26 inventos, patentes y modelos de FRANCIONI,RENZO
DISPOSITIVO PARA CAMBIAR LA ORIENTACION DE ARTICULOS TRANSPORTADOS, POR EJEMPLO, EN PLANTAS PARA EL EMPAQUETADO AUTOMATICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2001). Ver ilustración. Solicitante/s: CAVANNA S.P.A.. Clasificación: B65B35/44, B65G47/08, B65G47/26.
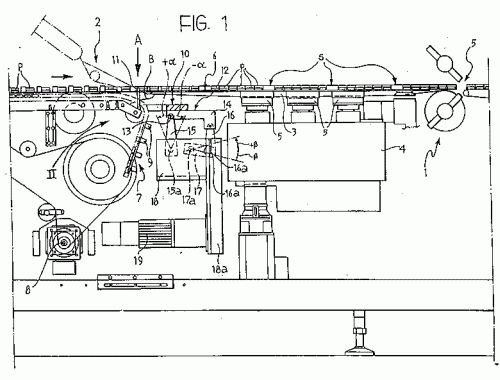
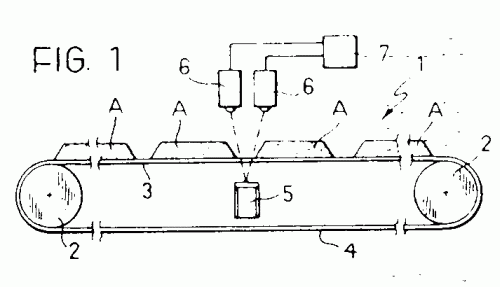
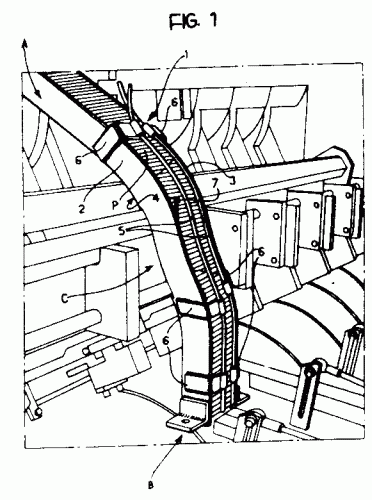
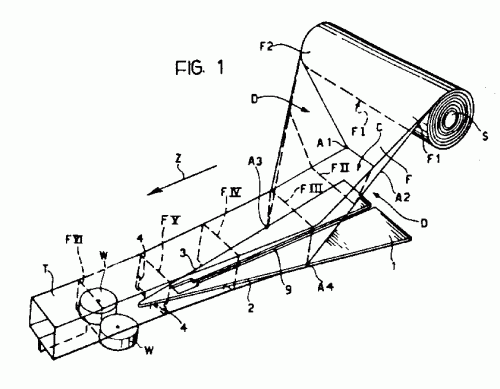
Grupos, separados por espacios periódicos (S) y conteniendo, cada uno, n artículos reunidos, se forman a partir de un flujo regular de artículos (P). Este resultado se consigue por medio de un elemento de empuje que penetra periódicamente el flujo de entrada de artículos (P), logrando la acumulación deseada como resultado de una aceleración o empuje hacia delante realizado empezando con los artículos (P) que va a estar en la posición aguas arriba, en la dirección de avance de los artículos (P), dentro de cada grupo. La aplicación preferida es para plantas automáticas de empaquetado. Figura 1.
DISPOSITIVO PARA CAMBIAR LA ORIENTACION DE ARTICULOS TRANSPORTADOS, POR EJEMPLO, EN PLANTAS DE EMPAQUETADO AUTOMATICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2001). Ver ilustración. Solicitante/s: CAVANNA S.P.A.. Clasificación: B65G47/244.
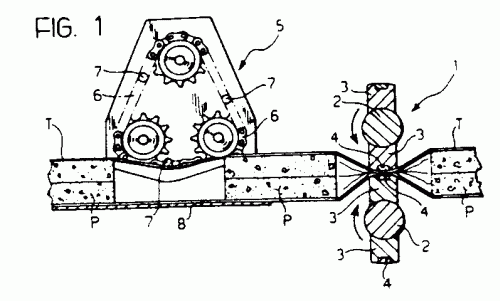
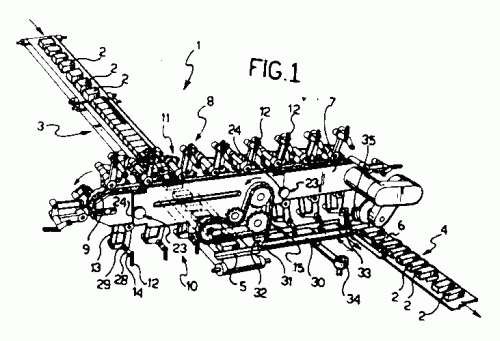
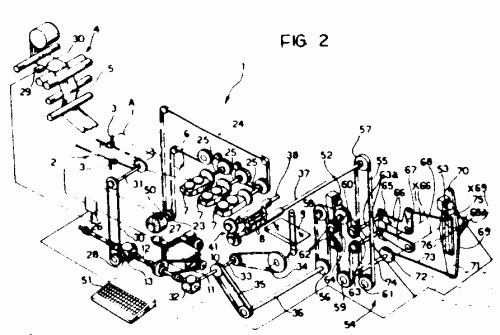
Los artículos (P) que han de ser girados se hacen avanzar sobre medios de transportador que tienen una porción de aguas abajo que está destinada a soportar un extremo de cada artículo y está situada en una posición generalmente elevada que se proyecta sobre una porción sucesiva de transportador. En la región de la porción aguas abajo , los artículos (P) están sostenidos en una posición inclinada, soportados por sus extremos. Esto permite que se logre un movimiento de giro como resultado de la diferencia de velocidad entre el extremo aguas abajo y la porción sucesiva de transportador. Figura 3.
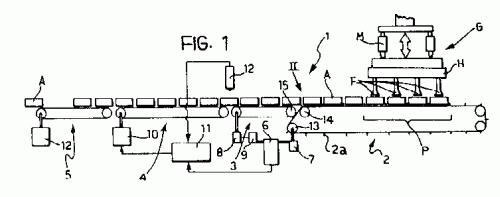
UNA MAQUINA DE ENVASAR, PARTICULARMENTE PARA FORMAR ENVOLTURAS DE ENVASES DE FLUJO Y SIMILARES, Y UN METODO PARA HACER FUNCIONAR LA MAQUINA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1998). Ver ilustración. Solicitante/s: CAVANNA SPA. Clasificación: B65B51/30, B65B59/02, B65B11/08.
