBRADA CONSIDERABLEMENTE , ES DECIR, EL APARATO PUEDE HACERSE MAS DURADERO. LA INVENCION TAMBIEN SE REFIERE A UN PRODUCTO TUBULAR Y A UNA TUBERIA FABRICADA DE VARIOS MATERIALES DIFERENTES.
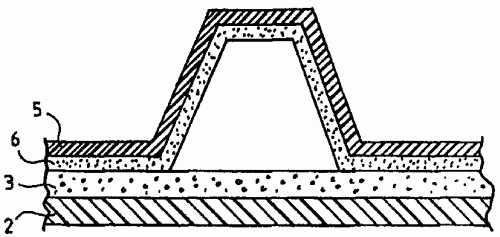
PROCEDIMIENTO PARA FABRICAR TUBERIA CORRUGADA Y TUBERIA CORRUGADA FABRICADA MEDIANTE DICHO PROCEDIMIENTO.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(16/11/2000). Ver ilustración. Solicitante/s: UPONOR INNOVATION AB. Clasificación: B32B1/08, B29D23/18, B29C53/30, F16L11/11.
LA INVENCION HACE REFERENCIA A UN METODO PARA FABRICAR UN TUBO CORRUGADO MULTICAPA Y A UN TUBO FABRICADO CON EL METODO, COMPRENDIENDO UN TUBO INTERIOR , UN TUBO CORRUGADO EXTERIOR Y UNA CAPA PLASTICA ENTRE AMBOS. SE FORMAN CAPAS SEPARADAS DE PLASTICO EN LA SUPERFICIE EXTERIOR DEL TUBO INTERIOR Y EN LA SUPERFICIE INTERIOR DEL TUBO EXTERIOR , ESTANDO DICHAS CAPAS SEPARADAS DE PLASTICO UNIDAS UNAS A OTRAS, AL MENOS, EN LAS ALMAS (5A) DE LAS ONDULACIONES DEL TUBO EXTERIOR CUANDO EL TUBO INTERIOR Y EL TUBO EXTERIOR SE UNEN.
PROCEDIMIENTO Y APARATO PARA LA FABRICACION DE UN TUBO DE PLASTICO Y TUBO DE PLASTICO.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(16/10/2000). Solicitante/s: UPONOR INNOVATION AB. Clasificación: F16L55/165, B29C55/22, B29C61/08.
LA INVENCION SE REFIERE A UN METODO Y UN APARATO PARA OBTENER UN TUBO DE PLASTICO, Y A UN TUBO DE PLASTICO. TUBERIAS GASTADAS SE RECUBREN FRECUENTEMENTE MEDIANTE TUBOS DE PLASTICO, QUE CON FRECUENCIA TIENEN UNA FACULTAD DE RETENCION TAL QUE SE EXPANDEN AL CALENTARSE. DE CONFORMIDAD CON LA INVENCION, ESTA FACULTAD DE RETENCION SE OBTIENE HACIENDO QUE SE PRODUZCA UNA REACCION DE RETICULACION EN MATERIAL PLASTICO EN MEDIO DE FORMACION DE TUBOS, Y PASANDO A CONTINUACION EL TUBO DE PLASTICO, MIENTRAS TODAVIA PERMANECE CALIENTE, DENTRO DE UN MOLDE DE CONTRACCION . CUANDO EL TUBO ESTA TODAVIA EN ESTADO PLASTICO, PUEDE ACANALARSE, SI SE DESEA, EN UN DISPOSITIVO PRODUCTOR DE CORRUGACIONES , POSICIONADO DESPUES DEL MOLDE DE CONTRACCION . EL TUBO PUEDE ESTAR CIRCUNDADO POR UN TEJIDO COMO DE MANGUERA.
CASQUILLO DE UNION PARA TUBOS DE PLASTICO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/09/1999). Solicitante/s: UPONOR B.V.. Clasificación: F16L21/03, F16L47/06.
LA INVENCION SE REFIERE A UNA JUNTA ESFERICA PARA TUBERIAS DE PLASTICO, SOBRE LA QUE UN EXTREMO DE ESPITA (1A) DE UNA DE LAS TUBERIAS A CONECTAR ESTA INSERTADA EN UNA SECCION EXPANDIDA (2A) DE UN CASQUILLO , Y UN ESPACIO INTERMEDIO SITUADO ENTRE EL EXTREMO DE LA ESPITA Y LA SECCION EXPANDIDA COMPRENDE UNA UNIDAD DE OBTURACION DE ALOJAMIENTO N QUE SE EXTIENDE A LO LARGO DE UNA PARTE CONSIDERABLE DE LA LONGITUD DE DICHO ESPACIO INTERMEDIO Y QUE COMPRENDE VARIOS CIERRES DE REBORDE FLEXIBLE CIRCULAR EN SU CIRCUNFERENCIA EXTERIOR E INTERIOR. LA CIRCUNFERENCIA EXTERIOR E INTERIOR DE LA UNIDAD DE OBTURACION TAMBIEN COMPRENDE VARIOS CIERRES DE SOPORTE CIRCULAR QUE TIENEN UNA COMPRESIBILIDAD SUSTANCIALMENTE INFERIOR ESPECIALMENTE EN LA DIRECCION RADIAL QUE LOS CIERRES DE REBORDE.
