Procedimiento para el recubrimiento de componentes.
(08/05/2019) Procedimiento para el recubrimiento de piezas de trabajo preferiblemente en forma de placa, que están compuestas preferiblemente, al menos por secciones, de madera, materiales derivados de la madera, plástico o similares, con las siguientes etapas de procedimiento:
(a) proporcionar una pieza de trabajo con al menos una superficie de pieza de trabajo, en particular superficie estrecha de pieza de trabajo, en la que la superficie de pieza de trabajo se mejora mediante la aplicación de al menos un primer líquido endurecible a la superficie de pieza de trabajo y un endurecimiento al menos parcial del primer líquido ;
(s) tratamiento previo para mejorar las propiedades de adhesión y humectación mediante el desgaste con arranque…
Dispositivo para realizar el acabado de piezas de trabajo.
(12/10/2016) Dispositivo para realizar el acabado de piezas de trabajo , que preferiblemente están compuestas al menos parcialmente de madera, materiales derivados de la madera o similares, con:
un medio de impresión , que está realizado preferiblemente como medio de impresión por chorro de tinta con una pluralidad de boquillas , desde las que se expulsan gotas de tinta, un medio portador de piezas de trabajo para portar la pieza de trabajo que va a estamparse, un dispositivo de transporte para provocar un movimiento relativo entre la pieza de trabajo que va a someterse a acabado y el medio de impresión , y
al menos un medio de mecanizado para el mecanizado de la pieza de trabajo,
comprendiendo el dispositivo además una unidad de husillo con un alojamiento de herramienta (6') para el alojamiento con sustitución por inserción…
Procedimiento y dispositivo para imprimir piezas de trabajo en forma de placa.
(24/08/2016) Combinación de un dispositivo para imprimir piezas de trabajo en forma de placa, en particular en la zona de un canto , y sensores o equipos de medición, dispositivo que presenta:
varios módulos de pretratamiento,
un equipo de impresión , en particular un equipo de impresión por chorro de tinta, para imprimir una sección pretratada, que debe imprimirse, con un patrón deseado, y
un equipo de control ,
pudiendo ponerse en marcha los módulos de pretratamiento de manera selectiva en función del material y/o de la naturaleza de la superficie de la sección que debe imprimirse y estando los módulos de pretratamiento y preferiblemente…
Procedimiento y dispositivo para el revestimiento de una superficie.
(21/03/2016) Procedimiento para el revestimiento de una superficie de un objeto , con las etapas:
preparación de un objeto , en particular de una pieza de trabajo, que se debe revestir sobre una superficie, generación de un revestimiento sobre la superficie a revestir del objeto mediante un cabezal de revestimiento , en particular un cabezal de inyección de tinta, que posee una pluralidad de aberturas de salida para el material de revestimiento,
el material de revestimiento se expele de las aberturas de salida sobre la superficie a revestir, de manera que se produce un índice de brillo seleccionado de la superficie revestida, en el que el índice de brillo de la superficie a revestir se lee o determina y la aplicación…
Sistema de transporte de piezas de trabajo.
(24/02/2016) Sistema de transporte de piezas de trabajo para una máquina para el mecanizado de piezas de trabajo , que se componen preferentemente al menos por secciones de madera, materiales derivados de la madera, plástico, aluminio o similares, con
al menos un elemento rotatorio sin fin para el arrastre de las piezas de trabajo , que está guiado mediante elementos de guiado y elementos de desvío en su primer lado (10a), en el que
el elemento rotatorio sin fin está tensado con su primer lado (10a) de forma magnética contra elementos de guiado y el elemento rotatorio sin fin está realizado como cadena deslizante o cadena de rodillos, caracterizado por que el elemento rotatorio sin fin presenta un sistema de vacío para la aspiración de las piezas de trabajo contra un segundo lado (10b) del elemento…
Dispositivo y procedimiento para el recubrimiento de piezas de trabajo.
(29/01/2014) Dispositivo para el recubrimiento de piezas de trabajo , que están compuestas preferiblemente, al menos por secciones, de madera, materias derivadas de la madera, plástico, aluminio o similares, que comprende:
un módulo de suministro para suministrar un material de recubrimiento ,
un módulo de presión para presionar el material de recubrimiento contra una superficie (2a) de una pieza de trabajo ,
un módulo de transporte para provocar un movimiento relativo entre el módulo de presión y la pieza de trabajo correspondiente, y
un primer módulo de ensamblaje para la activación de un agente adhesivo…
Dispositivo y procedimiento para el revestimiento de una pieza de trabajo.