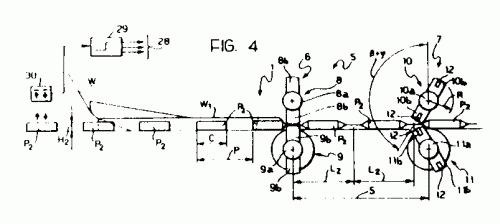
UNA MAQUINA DE ENVASAR, PARTICULARMENTE PARA FORMAR ENVOLTURAS DE ENVASES DE FLUJO Y SIMILARES, Y UN METODO PARA HACER FUNCIONAR LA MAQUINA. UNA MAQUINA DE ENVASAR, PARTICULARMENTE PARA FORMAR ENVOLTURAS DE ENVASES DE FLUJO Y SIMILARES, Y UN METODO PARA HACER FUNCIONAR LA MAQUINA. EN UNA MAQUINA DE ENVASAR EN LA QUE PRODUCTOS (P1, P2) QUE HAN DE SER ENVASADOS, SE INTRODUCEN EN UNA ENVOLTURA TUBULAR (S) QUE, LUEGO, ES CERRADA MEDIANTE DOS UNIDADES DE CIERRE EN CASCADA, SE VIGILA UNA CARACTERISTICA DIMENSIONAL DE LOS PRODUCTOS, TAL COMO SU ALTURA (H1, H2), CUYAS VARIACIONES PUEDEN DAR LUGAR A VARIACIONES CORRESPONDIENTES DE LA LONGITUD GLOBAL (L1, L2) DE LOS ENVASES O PAQUETES (F) FORMADO POR LAS ENVOLTURAS TUBULARES (W1), CON EL FIN DE LLEVAR A CABO VARIACIONES (OE) CORRESPONDIENTES EN LA DIFERENCIA DE FASE EN EL FUNCIONAMIENTO DE LAS UNIDADES DE CIERRE.
UN METODO Y UN SISTEMA PARA CONTROLAR EL AVANCE DE PRODUCTOS EN UN SISTEMA TRANSPORTADOR, POR EJEMPLO EN UN SISTEMA DE ENVASADO AUTOMATICO.
(01/01/1998) UN METODO Y UN SISTEMA PARA CONTROLAR EL AVANCE DE PRODUCTOS EN UN SISTEMA TRANSPORTADOR, POR EJEMPLO, EN UN SISTEMA DE EMPAQUETADO O ENVASADO AUTOMATICO. UN METODO Y UN SISTEMA PARA CONTROLAR EL AVANCE DE PRODUCTOS EN UN SISTEMA TRANSPORTADOR, POR EJEMPLO, EN UN SISTEMA DE EMPAQUETADO O ENVASADO AUTOMATICO, SISTEMA TRANSPORTADOR QUE INCLUYE UNA LINEA PRINCIPAL , SOBRE LA QUE AVANZA UN FLUJO DE PRODUCTOS DISPUESTOS EN FILAS CON LOS LADOS MAS LARGOS DE LOS PRODUCTOS (A) ORIENTADOS A LO LARGO DE LA DIRECCION DE AVANCE, Y AL MENOS UNA LINEA SECUNDARIA SOBRE LA QUE SE DIRIGEN FRACCIONES RESPECTIVAS DEL FLUJO DE PRODUCTOS (A). INICIALMENTE, LOS PRODUCTOS (A) AVANZAN SOBRE LA LINEA SECUNDARIA CON SUS LADOS MAS LARGOS ORIENTADOS TRANSVERSALES…
UNA UNIDAD PARA SUMINISTRAR MATERIAL LAMINAR POR EJEMPLO, PARA SUMINISTRAR LAMINAS DE CARTON O CARTULINA A MAQUINAS EMPAQUETADORAS AUTOMATICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1997). Ver ilustración. Solicitante/s: CAVANNA S.P.A.. Clasificación: B65H7/14, B65H5/28.
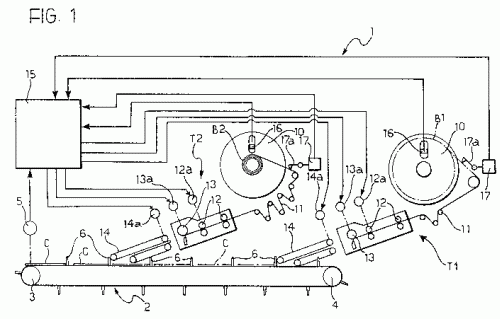
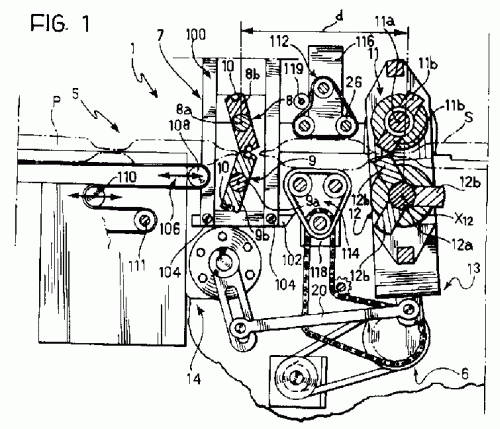
UNA UNIDAD PARA SUMINISTRAR MATERIAL LAMINAR, POR EJEMPLO, PARA SUMINISTRAR LAMINAS DE CARTON O CARTULINA A MAQUINAS EMPAQUETADORAS AUTOMATICAS. LA UNIDAD INCLUYE DOS ESTACIONES (T1, T2) DISPUESTAS EN SERIE PARA SUMINISTRAR PIEZAS (C) DE MATERIAL LAMINAR TAL COMO CARTULINA O CARTON ONDULADO, ESTANDO UNA ESTACION (T1) AGUAS ARRIBA DE LA OTRA (T2) RESPECTO A UNA LINEA TRANSPORTADORA DE SALIDA. LA LINEA ES HORIZONTAL PREFERIBLEMENTE, CON LAS ESTACIONES (T1, T2) DISPUESTAS POR ENCIMA DE ELLA. LAS DOS ESTACIONES (T1, T2) FUNCIONAN ALTERNADAMENTE DE ACUERDO CON UNA SECUENCIA PREDETERMINADA QUE TIENE EN CUENTA LA LONGITUD DE LA PORCION DE LA LINEA DE SALIDA ENTRE LAS DOS ESTACIONES (T1, T2).
