11 inventos, patentes y modelos de GILLE, DENIS
Procedimiento para producir una pieza de material de plástico que tiene un núcleo de espuma.
Sección de la CIP Técnicas industriales diversas y transportes
(30/04/2019). Solicitante/s: COMPAGNIE PLASTIC OMNIUM. Clasificación: B29C44/56, B29C70/46, B29C43/18, B29C70/08, B29C43/52, B29C43/00, B29B11/06, B29K105/04, B29L9/00, B29K701/00.
Procedimiento para producir una pieza de material de plástico (PS) que tiene una estructura de tipo intercalado, en el que:
- se disponen en un molde (MO) al menos dos láminas de material de plástico (FMP) reforzado con fibras;
- se dispone en el molde (MO) al menos un inserto de espuma (IM) entre las láminas de material de plástico (FMP), formando el inserto de espuma (IM) un núcleo estructural;
- se cierra el molde (MO), y se aplica una presión y una temperatura elegidas para permitir la fluencia y la polimerización del material de plástico; y
- se desmoldea la pieza (PS) así obtenida.
PDF original: ES-2711121_T3.pdf
Calzo para molde de compresión con sellado mejorado.
(10/05/2017) Calzo móvil para molde de compresión para la fabricación de una pieza de material plástico reforzado por moldeo bajo una presión de moldeo máxima predeterminada, el molde comprendiendo un elemento de moldeo , este calzo móvil siendo desplazable en traslación paralelamente a una dirección de cierre del molde, dicho calzo móvil teniendo una superficie de moldeo destinada para ser continua, durante el moldeo, con una superficie de moldeo en el elemento de moldeo,
caracterizado por que este calzo móvil comprende en una parte al menos de su espesor, en una dirección perpendicular a la dirección de cierre del molde, al menos un componente de configuración determinada, dicho componente…
Dispositivo de regulación de un flujo de aire.
(12/12/2013) Dispositivo de regulación de un flujo de aire, comprendiendo el dispositivo:
• al menos una aleta provista de dos extremos móviles el uno respecto del otro, siendo la aleta deformable entre una primera posición en la que la aleta es de forma general plana, y en la quesus dos extremos son los más alejados entre sí, y una segunda posición en la que la aleta esde forma general curvada, y en la que sus dos extremos son los más cercanos entre sí,
• medios de accionamiento del desplazamiento de al menos un extremo respecto del otro quegeneran una fuerza de desplazamiento, estando los medios de accionamiento dispuestos de maneraque la fuerza de desplazamiento se aplica a cada extremo desplazado y de manera que eldesplazamiento de cada extremo desplazado provoca la deformación de la aleta entre suforma plana y su…
PIEZA EXTERNA DE VEHÍCULO AUTOMÓVIL QUE COMPRENDE UNA PELÍCULA DECORATIVA Y UN PROCEDIMIENTO DE FABRICACIÓN DE DICHA PIEZA.
(13/09/2011) Pieza exterior de vehículo automóvil que incluye una piel de material termoplástico transparente o translúcido que se extiende según dos direcciones perpendiculares (Y, Z), caracterizada porque la piel posee una cara interna (7, 7') a la que se adhiere una película decorativa por medio de un adhesivo, siendo el grosor de la piel superior al de la película , siendo la dimensión (H, L) de la piel según cada una de las dos direcciones perpendiculares (Y, Z) por lo menos diez veces superior al grosor (e) total de la piel y la película y porque la pieza está constituida exclusivamente por la piel y la película adherida mediante el adhesivo
PROCEDIMIENTO DE REALIZACIÓN DE UN PASO DE RUEDA DE VEHÍCULO AUTOMÓVIL Y PASO DE RUEDA OBTENIDO MEDIANTE LA PUESTA EN PRÁCTICA DE DICHO PROCEDIMIENTO.