(05/08/2013) Dispositivo para el revestimiento de una pieza de trabajo que para la alimentación de una banda de material presenta al menos un medio de desviación , detrás del que está dispuesto un medio de presión para la aplicación de la banda de material sobre la superficie de pieza de trabajo y el dispositivo presenta además al menos una fuente de energía , cuyo punto activo se encuentra en una zona del medio de presión que está en contacto al menos por secciones con la banda de material , caracterizado porque un medio de desviación desplazable está montado con posibilidad de desplazamiento automático y/o manual respecto a la superficie de pieza de trabajo , de manera que permite un ajuste del ángulo de abrazo .
Dispositivo y procedimiento para recubrir piezas.
Sección de la CIP Técnicas industriales diversas y transportes
(03/05/2013). Solicitante/s: HOMAG HOLZBEARBEITUNGSSYSTEME AG. Clasificación: B41J11/00, B41J3/407, B05B13/00.
Dispositivo para revestir piezas que consisten preferentemente al menos en parte de madera, materiales demadera, plástico o similares, con:
una instalación de aplicación para aplicar una masa endurecible , en particular un barniz, y
una instalación transportadora para provocar un movimiento relativo entre la instalación de aplicación y la piezarespectiva ,
caracterizado porque
la instalación de aplicación presenta por lo menos una microtobera para aplicar la masa endurecible y por lomenos una microválvula,
el dispositivo de aplicación presenta por lo menos una reserva de masa endurecible sometida a presión, yla por lo menos una microválvula está dispuesta entre la por lo menos una reserva y la por lo menos una microtobera.
PDF original: ES-2402367_T3.pdf
Dispositivo de vigilancia para herramientas y grupos de un centro de mecanizado.
(22/04/2013) Dispositivo para la vigilancia de herramientas o grupos de un centro de mecanizado, que comprende al menos unsensor dispuesto dentro de la herramienta o del grupo y un emisor conectado a éste, así como un receptor dispuestoen el centro de mecanizado, que comunica con el o los emisores, en el cual el sensor es apto para medir los datos deestado y/o de funcionamiento de la herramienta o del grupo correspondiente y transmitir estos datos al emisor, y en elcual el emisor es apto para transmitir de forma inalámbrica al receptor en el centro de mecanizado los datos que lehan sido transmitidos, de modo que el centro de mecanizado puede controlarse según los datos recibidos,caracterizado porque el dispositivo comprende además uno o varios receptores de posición que determinan laposición de la herramienta…
Centro de mecanizado para mecanizar piezas de trabajo alargadas.
(19/09/2012) Centro de mecanizado para mecanizar piezas de trabajo alargadas, especialmente para ventanas, puertas, invernaderos y similares, con una primera unidad de mesa alargada, una segunda unidad de mesa alargada y un travesaño alargado con al menos una primera unidad de husillo, que puede desplazarse a lo largo del travesaño, estando orientadas la primera y la segunda unidad de mesa en su extensión longitudinal en paralelo a la extensión longitudinal del travesaño y pudiendo desplazarse al menos una de las unidades de mesa en perpendicular al travesaño, caracterizado porque la primera y la segunda unidad de mesa están dotadas de tensores de pieza de trabajo que están dispuestos lateralmente…
(12/04/2012) Maquina de mecanizacion para mecanizar piezasde trabajo que se componen preferentemente al menos en parte de madera, de materiales derivados de la madera o similares, con;
una pluralidad de unidades de maquina incluyendo al menos una unidad de mecanizacion yal menos unaunidad de sujecion de piezas de trabajo , al menos una de las cuales puede desplazarse, y al menos un sensor de contacto dispuesto en al menos una unidad de maquina, al menos un sensor que trabaja sin contacto configurado para detectar objetos que invadan una zona predefinida, caracterizada porque como consecuencia de una señal del sensor que trabaja sin contacto , la maquina de mecanizacion continua trabajando a una velocidad de movimiento reducida,…
Procedimiento para la fabricación de una placa de construcción ligera.
