17 inventos, patentes y modelos de GARCIA GARCIA,AQUILINO
Método para fabricar una caja de torsión aeronáutica, caja de torsión y herramienta para fabricar una caja de torsión aeronáutica.
Sección de la CIP Técnicas industriales diversas y transportes
(28/03/2018). Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B64C3/18, B64F5/00, B64C5/00, B64C3/00, B29C33/48, B64C3/24.
Método para fabricar una estructura de base de una caja de torsión aeronáutica para una aeronave , caracterizado porque comprende las etapas de:
a.- proporcionar
al menos un revestimiento fresco ,
al menos un larguerillo fresco ,
al menos un larguero delantero fresco y un larguero trasero fresco , y
al menos una costilla hecha de fibra seca o de material preimpregnado,b.- colocar el al menos un revestimiento fresco ,
el al menos un larguerillo fresco ,
el almenos un larguero delantero fresco y el almenos un largiero trasero fresco , y
la al menos una costilla con al menos una capa de adhesivo en sus bordes ,
en una herramienta de curado en una configuración correspondiente a la de una estructura de base ,
c.-someter la estructura de base a un único ciclo de curado, obteniendo una estructura de base curada.
PDF original: ES-2674659_T3.pdf
Dispositivo para la fabricación de larguerillos con forma de omega.
(13/09/2017) Aparato para fabricar larguerillos de material compuesto a partir de un material compuesto laminado , que comprende:
- un molde macho ,
- una placa de prensado principal , estando la placa de prensado principal ubicada por debajo del molde macho y adaptada para sujetar el material compuesto laminado contra el molde macho ,
- dos mitades de molde hembra fijas , ubicadas a ambos lados de la placa de prensado principal ,
- dos placas de prensado móviles secundarias , cada una de ellas ubicada respectivamente sobre cada una de las dos mitades de molde hembra y adaptadas para bajarse desde una posición alta hasta una posición baja y adaptadas para sujetar el material compuesto laminado cuando están en dicha posición baja, y
- unos medios de retención ,
en el que
los medios de retención están adaptados…
Herramienta híbrida para curar piezas de material compuesto.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2017). Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B29C33/40, B29C70/44, B29C70/34, B29C33/38, B29L31/30, B29L31/00.
Herramienta híbrida para curar piezas de material compuesto, que comprende al menos una porción metálica (15, 15') y una porción elástica (16, 16') dispuesta sobre una superficie de la porción metálica (15, 15'), en la que la porción elástica (16, 16') y la porción metálica (15, 15') están unidas permanentemente entre sí, y en la que la porción metálica y la porción elástica juntas definen una superficie de contacto (17, 17') que tiene una forma que copia al menos parte de una superficie de una pieza de material compuesto a curar, caracterizada por que la porción elástica (16, 16') tiene un extremo interior situado en una región interior de la porción metálica (15, 15') y un extremo exterior situado cerca de un extremo distal de la porción metálica (15, 15'), y en la que el espesor de la porción elástica (16, 16') aumenta progresivamente desde el extremo interior hasta el extremo exterior.
PDF original: ES-2626352_T3.pdf
Útil hibrido para el curado de piezas de material compuesto.
Sección de la CIP Técnicas industriales diversas y transportes
(19/10/2016). Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B29C33/30, B29C70/44, B29C33/10, B29C35/02, B29C33/38.
Útil para el curado de piezas de material compuesto, que comprende:
a) una estructura de soporte realizada en un material metálico de alta difusividad térmica;
caracterizado por que adicionalmente comprende:
b) una placa base de idéntica geometría superficial a la de la pieza a curar, realizada en una aleación binaria de níquel-hierro con un bajo coeficiente de expansión térmica y con 36% de níquel;
c) una estructura intermedia entre la estructura de soporte y la placa base , de configuración celular, con las caras de cada celda suficientemente aligeradas como para facilitar el flujo de aire bajo la placa base durante el ciclo de curado, realizada en una aleación binaria de níquelhierro con un bajo coeficiente de expansión térmica y con 36% de níquel; y
d) unos medios de fijación de la estructura intermedia a la estructura de soporte que permitan su libre dilatación.
PDF original: ES-2611586_T3.pdf
Procedimiento y útiles para la fabricación de cuadernas de material compuesto.
Sección de la CIP Técnicas industriales diversas y transportes
(22/02/2016). Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B29C70/44, B29C70/22, B29C70/20, B29D99/00.