(23/02/2011) Procedimiento de realización de un paso de rueda de vehículo automóvil que comprende un cuerpo de material termoplástico dotado de una abertura y una moqueta que obtura esta abertura al estar fijada al cuerpo mediante unas tiras de material termoplástico solidarias con dicho cuerpo, procedimiento en el que se inyectan las tiras de material termoplástico sobre la moqueta , se deja que solidifiquen en contacto con dicha moqueta y se conforma, sobre al menos una tira de material termoplástico un borde (7b, 8b) de espesor reducido con relación al resto de la tira, caracterizado porque, en sección transversal, el espesor del borde queda vinculado a la anchura l del borde por una función matemática f tal que: **Fórmula** donde h es la altura del borde en la unión con la tira
PROCEDIMIENTO DE INYECCION-COMPRESION PARA LA FABRICACION DE UNA PIEZA DE MATERIAL PLASTICO.
(01/11/2008) Procedimiento de inyección-compresión para la fabricación de una pieza de material plástico, que utiliza un molde que define una cavidad de volumen variable (V), procedimiento en el cual se inyecta el material plástico de forma secuencial y en el cual se coloca el molde en una posición de antecompresión al inicio de la inyección de una cantidad previamente definida de material plástico y se lleva a una posición de postcompresión al final de la inyección, pasando la cantidad de material plástico inyectada de un volumen en caliente (V caliente) en el momento en que es inyectada en la cavidad a un volumen en frío (V frío) cuando es enfriada y solidificada, caracterizado porque: - se coloca el…
PROCEDIMIENTO DE FABRICACION DE PIEZAS REFORZADAS DE MATERIAL TERMOPLASTICO Y PIEZAS OBTENIDAS MEDIANTE ESTE PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2006). Solicitante/s: COMPAGNIE PLASTIC OMNIUM. Clasificación: B29C70/48.
LA INVENCION SE REFIERE A UN PROCESO PARA REALIZAR PIEZAS REFORZADAS DE MATERIAL TERMOPLASTICO UTILIZANDO LA TECNICA DE EXTRUSION-COMPRESION SEGUN EL CUAL SE DEPOSITA UN MOLDE DE PLANO DE UNION ABIERTO, AL MENOS UNA HOJA DE ESFUERZO ASI COMO UNA MASA DE MATERIAL TERMOPLASTICO EN ESTADO PASTOS; SE CIERRA EL MOLDE; Y SE ABRE DESPUES DEL ENFRIAMIENTO DEL MATERIAL TERMOPLASTICO PARA EXTRAER LA PIEZA. SE DEPOSITA LA HOJA DE REFUERZO EN EL INTERIOR DEL MOLDE DEJANDOLA LIBRE, SIENDO LAS POSICIONES RELATIVAS DE LA HOJA DE REFUERZO Y DEL MATERIAL TERMOPLASTICO TALES, QUE DURANTE EL CIERRE DEL MOLDE , EL PASO DE LA MATERIA PLASTICA SE EFECTUA DE MANERA CENTRIFUGA Y NO PROVOCA DESPLAZAMIENTO O DEFORMACION INDESEABLES DE LA HOJA DE REFUERZO.
ENSAMBLADO DE PIEZAS DE CARROCERIA, COMPRENDIENDO UNA POR LO MENOS UNA PELICULA SOBREMOLDEADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2004). Ver ilustración. Solicitante/s: COMPAGNIE PLASTIC OMNIUM. Clasificación: B62D29/04, B60R13/00, B60R13/04.
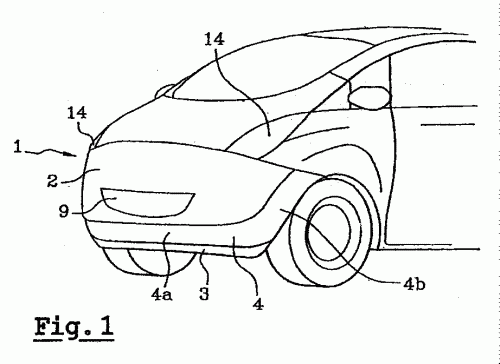
Ensamblaje (1; 1') compuesto por lo menos por dos piezas de carrocería de vehículo automóvil, de las que una es una pieza de base (2; 2') que presenta en una cara exterior una película sobremoldeada que tiene un borde (5a), caracterizado porque esta pieza de base (2; 2') está parcialmente recubierta por una o varia piezas de enmascarado , en particular unos embellecedores, dispuestas de manera que enmascaren por lo menos una parte del borde (5a) de la película de la pieza de base (2; 2').