(28/03/2012) Procedimiento para la fabricación de una placa de construcción ligera con dos capas exteriores depared delgada y al menos una capa central de material de relleno ligero dispuesta entre superficies interiores de las capas exteriores, particularmente un material de panal o un material esponjado, en el que el material de relleno presentauna densidad media inferior que las capas exteriores , con las etapas de:
- proporcionar una primera capa exterior y una segunda capa exterior , - alimentar la capa central en la región entre las capas exteriores , - ensamblar la primera y la segunda capa exterior de tal forma que las superficies interiores correspondientes de las capas exteriores queden enfrentadas entre sí y unidas entre sí al menos por tramos a través dela…
DISPOSITIVO PARA EL ENNOBLECIMIENTO DE PIEZAS DE TRABAJO.
(01/04/2011) Dispositivo para el ennoblecimiento de piezas de trabajo compuestas preferentemente al menos en parte de madera, de derivados de madera o similares, con: un dispositivo de impresión realizado preferentemente como dispositivo de impresión por chorro de tinta con una pluralidad de toberas de las que pueden expulsarse gotas de tinta, dibujo, un dispositivo portapieza para soportar la pieza de trabajo en la que se ha de aplicar un al menos un dispositivo de mecanizado para mecanizar la pieza de trabajo, que está preparado para realizar al menos un mecanizado con arranque de virutas y la limpieza de la pieza de trabajo, y un dispositivo transportador para provocar un movimiento relativo entre la pieza de trabajo …
PROCEDIMIENTO Y DISPOSITIVO PARA EL MECANIZADO DE PIEZAS DE TRABAJO EN FORMA DE PLACAS.
(08/03/2011) Procedimiento para el posicionamiento de una herramienta en una pieza de trabajo en movimiento mediante un accionamiento, comprendiendo el accionamiento un motor lineal que en una primera etapa está sometido a una regulación por trayectoria a lo largo de un recorrido predeterminado y que se conmuta a continuación en una segunda etapa en el proceso de aplicación a una regulación por fuerza, realizándose el posicionamiento de la herramienta en la pieza de trabajo en movimiento mediante el accionamiento por medio de un tope y mecanizándose la pieza de trabajo mediante la herramienta después del proceso…
DISPOSITIVO DE SIERRA PASANTE CONTINUA.
(11/01/2011) Dispositivo de sierra pasante continua para subdividir o ranurar piezas preferentemente en forma de tableros o listones, que preferentemente son al menos parcialmente de madera, de materiales de madera, de plástico o similares, con: un dispositivo de conducción para conducir y preferentemente también para transportar las piezas en un sentido de paso, para lo cual el dispositivo de conducción comprende un dispositivo de apoyo y un dispositivo de apriete superior , que están dispuestos de modo que se puedan conducir conjuntamente las piezas, y una pluralidad de elementos de sierra , que se pueden accionar cada uno con movimiento de giro alrededor de un eje de giro, donde el dispositivo de conducción , visto en dirección…
DISPOSITIVO DE IDENTIFICACIÓN PARA LA GESTIÓN DE RECURSOS DE PRODUCTOS CONTÍNUOS POR METROS.
(03/01/2011) Sistema para la identificación y gestión de rollos de material de cantear, comprendiendo: Rollos de material de cantear para recubrir la cara estrecha de piezas, donde los rollos de material de cantear presentan cada uno un dispositivo de identificación que contiene una unidad de memoria de información que se puede escribir y leer sin contacto, un cargador de reserva para recibir los rollos de material de cantear, caracterizado porque, la unidad de memoria de información está prevista sobre un tramo final (1') del rollo de material de cantear y/o en una casete en la que se aloja el rollo de material de cantear , donde el sistema presenta además: una máquina de aplicación para la aplicación…
HUSILLO DE TRABAJO A ALTA VELOCIDAD.
(28/09/2010) Husillo de trabajo para herramientas a alta velocidad de máquinas de mecanizado de madera con un árbol de husillo que en uno de sus extremos presenta un alojamiento de herramienta con una superficie de contacto de herramienta y un conjunto tensor de herramienta que se prolonga en dirección axial desde la misma que está dispuesto en un espacio de alojamiento abierto hacia la superficie de contacto de herramienta en el que está introducida una varilla de tracción dispuesta en una perforación coaxial del árbol de husillo para accionar el conjunto tensor de herramienta , pudiendo introducirse a…
DISPOSITIVO Y PROCEDIMIENTO PARA ALINEAR PIEZAS.
