Sistema de almacenamiento en estantería con realimentación de energía.
(01/07/2020) Sistema de almacenamiento en estantería con al menos dos unidades de estantería (1a-1d), presentando cada unidad de estantería un dispositivo de manejo de estantería propio desplazable con motores de accionamiento eléctricos y con un circuito de suministro de energía (P, S1, S2, S3) eléctrico para suministrar energía eléctrica a las unidades de estantería (1a-1d), caracterizado por el hecho de que los dispositivos de manejo de estantería están conectados al circuito de suministro de energía (S1, S2, S3) eléctrico mediante dispositivos eléctricos de transmisión de energía, especialmente colectores de corriente,…
Dispositivo para la aportación automática de embalajes de la misma clase a una apiladora de columnas.
(11/05/2016) Dispositivo para la aportación automática de embalajes de la misma clase (T1) a una apiladora de columnas , preferiblemente en un sistema de clasificación, con al menos una línea de alimentación por la que los embalajes de la misma clase se aportan automáticamente de forma individual 5 y en pilas parciales caóticamente repartidos a la apiladora de columnas , y con un depósito de embalajes conectado a la línea de alimentación para una aportación automática simultánea de al menos dos embalajes (T1, T1) o pilas parciales de embalajes (T2, T2 ó T3, T3 ó T4, T4 ó T5, T5) de la misma altura y dispuestos directamente uno detrás de otro a la apiladora de columnas…
Procedimiento para la aportación de material de carga en forma de fardos.
(02/04/2014) Procedimiento para la aportación de material de carga en forma de fardos, recipientes, cajas de cartón, bultos individuales y/o bultos agrupados por una vía de alimentación desde una estación de alimentación a un lugar de almacenamiento de destino o a un equipo de operación del lugar de almacenamiento de destino , preferiblemente de un almacén de estanterías elevadas de una instalación para la preparación de pedidos, recogiendo un sistema de almacenamiento intermedio con un dispositivo de almacenamiento intermedio el material de carga durante una fase de sobrecarga de almacenamiento del lugar de almacenamiento de destino o en previsión de dicha fase para entregarlo de nuevo en el lugar de almacenamiento de destino una vez resuelta la sobrecarga de almacenamiento o el peligro…
Instalación para la identificación y el control de productos sueltos.
(21/08/2013) Instalación para la identificación y el control de productos sueltos provistos de un código, preferiblementede productos sueltos de un pedido completo procedentes de una instalación para la preparación de pedidos, en la quelos productos sueltos de una cantidad determinada se guían de forma individual y centrada en una línea de transporte de sección en V por una instalación de escaneo con varios escáneres individuales , se identifican en lainstalación de escaneo mediante lectura del código del producto suelto como datos reales, se registran o comparancon los datos teóricos de la cantidad de productos sueltos archivados en un ordenador central y los productos sueltos seseparan, si los datos teóricos…
Instalación y a un procedimiento para la identificación y el control de productos sueltos.
(21/08/2013) Instalación para la identificación y el control de productos sueltos provistos de un código en una instalación para la preparación de pedidos, en la que los productos sueltos se guían de forma individual y centrada en una línea de transporte de sección en V por una instalación de escaneo con varios escáneres individuales , se identifican en la instalación de escaneo mediante lectura del código del producto suelto como datos reales, se registran o comparan con los datos teóricos de la cantidad de productos sueltos archivados en un ordenador central y los productos sueltos se separan, si los datos teóricos no coinciden con los datos reales,…
Procedimiento y dispositivo para la preparación manual de pedidos de mercancías en bultos sueltos.
(24/05/2013) Procedimiento para la preparación manual de pedidos de productos sueltos en una instalación de preparaciónde pedidos con una estantería de flujo 1, que contiene las reservas para la preparación manual de pedidos,transportándose los productos sueltos automáticamente, preferiblemente sin mezclar, en recipientes o cajas decartón por medio de una línea de transporte accionada hasta la estantería de flujo y colocándosedichos productos sueltos automáticamente, a través de un montacargas fijo accionado de la estantería deflujo en canales de flujo seleccionados de la estantería de flujo dotados de salidas (A) a las que accedefácilmente una persona encargada de la preparación de pedidos, mientras que la persona encargadade la preparación de pedidos introduce los productos sueltos a la salida (A)…
Procedimiento para la preparación de pedidos de productos sueltos.