Procedimiento para fabricar cuadernas de material compuesto parafuselajes aeronáuticos mediante la aplicación de la técnica RTM ados preformas con sección en forma de C y L, que se fabrican utilizando dos útiles en las siguientes etapas: Proporcionar el material; Conformar laminados planos de forma rectangular; Conformar laminados de sección angular recta sobre una parte de sección angular recta del primer útil colocando unamembrana de conformado y aplicando un ciclo de temperatura yvacío; Conformar las preformas en forma de C y L sobreun segundo útil curvo , deformando sobre él dichos laminadosde sección angular recta y aplicando un ciclo de temperatura y vacío. La invención también se refiere a dichos útiles.
PDF original: ES-2560660_T3.pdf
Dispositivo conector de inyección.
(23/12/2015) Dispositivo conector de inyección, entre un conducto inyector y un molde que dispone de un orificio de inyección , en el que el conducto inyector comprende un elemento terminal en su extremo que puede introducirse dentro del orificio de inyección para formar el sellado entre el orificio de inyección y el elemento terminal , caracterizado por que el dispositivo conector de inyección comprende:
- una cuña que comprende una primera superficie montable contra el elemento terminal y una segunda superficie que está inclinada con respecto a la primera superficie ,
- un elemento de fijación que comprende una superficie montable contra la segunda superficie de la cuña y desplazable con respecto a dicha segunda superficie…
MÉTODO DE FABRICACIÓN DE PIEZAS DE MATERIAL COMPUESTO CON CAMBIOS DE ESPESOR.
(26/07/2013) Método de fabricación de piezas de material compuesto con cambios de espesor. Comprende una primera etapa de apilado y una segunda etapa de conformado y curado, en las que: en la segunda etapa se utiliza un útil de conformado adaptado a la configuración de la pieza salvo en la zona afectada por el cambio de espesor; en la primera etapa se apilan sucesivamente una o más preformas de la pieza con unas telas con las dimensiones necesarias para que se produzca dicho cambio de espesor, unas láminas de material pelable y unas telas complementarias de manera los apilados resultantes tengan el espesor necesario para adaptarse al útil de conformado ; al final de la segunda etapa, se retiran los laminados resultantes…
ZONAS DE TERMINACIÓN DE LARGUERILLOS OPTIMIZADAS EN COMPONENTES DE AERONAVES.
(30/05/2013) Zonas de terminación de larguerillos optimizadas en componentes de aeronaves. Están dispuestas en un panel de un material compuesto formado por un revestimiento y al menos un larguerillo de refuerzo configurado por un alma y un pie unido a dicho revestimiento ; teniendo el larguerillo una zona de terminación dentro de dicho panel sometida a un alto nivel de carga; teniendo el larguerillo un alma de altura decreciente en dicha zona de terminación y un pie con una primera sección de ancho variable desde un valor inicial W1 a un valor final W2 y una segunda sección con una anchura W2 en dicha zona de terminación; teniendo el pie y el alma de dicho larguerillo un espesor decreciente en dicha zona de terminación para mejorar la transferencia de carga desde el…
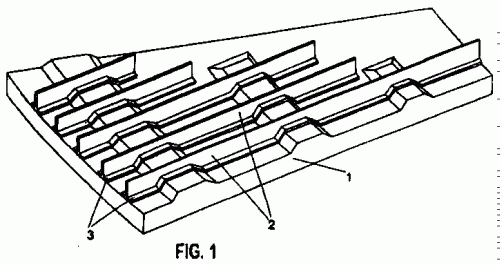
COMPONENTES DE AERONAVES CON ZONAS DE TERMINACIÓN DE LARGUERILLOS OPTIMIZADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(02/05/2013). Ver ilustración. Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B64C3/18, B64C3/26.
Zonas de terminación de larguerillos optimizadas en componentes de aeronaves. Están dispuestas en un panel de un material compuesto formado por un revestimiento y al menos un larguerillo de refuerzo configurado por un alma y un pie unido a dicho revestimiento ; teniendo el larguerillo una zona de terminación dentro de dicho panel sometida a un alto nivel de carga; teniendo el larguerillo un alma de altura decreciente en dicha zona de terminación y un pie con una primera sección de ancho variable desde un valor inicial W1 a un valor final W2 y una segunda sección con una anchura W2 en dicha zona de terminación; teniendo el pie y el alma de dicho larguerillo un espesor decreciente en dicha zona de terminación para mejorar la transferencia de carga desde el larguerillo al revestimiento . Figura 3a.
HERRAMIENTAS DE CURADO PARA EVITAR EL "EFECTO DE SOMBRERO MEXICANO" EN LARGUERILLOS CON FORMA DE "T" Y PERFILES DE RETENCIÓN USADOS EN LOS MISMOS.
(15/04/2013) Herramientas de curado para evitar el "efecto de sombrero mexicano" en larguerillos con forma de "T" y perfiles de retención usados en los mismos.
