10 inventos, patentes y modelos de FRIEDRICH, KARL, ERNST
Tapa de apertura por rasgado para latas así como procedimiento para la fabricación de una tapa de apertura por rasgado.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(11/01/2017). Solicitante/s: ThyssenKrupp Rasselstein GmbH. Clasificación: C22C38/44, C21D9/00, C22C38/04, C22C38/00, C22C38/42, C22C38/02, B21D51/38, C22C38/06, C21D1/26, C21D9/46, C21D1/42.
Tapa de apertura por rasgado para latas, fabricada de una chapa de acero laminada en frío de un acero no aleado o de baja aleación con un contenido de carbono inferior al 0,1 % en peso y con los siguientes límites superiores para las partes en peso de los componentes de la aleación:
- N: 0,02 %,
- Mn: 0,4 %,
- Si: 0,04 %,
- Al: 0,1 %,
- Cr: 0,1 %,
- P: 0,03 %,
- Cu: 0,1 %,
- Ni: 0,1 %,
- Sn: 0,04 %,
- Mo: 0,04 %,
- V: 0,04 %,
- Ti: 0,05 %
- Nb: 0,05 %
- B: 0,005 %
- y otros componentes de la aleación: 0,05 %,
sometiéndose la chapa de acero, mediante calentamiento por medio de inducción electromagnética, a un recocido de recristalización con una velocidad de calentamiento de más de 75 K/s y enfriándose tras el recocido de recristalización con una velocidad de enfriamiento de al menos 100 K/s y revistiéndose a continuación con una capa de protección.
PDF original: ES-2616126_T3.pdf
Procedimiento para recubrir una chapa de acero con una capa de metal.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(16/03/2016). Ver ilustración. Solicitante/s: ThyssenKrupp Rasselstein GmbH. Clasificación: B32B15/01, C25D5/50, C25D5/10, C25D7/06, C25D5/48, C25D5/36.
Procedimiento para recubrir una chapa de acero con una capa de metal con las siguientes etapas:
- aplicar una primera capa de metal delgada como premetalizado, en donde el recubrimiento de la capa de metal del premetalizado asciende como máximo a 200 mg/m2,
- fundir la capa de metal del premetalizado por medio de irradiación de la capa de metal con una radiación electromagnética o un haz de electrones, fundiéndose la capa de metal del premetalizado por completo a lo largo de todo su grosor y convirtiéndose por ello al menos esencialmente por completo en una capa de aleación que consiste en átomos de hierro de la chapa de acero y átomos del metal de la capa de metal,
- aplicar por lo menos una capa de metal adicional sobre la capa de aleación generada mediante la fusión.
PDF original: ES-2568030_T3.pdf
PROCEDIMIENTO PARA LA FABRICACION DE UNA CHAPA RESISTENTE A LA CORROSION, CONFORMABLE, CON RECUBRIMIENTO DE TODA LA SUPERFICIE DE CHAPAS DE ACERO UNIDAS Y TRATADAS TERMICAMENTE.
(05/05/2010) Procedimiento para la fabricación de una chapa resistente a la corrosión, conformable, a partir de chapas de acero sin recubrir (1, 1'') que comprende las siguientes etapas:
a) Colocación de las chapas de acero (1, 1'') a tope;
b) Soldadura de la junta o juntas planas mediante soldadura a tope por medio de un haz de rayos de soldadura para formar un cordón de soldadura a lo largo de la junta plana respectiva;
c) Recubrimiento de las chapas de acero (1, 1'') unidas entre sí en toda su superficie, incluido el cordón o cada cordón de soldadura , tras el enfriamiento de los cordones de soldadura con un recubrimiento metálico, caracterizado porque entre la…
PROCEDIMIENTO PARA LA FABRICACION DE BANDA LAMINADA EN CALIENTE PLAQUEADA POR LAMINACION PARA SU ULTERIOR TRANSFORMACION EN BANDA LAMINADA EN FRIO.