(24/05/2013) Procedimiento para la preparación de pedidos de productos sueltos en una instalación para la preparación depedidos con una máquina automática para la preparación de pedidos y una estantería de flujo , quecontiene las reservas para rellenar la máquina automática para la preparación de pedidos con productossueltos, transportándose los productos sueltos automáticamente, preferiblemente sin mezclar, en recipientes ocajas de cartón por medio de una línea de transporte accionada hasta la estantería de flujo ycolocándose dichos productos sueltos, tras la lectura e identificación, automáticamente a través de unmontacargas fijo accionado y transelevadores de la estantería de flujo en canales de flujo seleccionados de la estantería de flujo dotados de salidas (A) a las que accede fácilmente de forma…
Procedimiento y sistema de envasado automático de comprimidos.
(19/09/2012) Procedimiento para el envasado automático de comprimidos en recipientes para comprimidos que presentan al menosun compartimento de comprimidos para la recepción de comprimidos, caracterizado por
la recepción de un pedido de paciente que contiene una identificación de paciente (PAT-ID) y al menos una receta con losdatos de receta (REZ) concernientes a los tipos de comprimidos a ingerir por el paciente y sus posologías;
la asignación de los datos de receta (REZ) e identificación de paciente (PAT-ID) a los recipientes para comprimidos correspondientes;
el llenado automático de al menos un compartimento de comprimidos…
DISPOSITIVO DE ENVASADO DE TABLETAS.
(16/05/2011) Dispositivo de envasado de tabletas para el envasado de tabletas (5, 5') en soportes de tabletas, por ejemplo, blísteres, con un depósito de almacenamiento de tabletas para el almacenamiento intermedio de una pluralidad de tabletas (5, 5') situadas de forma suelta una al lado de otra y una sobre otra y al menos un medio desplazable de recogida de carga para extraer una tableta individual (5, 5') del depósito de almacenamiento de tabletas y transferir la tableta recogida (5, 5') al soporte de tabletas, extrayendo el medio de recogida de carga la tableta (5, 5') desde arriba del depósito de almacenamiento de tabletas, estando configurado el medio …
PROCEDIMIENTO Y MÁQUINA AUTOMÁTICA DE EXPEDICIÓN DE MERCANCÍAS PARA LLENAR UN CONTENEDOR DE UN PEDIDO.
(28/02/2011) Procedimiento para llenar un contenedor de un pedido en una máquina automática de expedición de mercancías mediante expulsor y cinta transportadora , en donde los productos a expedir se encuentran almacenados en el propio expulsor conformado como cinta giratoria a modo de fila de productos (R) sustancialmente horizontal con la cinta giratoria en reposo, y se entregan en la cinta transportadora o directamente en el contenedor de un pedido mediante el accionamiento de la cinta giratoria, caracterizado porque al accionar la cinta giratoria , se mide automáticamente un nivel de llenado mínimo (F) para los productos almacenados en la cinta giratoria , y se detiene automáticamente la cinta…
DISPOSITIVO DE TRANSPORTE SOBRE RODILLOS CON CAMBIO DE DIRECCION.
(15/10/2010) Dispositivo de transporte sobre rodillos con transportador curvado sobre rodillos para el transporte de mercancías, en su caso desde una primera sección de transporte a una segunda sección de transporte orientada de forma diferente, en donde la primera y la segunda sección de transporte son transportadores sobre rodillos con rodillos accionados dispuestos perpendicularmente al recorrido de transporte y el transportador curvado sobre rodillos presenta unos rodillos individuales separados entre sí que se extienden radialmente perpendiculares al recorrido de transporte, que son accionados a través de un cinturón de accionamiento giratorio común, el cual está guiado en unos rodillos de accionamiento coaxiales o unas secciones…
TRANSPORTADOR VERTICAL EN UN SISTEMA DE EXPEDICION DE MERCANCIAS PARA EL TRANSPORTE VERTICAL DE MERCANCIAS A TRANSPORTAR.
(15/10/2010) Transportador vertical en un sistema de expedición de mercancías para el transporte vertical de mercancías a transportar a modo de bultos sueltos desde un punto de entrega superior a un punto de entrega inferior orientado en dirección vertical del sistema de expedición de mercancías mediante un alojamiento orientado verticalmente y que se puede abrir por abajo que soporta las mercancías a transportar, en el que está previsto al menos un alojamiento, a través del cual, en su posición abierta, la mercancía a transportar contenida cae hacia abajo a un siguiente alojamiento inferior orientado verticalmente y/o al punto de entrega inferior , y el alojamiento está previsto en forma de una concha (4, 4') que se puede abrir por su parte inferior entre los puntos de entrega , con dos paredes abatibles…
PROCEDIMIENTO Y MAQUINA DE BANDA CENTRAL PARA EL LLENADO DE UN RECIPIENTE DE TRANSPORTE EN UN SISTEMA DE EXPEDICION.