El angular de aleación invar para fabricar larguerillos con forma de "T" curado sobre una superficie curada que minimiza el "efecto de sombrero mexicano" sufrido tradicionalmente por este tipo de larguerillos. Los angulares de aleación invar objeto de la invención tienen un área más grande en su pie, por lo que el peso del angular de aleación invar en esta zona evita la tendencia de los angulares de aleación invar a girar, que es la causa del efecto mencionado.
La forma del pie del angular de aleación invar de la presente invención permite el uso de un…
SISTEMA DE POSICIONAMIENTO, MANIPULACIÓN Y DESMONTAJE DE ÚTILES PARA LA FABRICACIÓN DE PIEZAS AERONÁUTICAS.
(04/07/2012) Sistema de posicionamiento, manipulación y desmontaje de útiles para la fabricación de piezas aeronáuticas.
Tiene especial aplicación en la fabricación de los revestimientos de las alas de avión donde quedan situados larguerillos de fibra de carbono que se unen durante la polimerización en autoclave.
Los segmentos de útil utilizados están definidos por angulares que copian la geometría del larguerillo y el ala horizontal correspondiente de la sección en "T" del mismo. Los angulares incluyen superiormente una pareja de almenas para asido por parte de las pinzas de un cabezal vinculado a un robot tipo esférico de brazo articulado con seis ejes.
Los angulares son de material INVAR-36 e incluyen…
MÉTODO DE FABRICACIÓN DE LARGUERILLOS CON FORMA DE "T" QUE REDUCE EL EFECTO DE SOMBRERO MEXICANO Y HERRAMIENTA DE CURADO USADA EN EL MISMO.
(04/04/2012) Método de fabricación de larguerillos con forma de "T" que reduce el efecto de sombrero mexicano y herramienta de curado usada en el mismo.
Método de fabricación de larguerillos con forma de "T" para un avión, en el que los larguerillos tienen un alma y un pie, comprendiendo el método: una primera etapa de conformar en caliente un laminado de fibra de carbono para conseguir geometría de semi-larguerillos de sección transversal con forma de "L", una segunda etapa de colocar juntos los dos semi-larguerillos con forma de "L" conformados en caliente para formar un larguerillo con forma de "T", una tercera etapa de coencolar el larguerillo con forma de "T" resultante en una superficie curada con una línea adhesiva entre los mismos y una cuarta etapa de curar el larguerillo con forma de "T" obtenido dentro de…
MÉTODO DE FABRICACIÓN DE LARGUERILLOS CON FORMA DE "T" QUE REDUCE EL EFECTO DE SOMBRERO MEXICANO Y HERRAMIENTA DE CURADO USADA EN EL MISMO.
Sección de la CIP Técnicas industriales diversas y transportes
(15/03/2012). Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B64C3/18, B29C70/44, B29C70/34, B64C1/06.
Método de fabricación de larguerillos con forma de "T" para un avión, en el que los larguerillos tienen un almay un pie, comprendiendo el método: una primera etapa de conformar en caliente un laminado de fibra de carbono para conseguir geometría de semi-larguerillos de sección transversal con forma de "L", una segunda etapa de colocar juntos los dos semi-larguerillos con forma de "L" conformados en caliente para formar un larguerillo con forma de "T", una tercera etapa de coencolar el larguerillo con forma de "T" resultante en una superficie curada con una línea adhesiva entre los mismos y una cuarta etapa de curar el larguerillo con forma de "T" obtenido dentro de una bolsa de vacío usando angulares de aleación de invar como herramientas de curado. El método se caracteriza porque los angulares de aleación de invar utilizados se han fabricado sin ninguna ranura en la parte superior para el perfil retenedor.
UTIL HIBRIDO PARA EL CURADO DE PIEZAS DE MATERIAL COMPUESTO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2008). Ver ilustración. Solicitante/s: AIRUS ESPAÑA S.L. Clasificación: B29C70/44, B29C33/10, B29C35/02, B29C33/38.
Util híbrido para el curado de piezas de material compuesto que comprende una estructura de soporte realizada en un material metálico de alta difusividad térmica, una placa base de idéntica geometría superficial a la de la pieza a curar, realizada en un material metálico termoestable, una estructura intermedia entre la estructura de soporte y la placa base , de configuración celular, con las caras de cada celda suficientemente aligeradas como para facilitar el flujo de aire bajo la placa base durante el ciclo de curado, realizada en un material metálico termoestable y unos medios de fijación de la estructura intermedia a la estructura de soporte que permitan su libre dilatación.
PROCEDIMIENTO DE FABRICACION DE ELEMENTOS DE MATERIAL COMPUESTO MEDIANTE LA TECNOCLOGIA DEL COENCOLADO.