(08/07/2010) Dispositivo para alinear piezas que son preferentemente al menos en parte de madera, materiales de madera, plástico o similares, comprendiendo:
una instalación de transporte para transportar las piezas en un sentido de paso;
un sistema de control;
un dispositivo electrónico, en particular óptico, de detección para detectar una posición de las piezas transportadas sobre la instalación de transporte , y
un sistema de alineación para desplazar y alinear las piezas transportadas sobre la instalación de transporte , basándose en un resultado de la detección de la instalación de detección ,
caracterizado porque
la instalación de alineación presenta por lo menos un elemento de alineación que se puede desplazar en el sentido…
PROCEDIMIENTO PARA ADHERIR UN MATERIAL DE REBORDE A PANELES DE CONSTRUCCION LIGERA Y PANEL DE CONSTRUCCION LIGERA FABRICADO MEDIANTE EL PROCEDIMIENTO.
(14/06/2010) Procedimiento para adherir un material de borde a paneles de construcción ligera , que presentan dos capas de recubrimiento de pared delgada y una capa central de un material de relleno ligero, dispuesta entre las capas de recubrimiento , con los pasos:
Puesta a disposición de un panel de construcción ligera , un borde decorativo y un borde de apoyo ,
inserción del borde de apoyo entre las capas de recubrimiento en la zona de una superficie estrecha (1'') del panel de construcción ligera ,
inserción del borde decorativo en la zona de la superficie estrecha (1'') y
adhesión del borde decorativo y/o del borde de apoyo en la zona de la superficie estrecha (1''),
caracterizado porque al menos el borde de apoyo…
CABEZAL PORTAHERRAMIENTAS INTERCAMBIABLE.
(26/05/2010) Cabezal portaherramientas intercambiable para el mecanizado de piezas, que consisten preferentemente al menos en parte de madera, materiales de madera, plásticos y similares, con:
un alojamiento de herramientas con una cavidad (2'') para el alojamiento de herramientas de mecanizado o de adaptadores de herramientas , pudiendo impartirse un accionamiento de giro al alojamiento de herramientas con relación a un cuerpo base del cabezal portaherramientas, alrededor de un primer eje (C),
un interfaz para la inserción intercambiable del cabezal portaherramientas en un interfaz de una unidad de husillo, y
por lo menos un elemento de sujeción de apoyo móvil para sujetar las herramientas de mecanizado o los adaptadores de herramientas en el alojamiento de herramientas ,
caracterizado…
PROCEDIMIENTO Y DISPOSITIVO PARA ADHERIR MATERIAL DE CANTEAR A PLACAS DE CONSTRUCCION LIGERA.
(30/04/2010) Procedimiento para adherir material de cantear a placas de construcción ligera que presentan dos capas exteriores de pared delgada y una capa de núcleo de material de relleno ligero dispuesta entre las capas exteriores, con los siguientes pasos:
Presentación de una placa de construcción ligera , de un canto decorativo y de un canto de soporte ,
Alimentación de por lo menos un canto de soporte y dispositivo también de un canto decorativo a la placa de construcción ligera, y
Adherir el placa de construcción ligera y/o el canto de soporte 12) en la zona de una superficie estrecha (1'') de la placa de construcción ligera , caracterizado porque
el canto de soporte se inserta en la zona…
DISPOSITIVO Y PROCEDIMIENTO PARA ELABORAR UNA PIEZA DE TRABAJO.
(12/02/2010) Dispositivo para la elaboración de una pieza de trabajo que preferentemente consiste al menos en partes de madera, de fibras leñosas, de materiales de plástico o similares, que comprende: una herramienta para la realización de la elaboración de la pieza de trabajo ; un dispositivo de transporte con un lado de alimentación (6A) para la alimentación y un lado de evacuación (6C) para la evacuación de la pieza de trabajo hacia o bien desde la herramienta , en donde la pieza de trabajo se transporta en un plano de transporte que está dispuesto en un dispositivo de transporte en al menos una dirección de transporte (x), en donde el dispositivo de transporte presenta al menos en el lado de alimentación (6A) una zona de tampón (A) en la que está posicionada una pieza…
ESLABON DE CADENA PARA UNA CADENA TRANSPORTADORA ROTATORIA DE UNA MAQUINA HERRAMIENTA, ASI COMO PERFILADORA DOBLE CON CADENAS DE GUIA FORMADAS A PARTIR DE ESTOS ESLABONES DE CADENA.