(15/10/2010) Procedimiento para el llenado de un recipiente de transporte en una máquina central con una banda central que se equipa a lo largo de una ventana virtual de un transporte de expedición con bienes de expedición, y los bienes de expedición son entregados en un punto de llenado en el extremo longitudinal (V) delantero de la banda central al recipiente de transporte, en el que al menos dos bandas centrales dispuestas verticalmente una sobre otra de la máquina de banda central llenan el recipiente de transporte en un único punto de llenado (P) de la banda central para el transporte de expedición, caracterizado porque la banda central superior llena el recipiente de transporte por medio de al menos un dispositivo de transporte vertical dispuesto entre medias en el punto de llenado (P)
DISPOSITIVO TRANSPORTADOR DE CINTA DOBLE CON CAMBIO DE DIRECCION.
(04/05/2010) Dispositivo transportador con cambio de dirección para el transporte de mercancía suelta a lo largo de un primer tramo de transporte y un segundo tramo de transporte, dirigido en otro sentido, así como una disposición de transferencia para transferir la mercancía suelta transportada del primer al segundo tramo de transporte, siendo el primer y el segundo tramo de transporte transportadores de cinta doble con dos cintas rotativas laterales, continuas y accionadas en cada caso, conectándose el segundo transportador de cinta doble en el extremo longitudinal del primer transportador de cinta doble directamente en el lateral en un ángulo, extendiéndose en la zona angular el extremo longitudinal de las cintas rotativas del primer transportador…
SISTEMA DE ALMACENAMIENTO EN ESTANTERIA CON REALIMENTACION DE ENERGIA.
(13/11/2009) Sistema de almacenamiento en estantería con al menos dos unidades de estantería (1a-1d), presentando cada unidad de estantería un dispositivo de manejo de estantería propio desplazable con motores de accionamiento eléctricos y con un circuito de suministro de energía (P, S1, S2, S3) eléctrico para suministrar energía eléctrica a las unidades de estantería (1a-1d), caracterizado por el hecho de que los dispositivos de manejo de estantería están conectados al circuito de suministro de energía (S1, S2, S3) eléctrico mediante dispositivos eléctricos de transmisión de energía, especialmente colectores de corriente, por ejemplo, carriles conductores , y a través de los dispositivos eléctricos de transmisión de energía realimentan la energía eléctrica generada en sus motores de accionamiento , al funcionar como generador, al…
SISTEMA DE PREPARACION DE PEDIDOS.
(16/12/2008) Procedimiento de preparación de pedidos de clientes para la provisión de productos en el deseado número de unidades, que comprende la asignación de cada pedido de cliente a al menos un contenedor de almacenamiento de pedidos , la operación de extraer de un depósito principal los productos indicados en el pedido de cliente en la cantidad preestablecida, y la operación de introducir de manera clasificada los productos extraídos en el contenedor de almacenamiento de pedidos que es al menos uno y es el asignado al pedido de cliente, y, para cada pedido de cliente, la entrega de los productos puestos en almacenamiento intermedio en el contenedor de almacenamiento de pedidos que es al menos uno y es el asignado al pedido de cliente…
APARATO DE MANIPULACION DE ESTANTERIAS Y PROCEDIMIENTO PARA POSICIONARLO LONGITUDINALMENTE EN UNA ESTANTERIA DE UNA INSTALACION DE COMISIONAMIENTO.
(01/07/2008) Aparato de manipulación de estanterías para realizar un transporte de mercancías desde o hacia una estantería en una instalación de comisionamiento, con un mástil vertical y un accionamiento longitudinal unido con el mástil para efectuar un desplazamiento longitudinal y un posicionamiento longitudinal del aparato de manipulación de estanterías en un lugar de manipulación de la estantería en el lado delantero o trasero de la misma, estando previsto en el mástil vertical un alojamiento de mercancías ajustable en altura, caracterizado porque el mástil está formado como un mástil articulado y presenta al menos una articulación que hace posible una desviación (A) del…
INSTALACION DE TRANSPORTE PARA TRANSPORTAR MERCANCIAS SOBRE PALETS A LO LARGO DE UN TRAYECTO DE TRANSPORTE HORIZONTAL.