UN DISPOSITIVO PARA TRANSPORTAR ARTICULOS, EN PARTICULAR PARA INSTALACIONES DE ENVASADO AUTOMATICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1997). Ver ilustración. Solicitante/s: CAVANNA SPA. Clasificación: B65G47/53.
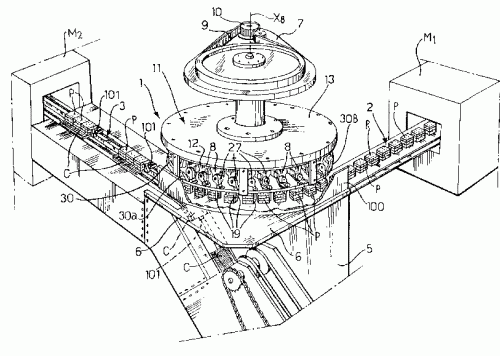
UN DISPOSITIVO PARA TRANSPORTAR ARTICULOS, PARTICULARMENTE PARA INSTALACIONES DE ENVASADO AUTOMATICAS. UNA ESTRUCTURA DE CARRUSEL RECOGE ARTICULOS (P) INDIVIDUALES DE UN TRANSPORTADOR DE ENTRADA Y LUEGO LOS ARRASTRA A LO LARGO DE UN TRAYECTO GENERALMENTE ARQUEADO, HACIA UN TRANSPORTADOR DE SALIDA . EL TRANSPORTADOR DE SALIDA ESTA FORMADO CON EL FIN DE HACER AVANZAR LOS ARTICULOS (P) EN GRUPOS, CADA UNO DE LOS CUALES INCLUYE UN NUMERO PREDETERMINADO DE ARTICULOS ADYACENTES. LOS MIEMBROS DE ARRASTRE DE LA ESTRUCTURA DE CARRUSEL LIBERAN PREFERIBLEMENTE A LOS ARTICULOS (P) ANTES DE QUE ALCANCEN EL TRANSPORTADOR DE SALIDA , DE FORMA QUE LOS ARTICULOS (P) SE ACUMULAN INMEDIATAMENTE AGUAS ARRIBA DEL TRANSPORTADOR DE SALIDA.
DISPOSITIVO PARA INCORPORAR ARTICULOS DESAPARECIDOS EN UN FLUJO DE ARTICULO EN EL PROCESO DE ENVASADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1996). Solicitante/s: CAVANNA S.P.A.. Clasificación: B65B57/14, B65G43/08.
LOS VACIOS EN UN FLUJO DE ARTICULOS (A) DURANTE EL PROCESO DE ENVASADO SON LLENADOS CON ARTICULOS (A', A", A'") PROYECTADOS A PARTIR DE UN DISPOSITIVO DE INCORPORACION A LAS POSICIONES VACIAS DE DICHO FLUJO A UNA VELOCIDAD Y EN FASES TALES QUE LOS ARTICULOS A INTEGRAR (A', A", A"') ESTAN DESTINADOS A LLENAR PRECISAMENTE LAS POSICIONES VACIAS SIN QUE SEA NECESARIA NINGUNA INTERVENCION ADICIONAL PARA CORREGIR EL FLUJO. SE UTILIZA PREFERENTEMENTE EN INSTALACIONES DE EMBALAJE AUTOMATICO DE PRODUCTOS ALIMENTICIOS.
UN METODO PARA HACER AVANZAR ARTICULOS EN UN SISTEMA TRANSPORTADOR, Y SISTEMA CORRESPONDIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1996). Ver ilustración. Solicitante/s: CAVANNA SPA. Clasificación: B65G43/08, B65B57/06, B65G47/46.
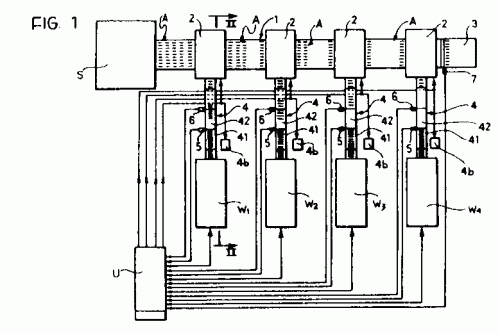
UN METODO PARA HACER AVANZAR ARTICULOS EN UN SISTEMA TRANSPORTADOR, Y SISTEMA TRANSPORTADOR CORRESPONDIENTE. EL SISTEMA INCLUYE UNA LINEA TRANSPORTADORA PRINCIPAL Y UNA PLURALIDAD DE LINEAS DERIVADAS (2, 4, WK), CUANDO HAY UNA PARADA DE UNA DE LAS LINEAS DERIVADAS, LAS VELOCIDADES DE FUNCIONAMIENTO DE LAS LINEAS DERIVADAS QUE SIGUEN ACTIVAS SON INCREMENTADAS A FIN DE ASEGURAR QUE ES ELIMINADO TODO EL FLUJO DE ARTICULOS (A). CADA LINEA DERIVADA QUE SIGUE ACTIVA CAMBIA A LA VELOCIDAD OPERATIVA MAYOR SOLO DESPUES DE HABER DESCUBIERTO QUE LOS ARTICULOS (A) SE HAN ACUMULADO REALMENTE EN ESA LINEA DERIVADA.
UNA MAQUINA EMPAQUETADORA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1996). Ver ilustración. Solicitante/s: CAVANNA SPA. Clasificación: B65B51/30, B65B9/06.