UN METODO PARA OBTENER UNA TUBERIA DE PLASTICO DE CAPAS MULTIPLES Y UNA TUBERIA DE PLASTICO DE CAPAS MULTIPLES PARA LLEVAR FLUIDOS.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(01/08/1998). Solicitante/s: UPONOR B.V.. Clasificación: B29C47/06, B29C65/34, F16L9/14.
DE CONFORMIDAD CON LA INVENCION SE OBTIENE UNA TUBERIA DE NUCLEO, CUYAS PROPIEDADES CORRESPONDEN A LOS REQUERIMIENTOS ESTABLECIDOS AL FLUIDO QUE VA A TRANSPORTAR. CON UN METODO ADECUADO DE REVESTIMIENTO, SE OBTIENE UNA CAPA PROTECTORA EXTERIOR ALREDEDOR DE LA TUBERIA DE NUCLEO DE TAL MATERIAL PLASTICO, CUYAS PROPIEDADES SATISFACEN A LOS REQUERIMIENTOS ESTABLECIDOS POR EL MEDIO AMBIENTE DOMINANTE Y/O PROCEDIMIENTO DE INSTALACION DE TUBERIAS.
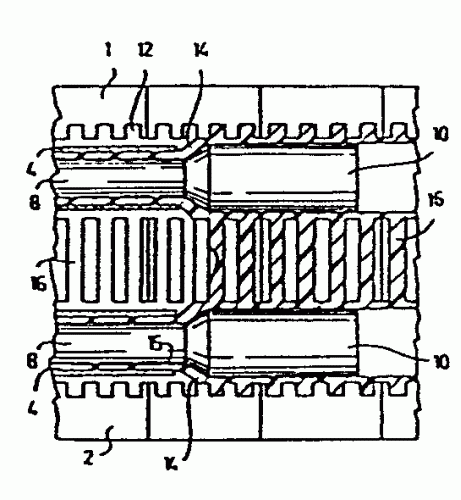
APARATO PARA LA PRODUCCION DE EMPARRILLADOS Y EMPARRILLADO CORRESPONDIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/1990). Ver ilustración. Solicitante/s: UPONOR N.V.. Clasificación: B29C47/26.
APARATO PARA LA PRODUCCION DE EMPARRILLADOS Y EMPARRILLADO CORRESPONDIENTE. HABITUALMENTE TALES CONSTRUCCIONES SE FABRICAN A MANO UNIENDO NERVIOS TRANSVERSALES A MEDIOS DE SOPORTE ALARGADOS POR SOLDADURA. LOS EMPARRILLADOS PUEDEN FABRICARSE AUTOMATICAMENTE EN UNA SOLA ETAPA POR MEDIO DE UNA EXTRUSORA CONOCIDA DE LAS TECNICAS DE FABRICACION DE TUBOS. ASI SE MODIFICAN MOLDES DE COQUILLA QUE SE DESPLAZAN EN EL SENTIDO DE PRODUCCION DE MANERA QUE LOS MOLDES DE COQUILLA COMPRENDEN AL MENOS DOS ESPACIOS DE MOLDEO QUE COMUNICAN ENTRE SI POR MEDIO DE CONDUCTOS.
UN METODO Y APARATO PARA PRODUCIR TUBOS NERVADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1990). Solicitante/s: UPONOR N.V.. Clasificación: B29C47/20, B29C53/30.
ESTE INVENTO SE REFIERE A UN METODO Y A UN APARATO PARA LA PRODUCCION DE TUBOS NERVADOS. EL APARATO COMPRENDE UN ESPACIO QUE JUNTO A UNA MANGA DE RECHAZO FORMA UNA ALARGADERA , A TRAVES DE LA CUAL UN MATERIAL ELASTICO ES INTRODUCIDO EN EL MOLDE SITUADO ENTRE LA TAPA Y LOS MOLDES FRIOS , MOVIBLES CON RESPECTO A LA TAPA. LOS TUBOS PRODUCIDOS POR MEDIO DE ESTOS APARATOS TIENEN, POR VARIAS RAZONES, UNA CARA INTERIOR IRREGULAR, NERVADURAS INCOMPLETAS, CIERRES DE AIRE Y JUNTURAS FRAGILES EN LAS PAREDES DE LOS TUBOS. ESTE PROBLEMA PUEDE SER SOLVENTADO CON LA DIMENSION DE LA SUPERFICIE DE MOLDEAMIENTO DEL APARATO Y DE LA RANURA DE ENFRIAMIENTO DEL MOLDE, QUE EL VOLUMEN DEL ESPACIO DEFINIBLE ENTRE SUPERFICIE AL FINAL DEL CONDUCTO DEL EXPULSION, UNA SUPERFICIE DE LA TAPADERA, Y UNA SUPERFICIE PLANA COMPRENDIENDO LA CUBIERTA DEL NUCLEO PROPORCIONAL AL CONJUNTO DEL VOLUMEN DE LAS RANURAS SITUADAS DENTRO DE LA ZONA DE LA TAPA EN CADA DETERMINADO MOMENTO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}