(16/05/2008) Instalación de transporte para transportar mercancías preferiblemente pesadas sobre palets o similares a lo largo de un trayecto de transporte sustancialmente horizontal tendido sobre el suelo de un local o al aire libre, en donde el trayecto de transporte tendido sobre el suelo de un local o al aire libre está subdividido en un primer trayecto de transporte y en un segundo trayecto de transporte y presenta un tramo abatible intercalado de la misma clase que dicho trayecto de transporte, caracterizada porque el trayecto de transporte es un transportador de doble correa con dos mecanismos de circulación…
DISPOSITIVO DE TRANSPORTE PARA EL TRANSPORTE DE MATERIAL TRANSPORTADO, PREFERENTEMENTE SOBRE PALES, CON DOS CADENAS DE TRANSPORTE PERIFERICAS LATERALES.
(16/02/2008) Dispositivo de transporte para el transporte de material transportado, preferentemente sobre palés o similar, a lo largo de un recorrido de transporte con al menos dos cadenas de transporte periféricas accionadas laterales, en las que están articulados elementos portantes conformados iguales y en una pieza, sobre los cuales se carga el material transportado o el palé, en el que los elementos portantes están dispuestos de modo compacto a lo largo de las cadenas de transporte uno junto a otro en fila y cubren fundamentalmente las cadenas de transporte , en el que los elementos portadores poseen exclusivamente función portadora y las cadenas de transporte exclusivamente función de tracción, en el que los elementos portantes poseen una superficie plana y dos superficies de deslizamiento inferiores laterales, y se deslizan…
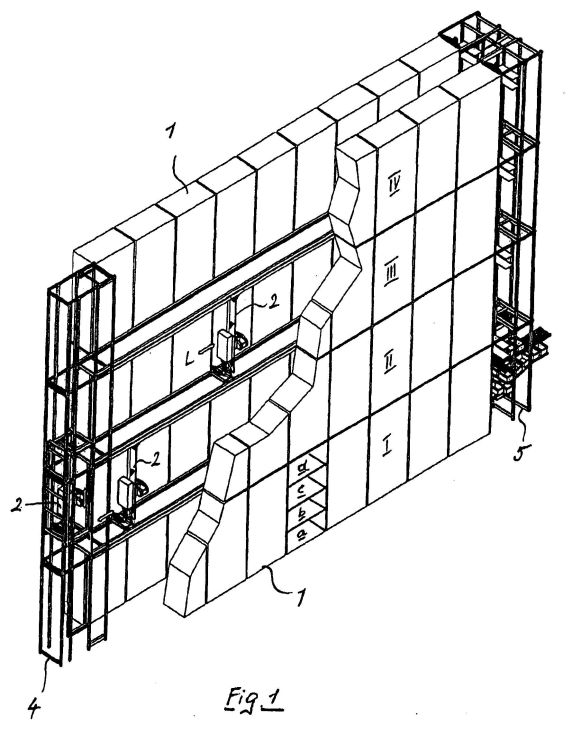
PROCEDIMIENTO Y SISTEMA PARA MANIPULAR UNA ESTANTERIA EN UNA INSTALACION DE COMISIONAMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2008). Ver ilustración. Solicitante/s: KNAPP LOGISTIK AUTOMATION GMBH. Clasificación: B65G1/137, B65G1/04.
Procedimiento para manipular una estantería, preferiblemente en una instalación de comisionamiento, que comprende una estantería y un aparato de manipulación de estantería asociado para retirar recipientes , bandejas o similares de la estantería o introducirlos dentro de ésta, pudiéndose manipular una zona en altura de la estantería , que presenta varios planos de estantería (a, b, c, d) dispuestos unos sobre otros, como una unidad de estantería autónoma (I, II, III o IV), a través de al menos un aparato de manipulación de estantería longitudinalmente ajustable y acoplado de forma mecánica, y estando previstas al menos dos unidades de estantería autónomas (I, II, III o IV), caracterizado porque el aparato de manipulación de estantería se desplaza verticalmente de una unidad de estantería (I; II; III o IV) a otra unidad de estantería (II, III, IV o I, III, IV o I, II, IV o I, II, III) de la misma estantería o de otra estantería (1'').