PROCEDIMIENTO PARA REALIZAR UNA PIEZA EN MATERIAL PLASTICO PARCIALMENTE REVESTIDA POR UNA PELICULA EN PARTICULAR DECORATIVA.
(16/03/2004) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA REALIZAR UNA PIEZA DE MATERIAL PLASTICO REVESTIDO POR AL MENOS DOS PELICULAS PARTICULARMENTE DECORATIVAS, EN DOS ZONAS LIMITADAS POR UNA DE SUS CARAS. CONSISTE EN PONER EN PRACTICA LAS SIGUIENTES ETAPAS: - PREFORMACION DE LAS PELICULAS PARA DARLE LA FORMA DE LA CARA DE LA PIEZA, EN UNA SUPERFICIE AL MENOS IGUAL A LA DE LA ZONA QUE HAY QUE REVESTIR. - RECORTADO DE CADA PELICULA CON LAS DIMENSIONES EXACTAS DE LA ZONA CORRESPONDIENTE QUE HAY QUE REVESTIR, - POSICIONAMIENTO DE LAS PELICULAS PREFORMADAS Y RECORTADAS CONTRA LA CAVIDAD DE UN MOLDE , - INTRODUCCION DE UNA PRIMERA CANTIDAD DE MATERIAL PLASTICO…
PROCEDIMIENTO PARA FABRICAR UNA PIEZA MOLDEADA DE MATERIAL PLASTICO PARCIALMENTE PINTADA Y PIEZAS ASI OBTENIDAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2003). Solicitante/s: COMPAGNIE PLASTIC OMNIUM. Clasificación: B29C45/14, B29C70/78.
Procedimiento para realizar una pieza de material plástico pintada, caracterizado porque consiste en depositar, en el interior de un molde que define la forma de la pieza, una película (1a; 20) llamada pelable, en realizar la pieza sobremoldeando la película o una hoja sobre la cual la película está fijada temporalmente y que se encuentra por el lado de la película dirigido hacia el material plástico, en pintar la pieza totalmente y en retirar la película para descubrir la parte no pintada de la pieza, siendo dicha película pelable apta para separarse fácilmente de la que la soporta.
PROCESO PARA REALIZAR PIEZAS EN AL MENOS DOS MATERIAS TERMOPLASTICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1998). Solicitante/s: COMPAGNIE PLASTIC OMNIUM SOCIETE ANONYME DITE:. Clasificación: B29C70/34, B29C43/34.
PROCESO PARA MOLDEAR UNA PIEZA EN AL MENOS DOS MATERIAS TERMOPLASTICAS DIFERENTES,SEGUN EL CUAL SE APORTA, A CIERTOS LUGARES DEL MOLDE ABIERTO UNA PRIMERA MATERIA TERMOPLASTICA , DE FUERTE VISCOSIDAD A LA TEMPERATURA DE MOLDEADO, Y UNA SEGUNDA MATERIA TERMOPLASTICA , DE BAJA VISCOSIDAD A LA TEMPERATURA DE MOLDEADO, SIENDO LAS DOS MATERIAS TERMOPLASTICAS APTAS PARA SOLDARSE DURANTE EL MOLDEADO Y ESTANDO PRESENTES EN CANTIDADES SUFICIENTES PARA, JUNTAS LLENAR EL MOLDE . LAS DOS MATERIAS TERMOPLASTICAS SE EXTRUYEN SIMULTANEAMENTE EN EL MOLDE.
{kind=link}