UNA MAQUINA EMPAQUETADORA AUTOMATICA , PARTICULARMENTE PARA PRODUCTOS ALIMENTICIOS TAL COMO CONFITERIA, EN LA QUE LOS ARTICULOS (P) QUE HAN DE EMPAQUETARSE SON INSERTADOS DENTRO DE UNA ENVOLTURA TUBULAR (S) QUE ES CERRADA DESPUES POR DOS UNIDADES DE CIERRE DISPUESTAS EN CASCADA EN LA DIRECCION GENERAL DE AVANCE DE LOS ARTICULOS (P), INCLUYE MEDIOS PARA VARIAR SELECTIVA Y PERMANENTEMENTE LA DISTANCIA (D) ENTRE LAS DOS UNIDADES DISPUESTAS EN CASCADA.
UN METODO Y UN DISPOSITIVO PARA CONTROLAR EL MOVIMIENTO DE PRODUCTOS, PARTICULARMENTE PARA MAQUINAS DE ENVASAR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1996). Ver ilustración. Solicitante/s: CAVANNA S.P.A.. Clasificación: B65B43/46.
UN METODO Y UN DISPOSITIVO PARA CONTROLAR EL MOVIMIENTO DE PRODUCTOS, PARTICULARMENTE PARA MAQUINAS DE ENVASAR. CON EL FIN DE EVITAR QUE LA ACCION DE APLASTAMIENTO, EJERCIDA POR LA UNIDAD QUE CIERRA LA ENVOLTURA TUBULAR (T), EN LA QUE AVANZAN LOS PRODUCTOS (P) QUE ESTAN SIENDO ENVASADOS, HAGA QUE LOS PRODUCTOS (P) DESLICEN HACIA ATRAS CON RELACION A LA ENVOLTURA (T), LA ENVOLTURA (T) ES APLASTADA AGUAS ARRIBA DE CADA PRODUCTO (P) POR FORMACIONES A MODO DE DEDOS QUE ACTUAN EN LAS ZONAS DE LA ENVOLTURA (T) ENTRE SUCESIVOS PRODUCTOS (P).
UN DISPOSITIVO PARA DESVIAR UN FLUJO EN MOVIMIENTO DE PRODUCTOS, EN PARTICULAR PARA MAQUINAS DE EMBALAR.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1995). Solicitante/s: CAVANNA S.P.A.. Clasificación: B65G47/84, B65G47/31, B65G47/08.
LOS PRODUCTOS (P) AVANZAN SOBRE UN TRANSPORTADOR DE CORREA FLEXIBLE QUE SE DOBLA HACIA ABAJO EN LA REGION DONDE CONVERGE CON UNA SEGUNDA LINEA TRANSPORTADORA PARA ASI FORMAR UN BORDE DE SALIDA (20B) ALINEADO SUSTANCIALMENTE EN EL SENTIDO EN QUE SE VA A DESVIAR EL FLUJO DE PRODUCTOS (P). HAY UN ELEMENTO RECEPTOR EN EL LADO OPUESTO AL TRANSPORTADOR DE CORREA , CONSTITUIDO, POR EJEMPLO, POR UN DISCO QUE ESTA CASI EN CONTACTO CON EL BORDE DE SALIDA (20B). EL DISCO SE MUEVE A UNA VELOCIDAD ANGULAR TAL QUE SU BORDE EXTERIOR, QUE ES SUSTANCIALMENTE COPLANAR AL PLANO DE TRANSPORTE DEL TRANSPORTADOR DE CORREA FLEXIBLE , SE MUEVE SUSTANCIALMENTE DE MANERA SINCRONIZADA A LOS PRODUCTOS (P).
UN DISPOSITIVO PARA FORMAR PILAS DE ARTICULOS, PARTICULARMENTE PARA PLANTAS DE EMPAQUETADO AUTOMATICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/1995). Solicitante/s: CAVANNA S.P.A.. Clasificación: B65B23/14, B65G57/32.
LOS ARTICULOS (B) DE UN FLUJO DE ENTRADA SE DIVIDEN EN CIERTO NUMERO DE PLANOS DESLIZANTES SUPERPUESTOS . LO QUE SE CONSIGUE POR MEDIO DE UNA O MAS RUEDAS, CUYAS PERIFERIAS TIENEN SEGMENTOS QUE ESTAN SEPARADOS DEL EJE DE ROTACION (X9) DE LAS RUEDAS MEDIANTE DISTANCIAS CORRESPONDIENTES A LAS DISTANCIAS DE LOS PLANOS DESLIZANTES DESDE EL EJE DE ROTACION (X9). DE ESTA FORMA, SE TRANSFIERE CADA ARTICULO HACIA UN PLANO DESLIZANTE RESPECTIVO MEDIANTE UN MOVIMIENTO GRADUAL. UN TRANSPORTADOR DE ALINEACION , SITUADO MAS ADELANTE FLUJO ABAJO, ALINEA VERTICALMENTE LOS GRUPOS DE ARTICULOS EN LOS PLANOS DESLIZANTES SUPERPUESTOS PARA DEFINIR LAS PILAS. LAS PILAS SE FORMAN COMO RESULTADO DE LA CAIDA DE LOS ARTICULOS (B) QUE ESTAN EN LOS PLANOS DESLIZANTES SUPERIORES SOBRE EL ARTICULO INMEDIATAMENTE INFERIOR. LAS PILAS SE FORMAN, PREFERIBLE E INMEDIATAMENTE, ANTES DE QUE SE INTRODUZCAN EN SUS PAQUETES (F).
UN METODO DE DETECTAR LAS POSICIONES DE ARTICULOS.
Secciones de la CIP Física Técnicas industriales diversas y transportes
(01/07/1992). Ver ilustración. Solicitante/s: CAVANNA S.P.A.. Clasificación: G01D5/34, B65G43/08, B65B35/10.
UN METODO DE DETECTAR LAS POSICIONES DE ARTICULOS. LA INVENCION SE UTILIZA PREFERIBLEMENTE PARA DETECTAR LAS POSICIONES DE ARTICULOS (A) QUE SE HACEN AVANZAR EN UNA CINTA TRANSPORTADORA O ANALOGOS. EL DISPOSITIVO INCLUYE UN EMISOR DE RADIACION SITUADO DE MANERA QUE SU RADIACION SE PROPAGUE A TRAVES DE LA CINTA TRANSPORTADORA . LA DETECCION SE EFECTUA PREFERIBLEMENTE POR UN PAR DE DETECTORES DISPUESTOS UNO JUNTO A OTRO DE MANERA QUE GENERAN UNA SEÑAL QUE INDIQUE QUE DOS ARTICULOS (A) ESTAN SEPARADOS SOLAMENTE CUANDO CONTRA AMBOS DETECTORES CHOQUE SIMULTANEAMENTE LA RADIACION GENERADA POR EL EMISOR.
