7 inventos, patentes y modelos de GROSS, HEINZ, DR.-ING.
DISPOSITIVO PARA LA DELIMITACION VARIABLE DE UN CANAL PLANO DE FLUJO Y PROCEDIMIENTO PARA LA DESCARGA DE UNA BANDA DE MASA DE GEOMETRIA VARIABLE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2001). Ver ilustración. Solicitante/s: GROSS, HEINZ, DR.-ING. Clasificación: B29C47/16.
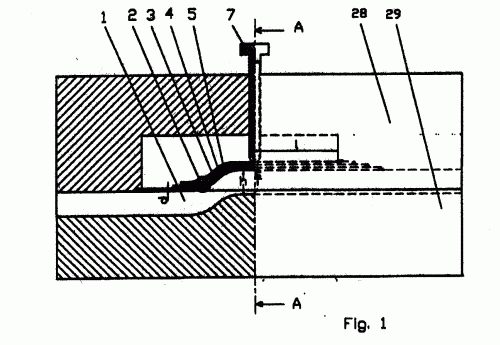
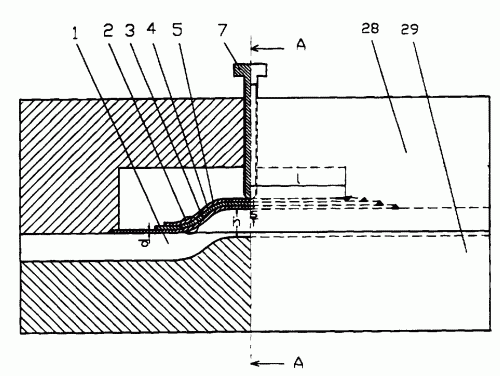
LA GEOMETRIA DE UN CANAL DE FLUJO SE PUEDE VARIAR DENTRO DE UNA GAMA AMPLIA SI POR LO MENOS UNA DE LAS PAREDES DEL CANAL DE FLUJO SE REALIZA EN FORMA DE PAQUETE DE CHAPAS QUE SE PUEDA INTRODUCIR MAS O MENOS EN EL CANAL MEDIANTE UNOS DISPOSITIVOS DE AJUSTE , DESDE LA CARA POSTERIOR. LA REGULACION PUEDE SER O BIEN UNIFORME EN TODA LA ANCHURA DEL CANAL DE FLUJO , O SOLO LOCALIZADA EN DETERMINADOS PUNTOS DEL CANAL DE FLUJO . DE ESTA MANERA SE ESTA EN CONDICIONES DE MODIFICAR DESDE EL EXTERIOR, MIENTRAS UN MEDIO FLUYE A TRAVES DEL CANAL DE FLUJO , O BIEN LA RESISTENCIA AL FLUJO DE LA TOTALIDAD DEL CANAL O LA RESISTENCIA AL FLUJO EN DETERMINADOS PUNTOS, MODIFICANDO DE ESTA MANERA EL CONJUNTO DEL FLUJO DE MASA O LA DISTRIBUCION DEL FLUJO DE MASA EN LA FORMA DESEADA. GRACIAS A LA SUPERIOR FLEXIBILIDAD QUE PRESENTA EL PAQUETE DE CHAPAS CON RESPECTO A LAS PAREDES DE CANAL MACIZAS SE OBTIENEN NUEVAS POSIBILIDADES TECNICAS DE PROCESO.
DISPOSITIVO PARA LA DELIMITACION VARIABLE DE UN CANAL DE PASO PLANO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/2000). Ver ilustración. Solicitante/s: GROSS, HEINZ, DR.-ING. Clasificación: B29C47/16.