DISPOSITIVO MANIPULADOR Y PROCEDIMIENTO PARA LA MANIPULACION DE UNA ESTANTERIA DE ALMACENAMIENTO DE PRODUCTOS, EN PARTICULAR DE UN DISPOSITIVO DE PREPARACION DE COMANDAS.
(16/07/2006) Dispositivo manipulador para manipular una estantería de almacenamiento de productos , el cual presenta al menos un suelo de estantería, sobre el cual están dispuestos esencialmente unos productos cúbicos , mantenidos, que se pueden retirar y se pueden suministrar a una cinta sin fin esencialmente horizontal, accionada, del dispositivo manipulador ajustable en altura y que se pueden mover a lo largo de la estantería de almacenamiento de productos, estando centrados los productos retirados mediante un dispositivo de centrado, caracterizado porque el dispositivo de centrado comprende un centrador lateral de producto , dispuesto sobre un lado transversal de la cinta sin fin en la zona de al menos un extremo longitudinal de la cinta sin fin, preferentemente una chapa de centrado, el cual o la cual centra un producto retirado de…
DISPOSITIVO DE TRANSPORTE PARA TRANSPORTAR MERCANCIAS SOBRE PALETAS O SIMILARES CON CAMBIO DE DIRECCION.
(01/10/2005) Dispositivo de transporte con cambio de dirección para transportar la mercancía que se debe transportar, preferentemente sobre unas paletas o similares, a lo largo de un primer tramo de transporte y un segundo tramo de transporte orientado de otra manera, así como una disposición de transferencia para transferir las paletas desde el primer al segundo tramo de transporte, en la que la disposición de transferencia comprende una pista de transporte lineal accionada para la recepción de la(s) paleta(s) desde el primer tramo de transporte , movimiento lineal de avance sobre la pista de transporte lineal y entrega de la(s) paleta(s) sobre el segundo tramo de transporte , y la pista de transporte lineal puede ser girada, entre el primer y el segundo tramos de transporte mediante un dispositivo de giro accionado, alrededor de…
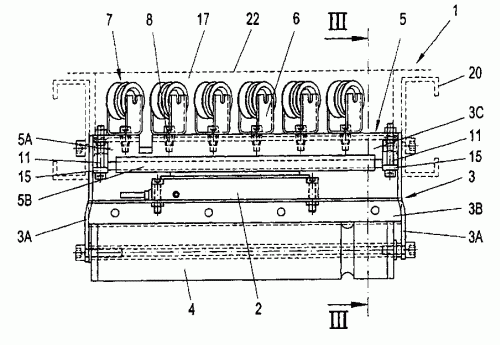
DISPOSITIVO DE DESVIACION PARA UN TRANSPORTADOR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2005). Ver ilustración. Solicitante/s: KNAPP LOGISTIK AUTOMATION GESELLSCHAFT MBH. Clasificación: B65G47/54, B65G13/10.
Dispositivo de desviación (1, 1') para una instalación de transporte, que define un plano de transporte, que presenta una marco de base , para desviar productos que hay que transportar, con roldanas de desviación accionables, las cuales están dispuestas sobre un soporte común , dispuesto de forma que se ajusta en altura con la ayuda de un accionamiento de elevación , caracterizado porque el soporte , con las roldanas dispuestas en una hilera, y el accionamiento de elevación así como un rodillo de accionamiento asociado a las roldanas están dispuestos, para la formación de un módulo separado, en un marco de módulo propio , instalado para la conexión con el marco de base de la instalación de transporte.
DISPOSITIVO DE EXPEDICION CON ALMACENES INTERMEDIOS DISPUESTOS EN FORMA DE RECIPIENTES BASCULANTES.