DISPOSITIVO PARA TRANSPORTAT ARTICULOS EN PARTICULAR PARA PLANTAS DE ENVASADO AUTOMATICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1992). Ver ilustración. Solicitante/s: CAVANNA S.P.A.. Clasificación: B65G47/52, B65G47/82, B65G47/64.
EL DISPOSITIVO COMPRENDE UNA ESTRUCTURA DE CARRUSEL CON ELEMENTOS DE ARRASTRE CAPACES DE HACER QUE LOS ARTICULOS (P) SIGAN UN RECORRIDO GENERALMENTE ARQUEADO ENTRE UNA POSICION ANGULAR DE ENTRADA Y AL MENOS UNA POSICION ANGULAR DE SALIDA . LOS ELEMENTOS DE ARRASTRE SON ELEVADOS POR ENCIMA DEL PLANO DE DESLIZAMIENTO DE LOS ARTICULOS (P) EN LA ULTIMA POSICION, DEJANDO LIBRES A LOS ARTICULOS (P) PARA SER TRANSPORTADOS AL MENOS HACIA UN TRANSPORTADOR DE SALIDA.
APARATOS PARA ORIENTAR PRODUCTOS EN UNA LINEA DE TRANSPORTE, PARTICULARMENTE PARA MAQUINAS DE ENVASADO AUTOMATICO Y METODOS RELACIONADOS CON EL MISMO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1992). Ver ilustración. Solicitante/s: CAVANNA S.P.A.. Clasificación: B65G47/24.
APARATO PARA ORIENTAR PRODUCTOS EN UNA LINEA DE TRANSPORTE, PARTICULARMENTE PARA MAQUINAS DE ENVASADO AUTOMATICOS Y METODOS RELACIONADOS CON EL MISMO, EN QUE LOS PRODUCTOS (P), POR EJEMPLO, PRODUCTOS DE MANUFACTURA, TALES COMO BARRAS DE CHOCOLATE, ETC., POSIBLEMENTE YA CONTENIDOS EN ENVOLTURAS INDIVIDUALES, SON HECHOS AVANZAR CON UNO DE SUS EJES PRINCIPALES ESENCIALMENTE PERPENDICULARES A LA DIRECCION EN QUE SON TRANSPORTADOS. EL APARATO COMPRENDE UN PAR DE FORMACIONES DE TRANSPORTADORES, TALES COMO CINTAS SIN FIN, QUE PUEDEN SER HECHAS DESPLAZARSE A VELOCIDADES DIFERENTES DE MANERA QUE SE CONSIGA UN ESTADO EN EL QUE LOS EJES PRINCIPALES DE LOS PRODUCTOS ESTEN EXACTAMENTE PERPENDICULARES A LA DIRECCION DE AVANCE EN LA SALIDA DEL DISPOSITIVO.
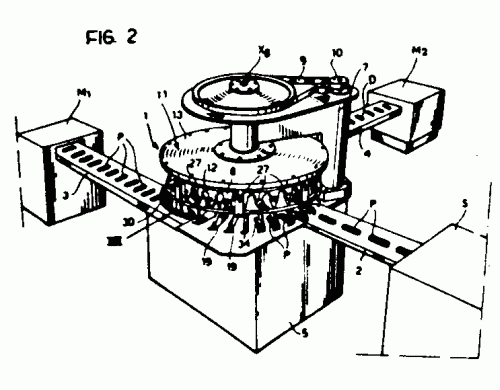
APARATO PARA FORMAR GRUPOS DE ARTICULOS PARTICULARMENTE PARA CADENAS DE ENVASADO AUTOMATICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1990). Ver ilustración. Solicitante/s: CAVANNA S.P.A.. Clasificación: B65G47/34, B65B35/42.
APARATO PARA FORMAR GRUPOS DE ARTICULOS, PARTICULARMENTE PARA CADENAS DE ENVASADO AUTOMATICO, COMPRENDE UNA LINEA PARA EL TRANSPORTE DE ARTICULOS ENVASADOS (A) UNA ESTACION DE TRASLADO (P), EN LA CUAL GRUPOS DE ARTICULOS (A) DEBEN QUEDAR EN ESTADO VIRTUALMENTE PARADO DURANTE UN INTERVALO DE TIEMPO PREDETERMINADO, Y UNA UNIDAD DE TRASLADO (G). LA LINEA TRANSPORTADORA FUNCIONA INTERMITENTEMENTE PONIENDOSE EN MOVIMIENTO CUANDO LA LINEA AVANZA UN NUMERO DE POSICIONES IGUAL AL NUMERO DE ARTICULOS (A) DE CADA GRUPO. LOS ARTICULOS (A) SE ACUMULAN POR MEDIO DE UN TRANSPORTADOR SEPARADOR POR DELANTE DEL TRANSPORTADOR DISCONTINUO QUE ABASTECE A LA LINEA TRANSPORTADORA . LOS TRANSPORTADORES Y SE MUEVEN INTERMITENTEMENTE EN SINCRONISMO CON LA LINEA TRANSPORTADORA . LOS ARTICULOS SE ACUMULAN POR DELANTE DEL TRANSPORTADOR DISCONTINUO POR MEDIO DE OTRO TRANSPORTADOR , QUEESTA CONTINUAMENTE EN MOVIMIENTO Y SOBRE EL CUAL SE TRANSPORTAN LOS ARTICULOS.
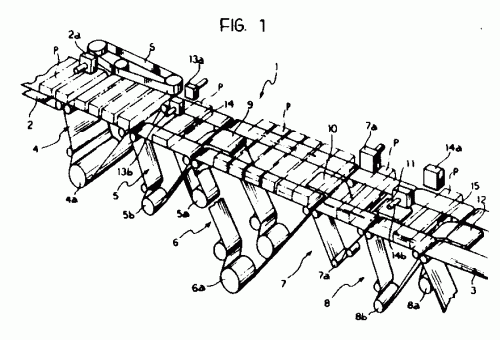
UN METODO PARA REGULAR EL AVANCE DE PRODUCTOS EN EQUIPO DE ENVASADO AUTOMATICO, Y EQUIPO QUE FUNCIONA SEGUN EL METODO.