LA GEOMETRIA DE UN CANAL DE FLUENCIA PUEDE SER VARIADA DENTRO DE UNOS AMPLIOS MARGENES SI AL MENOS UNA PARED DEL CANAL DE FLUENCIA ESTA CONFORMADA COMO PAQUETE DE CHAPAS , SIENDO EMPUJADA DESDE LA PARTE TRASERA, MEDIANTE UNOS ELEMENTOS DE AJUSTE , MAS O MENOS EN EL CANAL. EL AJUSTE PUEDE SER REALIZADO O BIEN DE UN MODO UNIFORME POR TODO EL ANCHO DEL CANAL DE FLUENCIA , O BIEN DE FORMA LOCAL EN DETERMINADOS PUNTOS DEL CANAL DE FLUENCIA . DE ESTE MODO, MIENTRAS UN MEDIO FLUYE POR EL CANAL DE FLUENCIA , ES POSIBLE VARIAR DESDE FUERA LA RESISTENCIA DE FLUENCIA DE TODO EL CANAL O LA RESISTENCIA DE FLUENCIA EN DETERMINADOS PUNTOS, Y MODIFICAR CON ELLO COMO SE DESEE LA CORRIENTE TOTAL EN MASA O LA DISTRIBUCION DE LA CORRIENTE EN MASA. DEBIDO A LA GRAN FLEXIBILIDAD DEL PAQUETE DE CHAPAS CON RESPECTO A LAS PAREDES MACIZAS DEL CANAL, SE ABREN UNAS NUEVAS POSIBILIDADES TECNICAS PROCESALES.
METODO PARA LA FABRICACION DE LAMINAS ENTERAS EXTRUIDAS O LAMINAS DE PLASTICO DE TERMOPLASTICOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1996). Solicitante/s: ROHM GMBH. Clasificación: B29C47/90, B29D7/00.
LA INVENCION TRATA DE UN METODO PARA LA FABRICACION DE LAMINAS ENTERAS EXTRUIDAS Y ALISADAS O DE LAMINAS DE MENOS DE 1MM DE ESPESOR DE PLASTICO TERMOPLASTICO CON UNA TEMPERATURA DEL PASO DE CRISTAL DE POR ENCIMA DE 50 C, MEDIANTE LA EXTRUSION DEL PLASTICO EN UN ESTADO TERMOPLASTICO DE LA TOBERA RANURADA DE LA VIA PLANA Y DE LA TERSURA DE LA SUPERFICIE DE LA VIA, DONDE LA MECHA EXTRUSIONADA SE INTRODUCE EN LA COLUMNA DEL CILINDRO DEL TREN LAMINADOR QUE CONTIENE UN CILINDRO SUPERIOR ALISADO Y UN CILINDRO INFERIOR. EL CILINDRO SUPERIOR SE MANTIENE A UNA TEMPERATURA POR DEBAJO DE LA TEMPERATURA DEL PASO DEL CRISTAL DEL PLASTICO TERMOPLASTICO, PARA LO CUAL EL CILINDRO INFERIOR SE MANTIENE A UNA TEMPERATURA DENTRO DEL ESTADO PLASTICO DEL PLASTICO TERMOPLASTIFICADO Y LA VIA EXTRUSIONADA DESPUES DE LA SALIDA DE LA COLUMNA DEL RODILLO SE SIGUE MOVIENDO SOBRE LA CINTA SATINADA Y SIN FIN CONSTANTEMENTE ALREDEDOR DEL CILINDRO INFERIOR Y SE ENFRIA A UNA TEMPERATURA INFERIOR A LA TEMPERATURA DEL PASO DEL CRISTAL.
PROCEDIMIENTO Y DISPOSITIVO PARA LA EXTRUSION DE PLACAS DE CAMARA HUECAS DE MATERIAL TERMOPLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1995). Solicitante/s: ROHM GMBH. Clasificación: B29C47/12, B29C47/06.
UNA PLACA DE CAMARA HUECA QUE CONTIENE DOS PAREDES PLANAS ALISADAS UNILATERALES O BILATERALES, Y ESTOS MALLETES COMBINADOS SE OBTIENEN MEDIANTE EXTRUSION DE DOS DE LA PAREDES EXTERIORES DE LOS CARRILES CONSTRUIDOS DE MATERIAL TERMOPLASTICO DE DOS SOPORTES INTERMEDIOS CALENTADOS A UNA TEMPERATURA EN CAMPO DE CONSTITUCION TERMOPLASTICO, ESPECIALMENTE PARA CINTA SIN FIN TRANSCURRIDA CON UNA SUPERFICIE ALISADA, Y EXTRUSION SIMULTANEA DE UNA MAYORIA DE BRAZOS EN FORMA DE RAMALES DE MATERIAL TERMOPLASTICO. LOS CANTOS DE LOS BRAZOS SON TRANSPORTADOS EN ESTADO DE CORRIENTE DE FUSION CON AMBOS CARRILES PEGADOS A LOS SOPORTES INTERMEDIOS CALENTADOS EN TANGENCIA Y SOLDADOS CON ESTOS A UNA PLACA DE CAMARA HUECA. FINALMENTE, EL RAMAL DE LA CAMARA HUECA ES ENFRIADO BAJO LA TEMPERATURA DE REBLANDECIMIENTO Y RELEVADOS DEL SOPORTE INTERMEDIO.