(16/04/2005) Dispositivo de expedición con almacenes intermedios en forma de recipientes basculantes con aberturas de llenado , dispuestos en una estantería esencialmente horizontalmente en la dirección longitudinal de la estantería, y con un transportador de colector , transportador central o amortiguador en la dirección longitudinal de la estantería, asignado a los recipientes basculantes , en el que para un encargo de expedición son llenados uno o varios recipientes , preferentemente de forma simultánea, a mano o mecánicamente, con unos productos elegidos, en una posición de llenado (F) de los recipientes, y mediante…
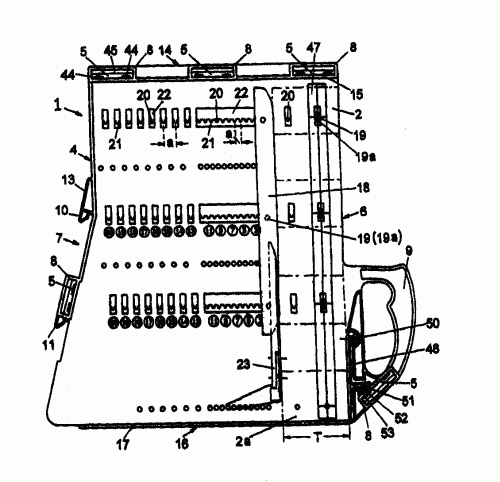
DISPOSITIVO DE PREPARACION DE PEDIDOS QUE COMPRENDE UNOS COMPARTIMIENTOS DE ALMACENAMIENTO DISPUESTOS EN UNA ESTANTERIA Y UNA UNIDAD DE EXPULSION POSICIONABLE.
(16/03/2005) Dispositivo de preparación de pedidos con compartimientos de almacenamiento para producto dispuestos en una estantería, de vertical a horizontal, en los cuales están apilados productos de forma ordenada superpuesta o contigua en hilera, pudiendo ser expulsado el producto inferior de la pila o más adelantado de la pila de un compartimiento de almacenamiento para el producto seleccionado en dirección transversal de la estantería mediante un expulsor posicionable, estando la estantería formada como estantería doble con al menos un medio de transporte longitudinal central, sobre el cual se puede entregar y retirar un producto expedido, expulsado por un expulsor posicionable, y estando asignado cada expulsor a una mitad de estantería doble, caracterizado porque la estantería está formada por al menos cuatro soportes verticales , formados preferentemente…
DISPOSICION DE VIA DE TRANSPORTE PARA RECIPIENTES QUE SE HAN DE LLENAR CON ARTICULOS O PRODUCTOS A GRANEL EN UNA ESTACION DE LLENADO.
(16/10/2004) Disposición de máquina automática para la preparación de productos para su expedición , que comprende una estación de llenado y una vía de transporte con un transportador, tal como una cinta y/o una vía de rodillos con un accionamiento continuo hacia y desde la estación de llenado para transportar recipientes abiertos por arriba (A, B, C, D, E) que se rellenan, en la estación de llenado en una posición de llenado detenida, con artículos o producto a granel mediante una tolva de carga , en el que dicha vía de transporte en la zona dispuesta inmediatamente antes, en y después de la estación de llenado …
DISPOSITIVO PARA LA PREPARACION DE PEDIDOS CON DEPOSITOS DE PRODUCTO VERTICALES Y CINTA TRANSPORTADORA INFERIOR O ELEMENTO SIMILAR.
(01/07/2004) Dispositivo para la preparación de pedidos con depósitos de producto esencialmente verticales, en los cuales están apilados en cada caso productos del mismo tipo, y con al menos un medio de transporte dispuesto por debajo de los depósitos de producto, en especial una cinta transportadora, para la retirada de productos elegidos o expedidos, en el que el producto (3') inferior de la pila de un depósito de producto seleccionado se puede desplazar, mediante un tope de producto orientado hacia arriba del medio de transporte, hacia fuera del depósito de producto en la dirección de transporte (F) del medio de transporte que se mueve y se puede depositar en un campo de producto posicionado…
SISTEMA DE PREPARACION DE PEDIDOS DOTADO DE UNA MAQUINA GIRATORIA AUTOMATICA RAPIDA Y DE UNA UNIDAD DE CONTROL DE ESTANTERIA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2003). Solicitante/s: KNAPP LOGISTIK AUTOMATION GESELLSCHAFT MBH P+P MATERIALFLUSS-SYSTEME GMBH. Clasificación: B65G1/00.
La invención se refiere a un sistema de preparación de pedidos , que comprende al menos una máquina automática de velocidad elevada, que comprende al menos una estantería de artículos provista de orificios de artículo que son adyacentes, sensiblemente verticales, preferentemente ligeramente inclinados, y accesibles por delante. Los artículos a preparar pueden almacenarse en dichos orificios, pudiendo una unidad de control de estanterías móvil y asociada a la estantería, posicionarse en cada orificio de artículos y depositar artículos en estos orificios. La unidad de control de estanterías móvil en el espacio está equipada con una unidad de manipulación de artículos que deposita los artículos de tipo y dimensiones idénticos por pilas sin recurrir a un almacén, siendo manipulada una pila de artículos a depositar simultáneamente por la unidad de control de estanterías sin almacén o recipiente separados que contienen pilas de artículos.