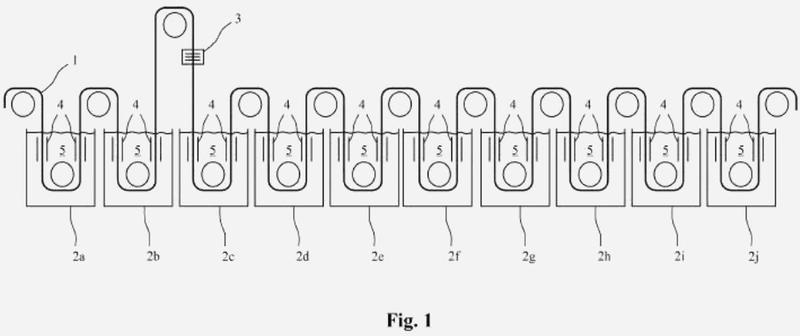
(16/03/2009) Procedimiento para la fabricación de banda laminada en caliente plaqueada por laminación (W), en el cual - se producen por lo menos dos placas esencialmente paralelepipédicas de distintos materiales de acero, que están destinadas a ser colocadas una sobre la otra, - las superficies de las placas que una vez colocadas unas sobre otras quedan adosadas entre sí, se someten a un tratamiento superficial erosivo para adaptar la forma de la superficie de una de las placas a la forma de la superficie de la otra placa de tal modo que las dos superficies queden esencialmente muy próximas entre sí cuando las placas estén colocadas una sobre otra, de modo que las superficies se liberen de partículas…
FLEJE DE ACERO LAMINADO EN CALIENTE DESTINADO A LA FABRICACION DE CHAPA MAGNETICA DE GRANO NO ORIENTADO Y PROCEDIMIENTO PARA SU FABRICACION.
Sección de la CIP Química y metalurgia
(01/04/2006). Ver ilustración. Solicitante/s: THYSSENKRUPP STAHL AG. Clasificación: C22C38/02, C21D8/12.
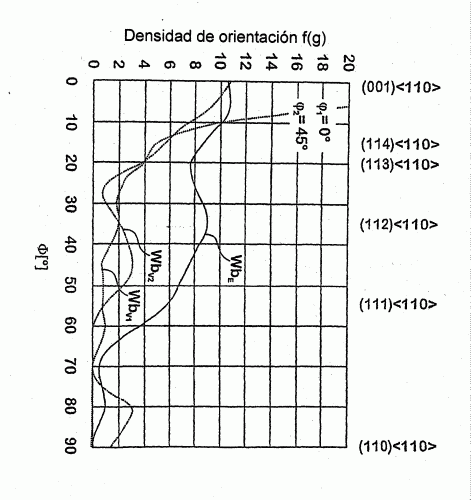
Fleje de acero laminado en caliente para el procesamiento posterior a chapa magnética de grano no orientado - con la siguiente composición (en % en peso) C: 0, 4 y la relación I112/I001 formada por la intensidad I111 de la posición y la intensidad.
PROCEDIMIENTO PARA FABRICAR CHAPA MAGNETICA DE GRANO NO ORIENTADO.
Sección de la CIP Química y metalurgia
(16/03/2006). Solicitante/s: THYSSENKRUPP STAHL AG. Clasificación: C21D8/12.
Procedimiento para fabricar chapa magnética de grano no orientado laminada en caliente, en el que a partir de un producto semiacabado, como desbastes planos de colada, flejes, flejes brutos o desbastes planos delgados, que se ha fabricado a partir de un acero con (en % en peso) C: 0, 0001 0, 05%, Si: = 1, 5%, Al: = 0, 5%, en el que [% de Si] +2[% de Al] = 1, 8, Mn: 0, 1 1, 2%, opcionalmente hasta en total el 1, 5% de aditivos de aleación de P, Sn, Sb, Zr, V, Ti, N, Ni, Co, Nb y/o B, y el resto hierro así como impurezas habituales, se lamina un fleje laminado en caliente con un espesor = 1, 5 mm en un escalón de laminación de acabado a temperaturas que se encuentran por encima de la temperatura Ar1, en el que al menos la última pasada de deformación del laminado en caliente se lleva a cabo en la zona mixta austenita / ferrita y el cambio de forma åH total alcanzado como consecuencia del laminado en la zona mixta austenita / ferrita es < 35%.
PROCEDIMIENTO PARA LA FABRICACION DE UNA CHAPA MAGNETICA DE GRANO NO ORIENTADO.