(11/02/2010) Eslabón de cadena para una cadena transportadora rotatoria de una máquina herramienta, que comprende:
a1. un par de rodillos de rodamiento que mediante su dirección de rodamiento determina la dirección de rotación del eslabón de cadena,
b1. un soporte de piezas de trabajo por encima de los rodillos de rodamiento y
c1. en caso de una fijación en un eslabón contiguo de cadena, otro rodillo de rodamiento que
i. está separado del par de rodillos de rodamiento en la dirección de rotación del eslabón de cadena y
ii. mediante su rodamiento fija un plano con el par de rodillos de rodamiento, así como
d1. una guía transversal que
i. guía el eslabón de cadena en sentido transversal a su dirección de rotación y
ii. no tiene rodillo…
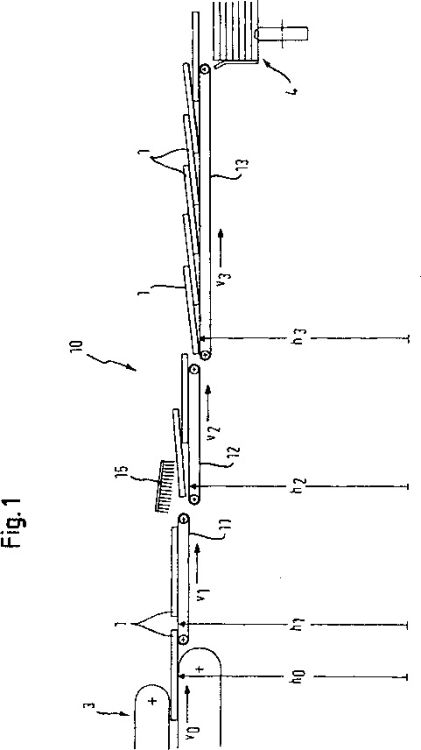
DISPOSITIVO DE TRANSPORTE CONTINUO Y PROCEDIMIENTO DE TRANSPORTE CONTINUO PARA PIEZAS EN FORMA DE PLACAS.
Sección de la CIP Técnicas industriales diversas y transportes
(18/11/2009). Ver ilustración. Solicitante/s: HOMAG HOLZBEARBEITUNGSSYSTEME AG. Clasificación: B65G47/31.
Combinación de una máquina de paso continuo para trabajar la madera y de un dispositivo de transporte que sigue a continuación para piezas en forma de placa, comprendiendo una cinta transportadora de entrada con una primera velocidad de avance (v1), así como varias cintas transportadoras que siguen a continuación en fila, siendo la velocidad de avance (v2, v3) de cada cinta transportadora más reducida que la velocidad de avance (v1, v2) de la cinta transportadora situada directamente delante.
UNIDAD DE ENCOLADO DE CANTOS Y PROCEDIMIENTO PARA ENCOLAR MATERIAL DE CANTOS.
(10/11/2009) Unidad de encolado de cantos para encolar material de cantos en piezas de trabajo , que preferiblemente al menos por secciones están compuestas por madera, materiales de madera, plástico o similar, con: un dispositivo de guiado y/o de transporte para guiar y/o transportar el material de cantos a través de la unidad de encolado de cantos , al menos un dispositivo de aplicación de sustancia adhesiva y/o de activación de sustancia adhesiva, y un dispositivo de presión , que presenta al menos un elemento de presión , que está previsto para rodar sobre el material de cantos al presionarlo, caracterizada porque la unidad de encolado de cantos presenta además un dispositivo de presión de esquinas , que tiene al menos un elemento de presión de esquinas , que presenta al menos dos superficies de presión de esquinas , que intersecan formando…
MAQUINA ESTACIONARIA PARA LA APLICACION DE MATERIAL PARA CANTOS SOBRE PIEZAS DE TRABAJO EN FORMA DE PLACAS.