INSTALACION PARA LA PREPARACION DE PEDIDOS.
(16/04/2003) Instalación para la preparación de pedidos con al menos un autómata para la preparación de pedidos que posee como mínimo una estantería de artículos con cajas de artículos colocadas en horizontal y vertical, inclinadas hacia la línea horizontal, en las cuales se pueden almacenar artículos para la preparación de pedidos. Cada caja de artículos posee en su extremo longitudinal inferior un dispositivo para parar y extraer los artículos. En su extremo longitudinal superior en el lado de alimentación de la estantería (B) puede alimentarse con nuevos artículos mediante una unidad móvil de control de la estantería que cuenta con un dispositivo móvil para el manejo de los artículos que puede colocarse…
DISPOSITIVO PARA EL DESAPILADO DE CONTENEDORES.
(16/03/2003) Dispositivo (1, 1') para el desapilado automático de contenedores (6, 6'), situados apilados unos en otros, mediante depósito sobre una base, p. ej. un transportador (3a), con la abertura del contenedor (6b) hacia arriba, con un dispositivo de manipulación para coger y mover hacia fuera el contenedor primero en cada caso desde una pila de contenedores (2, 2') yacente, en el que el dispositivo de manipulación (5, 5') está dispuesto en una unidad de sujeción que se puede mover al menos esencialmente en la dirección de la pila (I, II), y con un dispositivo de apriete para sujetar la pila de contenedores (2, 2') yacente dejando libre el contenedor más delantero, caracterizado porque el dispositivo de manipulación (5, 5') está dotado de cilindros de presión…
DISPOSITIVO DE VIGILANCIA PARA FUSIBLES ELECTRICOS.
(16/02/2003) La invención se refiere a un dispositivo de monitorización para fusibles eléctricos de seguridad, especialmente para fusibles de seguridad de altas prestaciones y bajo voltaje. Dicho dispositivo de monitorización se dispone en una red de corriente alterna polifásica, y tiene sensores de fase , cuyo terminal de entrada está respectivamente conectado a un lado del fusible de seguridad (S1, S2, S3) que debe monitorizarse, y que emite una señal de salida que caracteriza la posición de fase de dicho voltaje cuando se dispone de una corriente alterna de red en sus terminales de entrada . Las señales de salida de ambos sensores de fase , que están conectados a ambos lados de los fusibles de seguridad…
CARGADOR INTERCAMBIABLE PARA ARTICULOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2002). Ver ilustración. Solicitante/s: KNAPP LOGISTIK AUTOMATION GESELLSCHAFT MBH. Clasificación: B65G1/02.
LA INVENCION SE REFIERE A UN ALMACEN DE CAMBIO DE UNA ESTANTERIA DE ALMACENAMIENTO , QUE COMPRENDE DOS PAREDES LATERALES UNIDAS POR ELEMENTOS EN FORMA DE CINTA CONTINUA , ENTRE LOS CUALES SE APILAN LOS ARTICULOS , UNO SOBRE EL OTRO. LAS CITADAS PAREDES LATERALES TIENEN SEGMENTOS DE EXTREMO EN EL FONDO, QUE SE DOBLAN HACIA ADENTRO PARA SOPORTAR LA PILA DE DICHOS ARTICULOS . LA SEPARACION MUTUA ENTRE LAS PAREDES LATERALES PUEDE AJUSTARSE CON AYUDA DE LOS ELEMENTOS DE CINTA CONTINUA PARA ADAPTAR LA ANCHURA (B) DE LOS ARTICULOS, CON EL FIN DE AJUSTAR EL ALMACEN DE ACUERDO CON LAS DIFERENTES DIMENSIONES DE LOS CITADOS ARTICULOS . EN AL MENOS UNA PARED LATERAL SE ENCUENTRA COLOCADO UN RAIL DE GUIA . EL CITADO RAIL DE GUIA SE DESPLAZA PARALELAMENTE A LAS PAREDES LATERALES , PUEDE COLOCARSE CONTRA LA PILA DE ARTICULOS POR ENCIMA DE SU NIVEL, Y PUEDE MOVERSE EN LA DIRECCION DE LA PROFUNDIDAD DE LOS ARTICULOS.
{kind=link}
{kind=link}
{kind=link}