TOBERA DE EXTRUSION PARA LA PRODUCCION DE PLACAS CON CAMARAS HUECAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1995). Solicitante/s: ROHM GMBH. Clasificación: B29C47/16.
LA TOBERA CONTIENE DOS RANURAS (I) PARALELAS, FORMADAS A TRAVES DE LABIOS Y UTILIZADAS PARA LA EXTENSION DE LAS PAREDES EXTERIORES PLANAS Y PARALELAS DE UNA PLACA CON CAMARAS HUECAS Y UN NUCLEO QUE SE DISPONE ENTRE LAS RANURAS (I) Y LLEVA VARIAS RANURAS TRANSVERSALES PARA LA EXTRUSION DEL ALMA DE LA PLACA Y SE CARACTERIZA PORQUE UNO DE AMBOS LABIOS QUE FORMAN LA RANURA (I) SE AJUSTAN A TRAVES DE VARIOS AJUSTADORES INTERDEPENDIENTES . CON LA NUEVA TOBERA SE PRODUCEN PLACAS CON CAMARAS HUECAS, MUY RESISTENTES Y CON PAREDES EXTERIORES DE PEQUEÑO GROSOR.
TOBERA DE EXTRUSION PARA LA FABRICACION DE CARRILES PLANOS A PARTIR DE MATERIA SINTETICA TERMOPLASTICA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1995). Solicitante/s: ROHM GMBH. Clasificación: B29C47/16, B29C47/14.
A PARTIR DE UNA TOBERA DE EXTRUSION SIN VIGA DE RETENCION SE PUEDE EXTRUSIONAR UN CARRIL PLANO DE MAYOR GROSOR DE MATERIA SINTETICA TERMOPLASTICA, SI EL GROSOR D DEL CAMPO DE RETENCION ES MENOR QUE LA DISTANCIA A DE LOS LABIOS DE SALIDA , Y CUANDO AL MENOS UNA PARED DEL CAMPO DE RETENCION ESTA CONFIGURADA DE TAL MANERA COMO UN LABIO ELASTICO REGULABLE MEDIANTE UN MEDIO DE AJUSTE , QUE EL GROSOR D Y LA DISTANCIA A SE DEJAN CAMBIAR SIMULTANEAMENTE GRACIAS AL ACCIONAMIENTO DEL MEDIO DE AJUSTE.
ADAPTADOR DE COEXTRUSION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1993). Solicitante/s: ROHM GMBH. Clasificación: B29C47/92, B29C47/06.
PARA EXTRUSION DE BANDAS DE VARIAS CAPAS DE DIFERENTES MASA DE MOLDEO TERMOPLASTICAS, QUE SE TRANSPORTAN EN UN ADAPTADOR DE COEXTRUSION, DE AL MENOS DOS EXTRUSIONADORES, SE EQUIPA EL ADAPTADOR DE COEXTRUSION CON UNA CORREDERA (3', 3'') DE VARIAS PARTES, QUE SOBRESALE EN AL MENOS UNA DE LAS CORRIENTES DE FUNDICION. PARA REGULACION DE LA CORRIENTE DE FUNDICION, SE AJUSTAN LOS SEGMENTOS PARCIALES DE LA CORREDERA MEDIANTE MEDIOS DE AJUSTE (5', 5'') SEPARADOS, INDEPENDIENTES UNOS DE OTROS, EN BASE AL ESPESOR DE CAPA MEDIDO EN LA BANDA EXTRUSIONADA.
{kind=link}
{kind=link}