(16/07/1990) UN METODO PARA REGULAR EL AVANCE DE PRODUCTOS EN EQUIPO DE ENVASADO AUTOMATICO, Y EQUIPO QUE FUNCIONA SEGUN EL METODO. SE INTERPONEN MEDIOS TRANSPORTADORES ENTRE UNA ESTACION DE SUMINISTRO DE PRODUCTOS Y UNA ESTACION DE MANIPULACION DE PRODUCTOS , LOS CUALES ESTAN DIVIDIDOS EN VARIAS SECCIONES (13,...,1N) EN CASCADA, EN LAS QUE SE ACUMULAN PRODUCTOS CUANDO SE PARA LA ESTACION DE MANIPULACION . CUANDO SE PARA LA ESTACION DE MANIPULACION , TAMBIEN SE PARAN, A SU VEZ, LAS SECCIONES, PORQUE LOS PRODUCTOS ACUMULADOS LLENAN GRADUALMENTE CADA SECCION. ENTONCES, LA ESTACION DE MANIPULACION SE PONE DE NUEVO EN MARCHA A UNA VELOCIDAD MAS ALTA QUE SU VELOCIDAD OPERATIVA NORMAL, DE MANERA QUE SE AGOTEN LOS PRODUCTOS ACUMULADOS PREVIAMENTE. LA ESTACION DE MANIPULACION TIENE UN TRANSPORTADOR ASOCIADO PARA DOSIFICAR LOS PRODUCTOS, Y UN…
DISPOSITIVO PARA TRASLADAR PILAS DE PRODUCTOS QUE HAN DE SER ENVASADOS Y EQUIPO QUE INCLUYE EL DISPOSITIVO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1990). Ver ilustración. Solicitante/s: CAVANNA S.P.A.. Clasificación: B65G59/06, B65B23/14.
DISPOSITIVO PARA TRASLADAR PILAS DE PRODUCTOS QUE HAN DE SER ENVASADOS, Y EQUIPO QUE INCLUYE EL DISPOSITIVO. UN DISPOSITIVO PARA TRASLADAR PILAS DE PRODUCTOS (P) DESTINADOS A SER ENVASADOS, INCLUYE UN ELEMENTO ROTATIVO PROVISTO DE UNA PLURALIDAD DE RECEPTACULOS DE RECEPCION DE PILAS DE PRODUCTOS (P). LOS RECEPTACULOS EFECTUAN UN MOVIMIENTO ORBITAL EN UN TRAYECTO QUE INCLUYE UNA PORCION DESCENDENTE (H) ENTRE LA ABERTURA DE SALIDA DE UN DISPOSITIVO DE FORMACION DE PILAS DE PRODUCTOS, Y UN TRANSPORTADOR EN EL CUAL DEBE FORMARSE UN FLUJO ORDENADO DE PILAS DE PRODUCTOS SUPERPUESTOS.
DISPOSITIVO PARA TRANSPORTAR UN FLUJO DE PRODUCTOS APILADOS QUE AVANZAN CON SU MAYOR DIMENSION SUSTANCIALMENTE PERPENDICULAR A LA DIRECCION DE AVANCE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1990). Ver ilustración. Solicitante/s: CAVANNA S.P.A.. Clasificación: B65B23/12.
DISPOSITIVO PARA TRANSPORTAR UN FLUJO DE PRODUCTOS APILADOS QUE AVANZAN CON SU MAYOR DIMENSION SUSTANCIALMENTE PERPENDICULAR A LA DIRECCION DE AVANCE. EL DISPOSITIVO ESTA CONSTITUIDO ESENCIALMENTE POR UNA GUIA EN FORMA DE CANAL QUE ESTA DESTINADA A SITUARSE EN UNA POSICION INCLINADA Y TIENE UNA INTERRUPCION EN SU PARED DE BASE PARA PERMITIR LA EXPULSION DE LOS PRODUCTOS (P) QUE SE DESPLAZAN EN POSICION PLANA CONTRA ESTA PARED. EN CORRESPONDENCIA CON LA INTERRUPCION LA GUIA TIENE UNA CURVA EN FORMA DE S Y ESTA DOBLADA HACIA ABAJO PARA FACILITAR LA EXPULSION.
PROCEDIMIENTO Y APARATO PARA EL MANEJO DE ARTICULOS, EN PARTICULAR PARA LINEAS DE EMPAQUETADO AUTOMATICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1990). Ver ilustración. Solicitante/s: CAVANNA S.P.A.. Clasificación: B65G47/14, B65B35/36.
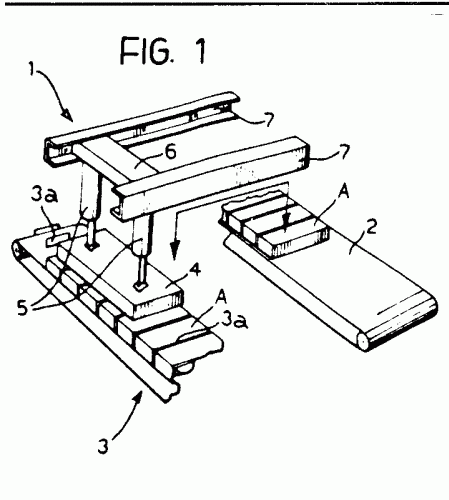
PROCEDIMIENTO Y APARATO PARA EL MANEJO DE ARTICULOS, EN PARTICULAR PARA LINEAS DE EMPAQUETADO AUTOMATICO, QUE UTILIZA UNA UNIDAD PARA TRASLADAR ARTICULOS, POR EJEMPLO UN MANIPULADOR O ROBOT , QUE PERIODICAMENTE ABASTECE GRUPOS DE ARTICULOS (A), QUE TIENE UN TRANSPORTADOR CONTINUO CORRESPONDIENTE PROVISTO DE POSICIONES (3A) PARA RECIBIR LOS ARTICULOS (A). EL TRANSPORTADOR SE MUEVE INTERMITENTEMENTE, CON UNA POSICION DE REPOSO EN LA CUAL UN GRUPO DE ARTICULOS (A) ABASTECIDOS POR LA UNIDAD DE TRASLADO SE INTRODUCEN EN POSICIONES RECEPTORAS RESPECTIVAS (3A) DEL TRANSPORTADOR Y UN ESTADO DE MOVIMIENTO, EN EL CUAL EL TRANSPORTADOR AVANZA UN NUMERO DE POSICIONES RECEPTORAS (3A) POR LO MENOS IGUAL AL NUMERO DE ARTICULOS (A) DE CADA GRUPO. LA SOLUCION DESCRITA PERMITE SIMPLIFICAR LA ESTRUCTURA DE LA UNIDAD DE TRASLADO.