(01/09/2005) Procedimiento para la fabricación de una chapa o banda magnética de grano no orientado, laminada en frío, con un grosor final < 0, 75 mm, que comprende las siguientes etapas de trabajo: - fusión de un acero con (en % en peso) C: < 0, 01% Mn: < 1, 5% Si: 0, 1 4, 5%, Al: 0, 001 2, 0%, P: < 0, 1%, Sn: < 0, 15%, Sb: < 0, 15%, el resto de hierro e impurezas inevitables, - colada del acero formando desbastes delgados o una banda colada, - tratamiento térmico de los desbastes delgados colados o de la banda colada, seguido de forma continua a la colada, - laminación en caliente de los desbastes delgados o de la banda colada, seguida de forma continua al tratamiento térmico, formando una banda laminada en caliente con un grosor final < 1, 8 mm, - bobinado de la banda laminada en…
PROCEDIMIENTO PARA LA FABRICACION DE CHAPA MAGNETICA DE GRANO NO ORIENTADO.
(01/04/2004) Procedimiento para la fabricación de chapa magnética de grano no orientado en el que, a partir de material de partida como desbastes planos, bandas, prebandas o desbastes finos colados, que está fabricado con un acero con un % en peso de C: 0, 001 0, 05% Si: 0, 7 1, 5% Al: = 0, 4% donde Si + 2Al = 1, 7% Mn: 0, 1 - 1, 2% dado el caso con hasta un total de 1, 5% en elementos aleantes del grupo de P, Sn, Sb, Zr, V, Ti, N, Ni, Co, Nb y/o B, y como resto hierro e impurezas habituales, se produce una banda en caliente en la que el material de partida se lamina en caliente directamente con el calor del fundido o después…
PROCEDIMIENTO PARA FABRICAR CHAPA MAGNETICA DE GRANO NO ORIENTADO.
Sección de la CIP Química y metalurgia
(16/03/2004). Solicitante/s: EBG GESELLSCHAFT FIR ELEKTROMAGNETISCHE WERKSTOFFE MBH. Clasificación: C21D8/12.
Procedimiento para fabricar chapa magnética de grano no orientado, - en el que un material de partida de acero que contiene (en % en masa) C: < 0, 06 %, Si: 0, 03 2, 5 % Al: < 0, 4 %, Mn: 0, 05 1, 0 %, S: < 0, 02 %, así como opcionalmente como aditivos de aleación P, Sn, Sb, Zr, V, Ti, N y/o B con un contenido de hasta un total del 1, 5% en masa y como resto, hierro y elementos inherentes habituales, - se introduce como desbaste prelaminado y calentado a una temperatura de recalentamiento (TBR) que, con una desviación máxima de + 20ºC corresponde a una temperatura final de recalentamiento (TZBR) TZBR[ºC] = 1195ºC + 12, 716 * (GSi+ 2GAl) con TZBR: temperatura final del desbaste recalentado, GSi: contenido en Si en % en masa, GAl: contenido en Al en % en masa, - o como fleje colado, empleado directamente, o como desbaste fino.
PROCEDIMIENTO PARA LA FABRICACION DE CHAPA MAGNETICA DE GRANO NO ORIENTADO.
(16/07/2003) Procedimiento para la fabricación de chapa magnética de grano no orientado, mediante el que se produce un fleje laminado en caliente a partir de un material inicial como los desbastes planos, los flejes, las prebandas o los desbastes delgados, que se fabrica de un acero con (en % en peso) 0, 001 - 0, 05 % de C, < 1, 5 % de Si, < 0, 4 % de Al, con Si + 2 Al < 1, 7 %, 0, 1 - 1, 2 % de Mn, dado el caso, hasta un total de 1, 5 % de añadidura aleadora como P, Sn, Sb, Zr, V, Ti, N, Ni, Co, Nb y/o B, y como resto hierro, así como elementos acompañantes usuales, al laminarse en caliente en varias pasadas de deformación el material inicial directamente del calor de fundición o después de un recalentamiento precedente a una temperatura de recalentamiento de, al menos, 1000°C y, como máximo, 1180°C y bobinándose a continuación, donde…
{kind=link}
{kind=link}