(28/10/2009) Máquina estacionaria para la aplicación de material para cantos que está enrollado en forma de bobinas en cartuchos sobre piezas de trabajo en forma de placas, que comprende: #- un dispositivo de sujeción para las piezas de trabajo en forma de placas, #- una unidad de unión guiada a lo largo de la respectiva pieza de trabajo en forma de placa para aproximar, aplicar y presionar el material para cantos sobre la respectiva pieza de trabajo en forma de placa, #- un depósito de cartuchos estacionario dispuesto en la máquina para proporcionar un número de cartuchos que contienen un material para cantos que está enrollado en forma de bobinas y se pueden retirar del depósito de cartuchos , #- un dispositivo de transferencia mediante el cual los cartuchos se retiran del depósito…
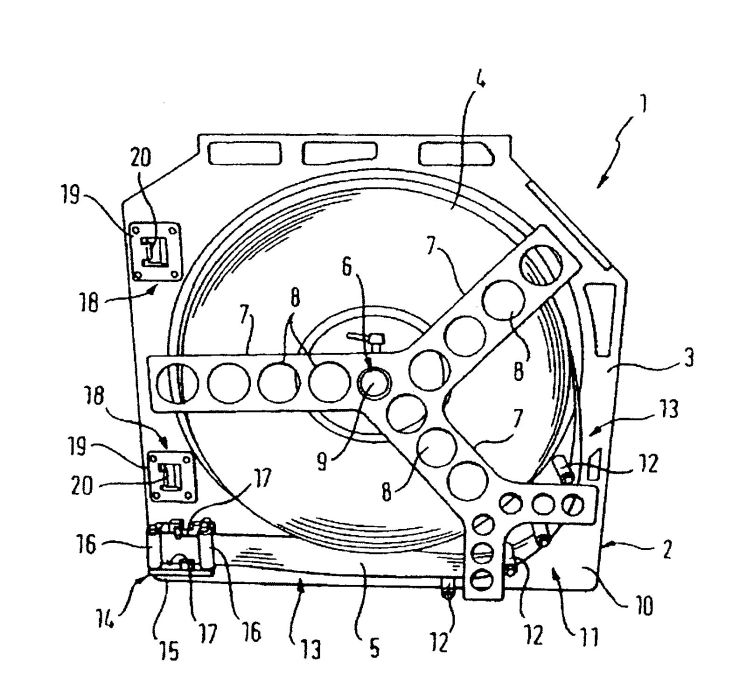
CARTUCHO PARA ALOJAR MATERIAL DE CANTEAR.
Sección de la CIP Técnicas industriales diversas y transportes
(21/10/2009). Ver ilustración. Solicitante/s: HOMAG HOLZBEARBEITUNGSSYSTEME AG. Clasificación: B27D5/00, B65H19/12.
Cartucho para alojamiento de material de cantear presente en forma de rollo como bobina para la colocación automática o mecanizada en máquinas de paso continuo, estacionarias o similares, comprendiendo: #- una carcasa para soportar el material de cantear que está presente en forma de rollo, #- un dispositivo conductor para conducir la capa superior de la bobina , #- una unidad de entrega para soportar y fijar el extremo de la bobina del material de cantear, para lo cual el dispositivo de entrega presenta un intersticio de entrega en el cual el material de cantear de la bobina va guiado en dos lados opuestos entre sí y que presenta un dispositivo de marcha libre que está preparado para impedir que el material de cantear vuelva a deslizar hacia atrás al interior de la carcasa , así como #- un dispositivo de acoplamiento previsto en la carcasa para agarrar y manipular el cartucho.
DISPOSITIVO DE ASERRADO PARA PIEZAS EN PASO CONTINUO.
(05/10/2009) Dispositivo de aserrado de paso continuo para dividir o ranurar materiales (W) en forma de placas, que preferentemente se componen al menos en parte de madera, de materiales de madera, de plásticos o similares, con un dispositivo de transporte para transportar las piezas de trabajo en forma de placas en un sentido de paso, con una pluralidad de elementos de aserrado dispuestos en la zona del dispositivo de transporte y con un dispositivo de accionamiento de giro para los elementos de aserrado con un accionamiento (6a) y un árbol de accionamiento (6b), estando unidos los elementos de aserrado con el árbol de accionamiento…
PROCEDIMIENTO PARA EL MECANIZADO DE PIEZAS DE TRABAJO EN PROCESO CONTINUO.
Sección de la CIP Técnicas industriales diversas y transportes
(25/08/2009). Solicitante/s: HOMAG HOLZBEARBEITUNGSSYSTEME AG. Clasificación: B27D5/00, B23C3/12, B23Q7/00.
Procedimiento para el mecanizado de piezas de trabajo mediante un proceso continuo según el cual una pieza de trabajo se mueve en una dirección de recorrido y una herramienta se guía mediante un movimiento en forma de arco circular a lo largo del borde delantero de la pieza de trabajo, caracterizado porque al movimiento en forma de arco circular de la herramienta se sobrepone un movimiento lineal de la herramienta en la dirección de recorrido antes de aplicar la herramienta al borde delantero de la pieza de trabajo, estando el movimiento en forma de arco circular guiado mediante una guía de paralelogramo.