UN DISPOSITIVO DE TRANSFERENCIA PARA TRANSFERIR PRODUCTOS DE PASTELERIA DESDE UNA CINTA TRANSPORTADORA CONTINUA DE ACUMULACION A UNA CINTA TRANSPORTADORA DE ALVEOLOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1990). Ver ilustración. Solicitante/s: CAVANNA S.P.A.. Clasificación: B65G47/82, B65G47/54.
UN DISPOSITIVO DE TRANSFERENCIA PARA TRANSFERIR PRODUCTOS DE PASTELERIA DESDE UNA CINTA TRANSPORTADORA CONTINUA DE ACUMULACION A UNA CINTA TRANSPORTADORA DE ALVEOLOS. UN DISPOSITIVO DE TRANSFERENCIA PARA TRANSFERIR PRODUCTOS DE PASTELERIA DESDE UN CINTA TRANSPORTADORA CONTINUA DE ACUMULACION A UNA CINTA TRANSPORTADORA DE ALVEOLOS , LLENANDOSE GRUPOS DE ALVEOLOS EN NUMERO PREFIJADO SEPARADOS POR UN ALVEOLO QUE QUEDA VACIO, COMPRENDE UNA PLURALIDAD DE PALETAS SOPORTADAS POR UN TRANSPORTADOR DE CADENA CERRADA , PUDIENDO DESPLAZARSE CADA PALETA HASTA DESAPARECER BAJO LA ACCION DE MEDIOS DE CONTROL DESDE UNA POSICION ACTIVA EN LA QUE INTERFIERE CON DICHOS PRODUCTOS Y UNA POSICION INACTIVA EN LA QUE ESTA ALEJADA DE ELLOS. EL DISPOSITIVO DE TRANSFERENCIA PRESENTA UNA ESTRUCTURA COMPACTA Y UNA INUSITADA VERSATILIDAD DE FUNCIONAMIENTO.
PROCEDIMIENTO PARA RETIRAR PRODUCTOS DE PASTELERIA QUE LLEGAN EN UNA CINTA TRANSPORTADORA DE UNA MAQUINA DE ELABORACION Y MAQUINA DE ELABORACION PARA LA REALIZACION DEL PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1990). Ver ilustración. Solicitante/s: CAVANNA S.P.A.. Clasificación: B65G47/82, B65G47/54.
PROCEDIMIENTO PARA RETIRAR PRODUCTOS DE PASTELERIA QUE LLEGAN EN UNA CINTA TRANSPORTADORA DE UNA MAQUINA DE ELABORACION Y MAQUINA DE ELABORACION PARA LA REALIZACION DEL PROCEDIMIENTO. UN PROCEDIMIENTO PARA RETIRAR PRODUCTOS DE PASTELERIA QUE LLEGAN EN UNA CINTA TRANSPORTADORA DE UNA MAQUINA DE ELABORACION , Y QUE SON RETENIDOS POR UN TOPE DISPUESTO POR ENCIMA DE DICHA CINTA , MEDIANTE UN DISPOSITIVO DE TRANSFERENCIA QUE COMPRENDE UNA PLURALIDAD DE PALETAS SOPORTADAS A INTERVALOR POR UNA CADENA CERRADA , QUE TIENE UN TRAMO ACTIVO QUE SE EXTIENDE POR ENCIMA DE LA CINTA TRANSPORTADORA TRANSVERSALMENTE A LA MISMA, COMPRENDE LA FASE DE DECELERAR LAS PALETAS QUE LLEGAN A LA CINTA , PARA AUMENTAR EL INTERVALO ENTRE LAS PALETAS A CABALLO DEL TOPE . DICHO PROCEDIMIENTO DA LUGAR A UNA RETIRADA DE LOS PRODUCTOS INUSITADAMENTE RAPIDA Y SUAVE.
MAQUINA EMPAQUETADORA AUTOMATICA, PARTICULARMENTE PARA LA FABRICACION DE PAQUETES DEL TIPO DESTINADO A LA PRODUCCION EN CADENA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1990). Ver ilustración. Solicitante/s: CAVANNA S.P.A.. Clasificación: B65B11/48.
MAQUINA EMPAQUETADORA AUTOMATICA, PARTICULARMENTE PARA LA FABRICACION DE PAQUETES DEL TIPO DESTINADO A LA PRODUCCION. PARA QUE LA MAQUINA SE PUEDA ADAPTAR AUTOMATICAMENTE A DIFERENTES TAMAÑOS DE PAQUETES Y A DIFERENTES CONDICIONES DE FUNCIONAMIENTO, EN LUGAR DEL USO DE MOTORES IMPULSORES, SINCRONIZADOS ELECTRICAMENTE, PARA LOS DIVERSOS ELEMENTOS MOVILES , AL MENOS ALGUNOS DE LOS ELEMENTOS MOVILES , CUYA SINCRONIZACION PRECISA ES ESENCIAL PARA EL FUNCIONAMIENTO CORRECTO DE LA MAQUINA, SE CONTROLAN MEDIANTE UN SOLO MOTOR , A TRAVES DE UN MECANISMO , QUE SE ADAPTA SELECTIVAMENTE A LAS DIVERSAS FORMAS Y A LAS DIFERENTES CONDICIONES DE FUNCIONAMIENTO POR MEDIO DE ORGANOS DE POSICIONAMIENTO CONTROLADOS ELECTRONICAMENTE.
APARATO CONFORMADOR DE HOJAS PARA MAQUINAS ENVASADORAS Y PROCEDIMIENTO PARA SU AJUSTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/1989). Ver ilustración. Solicitante/s: CAVANNA S.P.A.. Clasificación: B65B47/04.