(01/03/2005) Procedimiento de fabricación de elementos de material compuesto mediante la tecnología del coencolado, en el que se pegan elementos en fresco (largueros con preforma) sobre otro elemento curado (revestimiento 3) con múltiples cambios de espesor, empleando un utillaje rígido tipo macho rígido de invar que sirve de apoyo y posicionamiento durante el curado. Se elabora cada elemento con material preimpregnado mediante encintado automático. La preforma de los largueros (sección en "J") se obtiene mediante conformado en caliente de laminados planos. El curado final y pegado al revestimiento precurado (coencolado) se realiza mediante bolsa de vacío directa en autoclave. Se hace un desarrollo plano de la bolsa de vacío, se traza en máquina de control numérico y se elabora previamente a su colocación…
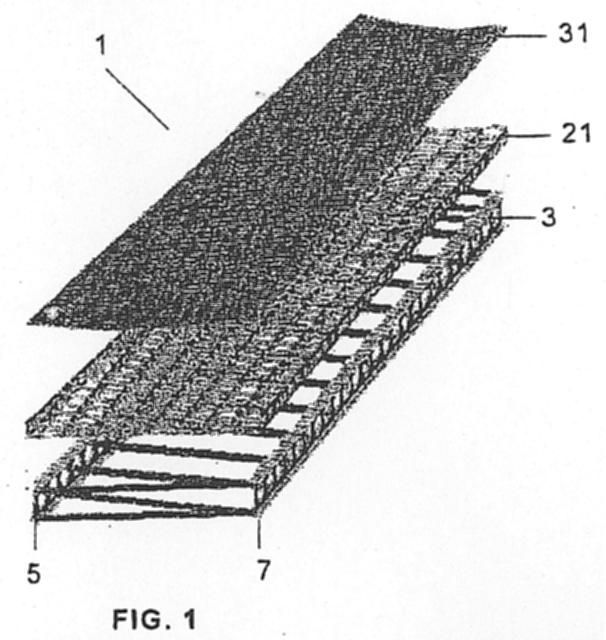
PROCEDIMIENTO DE FABRICACION DE PIEZAS PRECURADAS EN MATERIAL COMPUESTO CON RIGIDIZADORES APLICADOS EN ESTADO FRESCO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/2004). Ver ilustración. Solicitante/s: AIRBUS ESPAÑA S.L.. Clasificación: B64C3/18, B29C70/44, B64C3/24.
Procedimiento de fabricación de piezas precuradas en material compuesto con rigidizadores aplicados en estado fresco, que comprende laminar capas superpuestas de material compuesto preimpregnado para obtener una pieza base y una segunda pieza destinada a unirse con ella; curar la pieza base ; conformar en caliente el laminado destinado a formar la segunda pieza ; retirar la segunda pieza del útil de conformado de la misma y depositarla sobre la pieza base , con intercalación de una lámina de adhesivo estructural entre ambas; encerrar el conjunto de ambas piezas dentro de una bolsa de vacío; y cargar dicha bolsa en un autoclave, realizando en éste un ciclo de curado de la segunda pieza bajo presión y temperatura, con lo cual ésta queda fuertemente adherida a la pieza base . La invención es aplicable al campo de la aeronáutica.
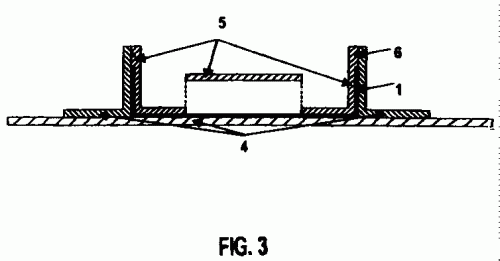
PROCEDIMIENTO DE FABRICACION DE ESTRUCTURAS PRIMARIAS EN MATERIAL COMPUESTO CON CURADO EN UTIL HEMBRA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/2004). Ver ilustración. Solicitante/s: AIRBUS ESPAÑA S.L.. Clasificación: B29C70/44, B29C70/34.
Procedimiento de fabricación de estructuras primarias en material compuesto con curado en útil hembra, que comprende laminar capas superpuestas de material compuesto en estado preimpregnado; colocar el laminado obtenido sobre un útil de conformado, cargar el conjunto en una campana de vacío y aplicar un ciclo de conformado establecido; cargar el laminado ya conformado, pero en estado fresco todavía, en un útil hembra adecuado para su curado, colocar pisas laterales e insertar tubos elastoméricos en canales de dichos pisas, colocar un pisa central , sellar el conjunto y realizar una bolsa de vacío con perforaciones para extraer el aire de su interior; y cargar el conjunto en un autoclave, cerrar éste herméticamente y realizar un ciclo de curado correspondiente. La invención es aplicable al campo de la aeronáutica.
{kind=link}
{kind=link}
{kind=link}
{kind=link}