TRANSPORTADOR DE CADENA PARA EL TRANSPORTE DE PIEZAS DE TRABAJO EN FORMA DE PLACA.
(09/06/2009) Transportador de cadena para el transporte de piezas de trabajo en forma de placa en una máquina para la mecanización de estas piezas de trabajo: #- con una cadena de transporte giratoria sin fin, cuyos eslabones de cadena presentan rodillos de rodadura y rodillos guía , alojándose los rodillos guía sobre los pernos de eje que atraviesan los rodillos guía que sobresalen en los eslabones de cadena ; #- con ruedas de cadena, sobre las que se desvía la cadena de transporte, de las que al menos una se configura como rueda motriz; #- y con una guía de cadena compuesta por una barra guía dispuesta al menos a lo largo de un tramo del recorrido de…
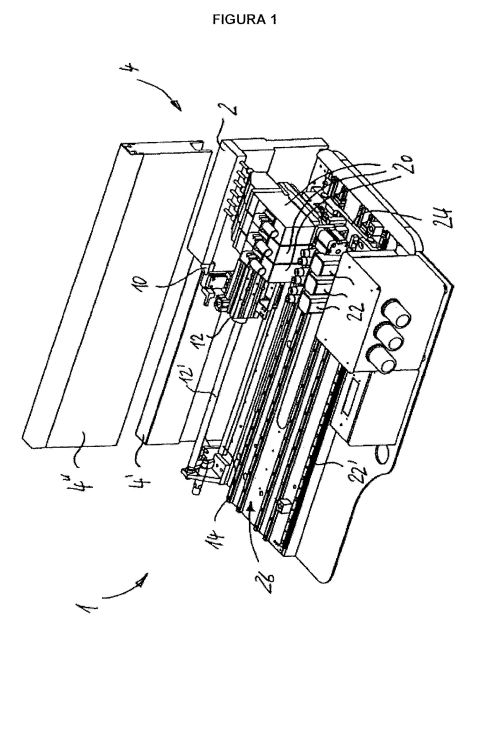
DISPOSITIVO DE MECANIZADO.
Sección de la CIP Técnicas industriales diversas y transportes
(29/05/2009). Ver ilustración. Solicitante/s: HOMAG HOLZBEARBEITUNGSSYSTEME AG. Clasificación: B27M1/08, B23Q7/00.
Dispositivo para el mecanizado de piezas en forma de tableros o listones, que están hechas al menos parcialmente de madera, materias derivadas de la madera, plástico o similares, comprendiendo: un dispositivo de transporte para el transporte de las piezas a mecanizar en paso continuo o servicio intermitente, al menos un tope que presenta un accionamiento de tope y que es desplazable en la dirección de transporte del dispositivo de transporte respecto a éste y al menos un grupo de mecanizado para el mecanizado de las piezas que es desplazable en la dirección de transporte del dispositivo de transporte , caracterizado porque al menos un grupo de mecanizado presenta al menos un accionamiento de grupo , de modo que el al menos un tope y el al menos un grupo de mecanizado son desplazables en la dirección de transporte de forma independiente uno de otro.
PLACA DE CONSTRUCCION LIGERA Y PROCEDIMIENTO PARA LA ELABORACION DE UNA PLACA DE CONSTRUCCION LIGERA.
(01/05/2009) Procedimiento para elaborar una placa de construcción ligera , con los pasos: #- Poner a disposición una pieza de trabajo en forma de placa con dos capas de recubrimiento de pared fina y al menos una capa central de menor densidad, compuesta preferentemente de un material de relleno ligero y dispuesta ente las capas de recubrimiento y encolada con éstas, #- realizar una escotadura en una superficie estrecha (1'') de la pieza de trabajo en forma de placa, que se extienda hasta dentro de la al menos una capa central y de la al menos una capa de recubrimiento de pared fina, quedando definida en la al menos una capa de recubrimiento de pared fina una superficie de aplicación (3'', 5'') para aplicar un elemento (9'') en forma de barra, #- prever un medio adhesivo en la al menos una superficie de aplicación (3'', 5''), #- insertar…
{kind=link}
{kind=link}
{kind=link}