APARATO CONFORMADOR DE HOJAS PARA MAQUINAS ENVASADORAS, Y PROCEDIMIENTO PARA SU AJUSTE. COMENZANDO CON UNA HOJA PLANA CONTINUA (F), LOS MEDIOS CONFORMADORES SUPERIORES (A1, A2) DEFINEN UNA PORCION CENTRAL (C) DE LA HOJA, QUE HA DE FORMAR LA PARTE SUPERIOR DE LA ENVOLTURA Y DOS ALAS LATERALES (B), CADA UNA DE LAS CUALES SE SITUA ENTRE LA PORCION CENTRAL (C) Y UN MARGEN LONGITUDINAL RESPECTIVO (F1, F2) DE LA HOJA. LOS MEDIOS CONFORMADORES INFERIORES (A3, A4) PLIEGAN ESTAS ALAS LATERALES (D) EN SENTIDO DESCENDENTE POR DEBAJO DE UNA PLACA PARA EL CIERRE DE LA ENVOLTURA, Y DEBIDO AL AVANCE DE LA HOJA PLEGADA, PRODUCCEN LA UNION DE LOS MARGENES LONGITUDINALES (F1, F2) DE LA HOJA Y LA FORMACION CONSIGUIENTE DE UNA ENVOLTURA TUBULAR. LOS MEDIOS CONFORMADORES (A1 A A4) CONSISTEN EN RODILLOS CUYA POSICION CON RELACION A LA PLACA DE CIERRE , ASI COMO A SUS POSICIONES RELATIVAS, SE PUEDE AJUSTAR SELECTIVAMENTE, MIENTRAS QUE LA GEOMETRIA DE FORMACION DE LA HOJA NO SE ALTERA VIRTUALMENTE.
CONJUNTO DE MORDAZAS ROTATORIAS, PARA MAQUINAS EMPAQUETADORAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1989). Ver ilustración. Solicitante/s: CAVANNA S.P.A.. Clasificación: B65B51/30.
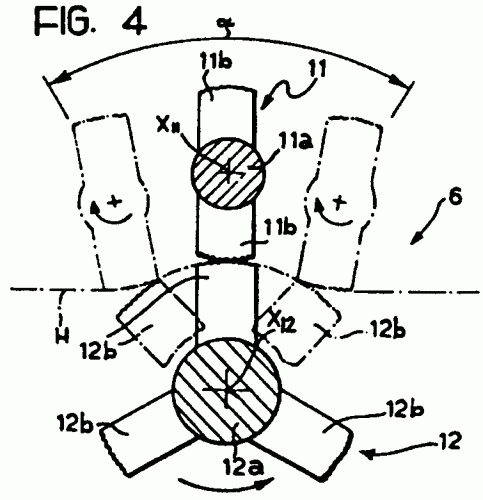
CONJUNTO DE MORDAZAS ROTATORIAS PARA MAQUINAS EMPAQUETADORAS. UNA DE LAS MORDAZAS SE MONTA SOBRE UNA ESTRUCTURA DE SUSTENTACION PIVOTANTE QUE PUEDE INDUCIR EN LA MORDAZA UN MOVIMIENTO ORBITAL ALTERNATIVO CON RELACION A LA OTRA MORDAZA , DE MODO QUE LAS MORDAZAS PUEDAN SEGUIR A LOS PAQUETES QUE PASAN A TRAVES DEL CONJUNTO DE LAS MORDAZAS (H) DURANTE EL FUNCIONAMIENTO PARA CERRAR LA ENVOLTURA.
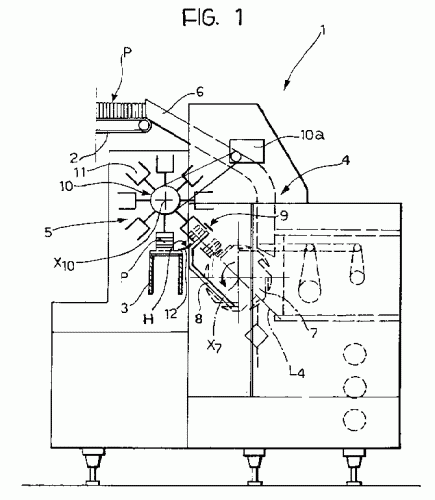
UN DISPOSITIVO PARA SUBDIVIDIR PRODUCTOS DULCES PLANOS TALES COMO GALLETAS Y ANALOGOS EN GRUPOS DESTINADOS A SER EMPAQUETADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1988). Ver ilustración. Solicitante/s: CAVANNA S.P.A.. Clasificación: B65G47/08, B65B35/46, B65G59/00, B65G29/00.
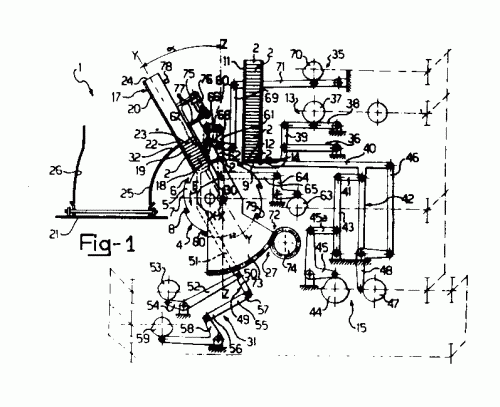
UN DISPOSITIVO ADAPTADO PARA SUBDIVIDIR GALLETAS PLANAS EN GRUPOS DE GALLETAS DESTINADAS A SER EMPAQUETADAS, SIN DAÑARLAS Y A GRAN VELOCIDAD, COMPRENDE UN DEPOSITO VERTICAL DE LLEGADA Y UN DEPOSITO DE RECOGIDA SUSTANCIALMENTE VERTICAL , ESTANDO EL PRIMERO ABIERTO EN LA PARTE INFERIOR SOBRE UN PLANO DE APOYO DE LAS GALLETAS, Y ESTANDO EL SEGUNDO ABIERTO EN LA PARTE INFERIOR SOBRE LA PARTE SUPERIOR DE UNA RUEDA DENTADA DE SIERRA QUE GIRA ALREDEDOR DE UN EJE HORIZONTAL (X©X), ASI COMO UN IMPULSOR PARA DESPLAZAR LAS GALLETAS DEL PLANO DE APOYO A LA RUEDA, ALIMENTANDO DICHA RUEDA DESDE ABAJO EL DEPOSITO DE RECOGIDA.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}