11 inventos, patentes y modelos de FERNANDEZ MENENDEZ,RAMON
PROCEDIMIENTO PARA LA FABRICACION DE PERFILES DE CAUCHO FLOCADOS, PARA AUTOMOCION Y SIMILARES Y PERFIL FABRICADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2005). Ver ilustración. Solicitante/s: INDUSTRIE ILPEA ESPAÑA, S.A.. Clasificación: B60J10/00, B29C65/02.
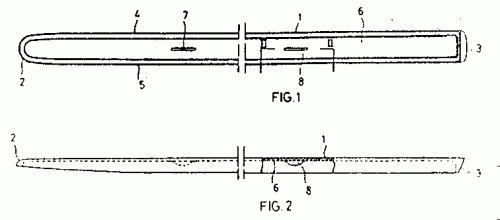
Procedimiento para la fabricación de perfiles de caucho flocados, para automoción y similares y perfil fabricado. El procedimiento comprende la disposición de una capa de adhesivo de fusión en caliente en la cara de la tira del perfil opuesta a la que posee el flocado, procediendo posteriormente al arrollado inverso del perfil, formando carretes con el adhesivo en la cara externa del perfil y procediendo posteriormente a la aplicación del perfil flocado sobre la cara deseada de un perfil recién extrusionado de un caucho, previa aplicación de calor, para conseguir características de adherencia del adhesivo de fusión en caliente.
JUNTA DE ESTANQUEIDAD PARA PARABRISAS DE AUTOMOVILES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/2004). Ver ilustración. Solicitante/s: INDUSTRIE ILPEA ESPAÑA, S.A.. Clasificación: B60J10/00, B60J10/02.
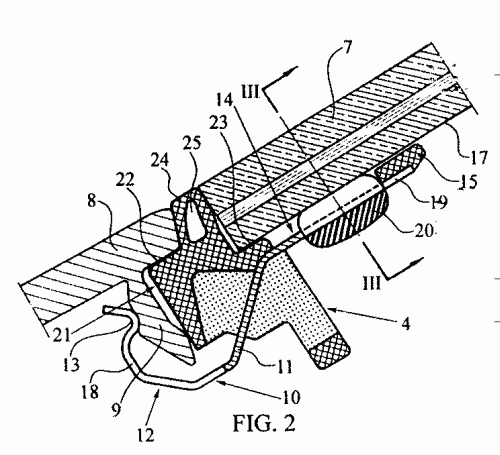
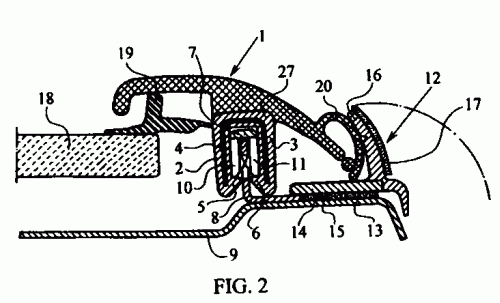
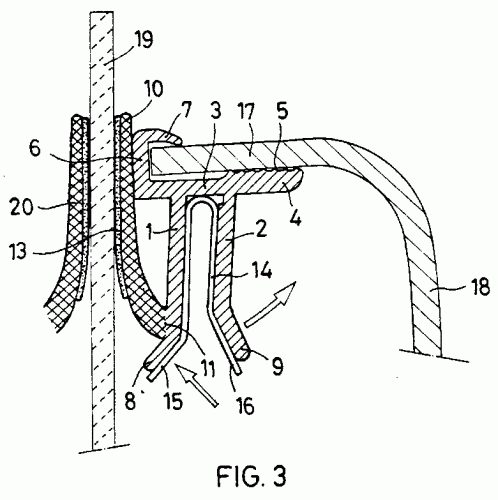
Junta de estanqueidad para parabrisas de automóviles. La junta comprende un marco adaptable al parabrisas, cuyo lado inferior está coextrusionado con un perfil de acero troquelado que por un borde queda unido al parabrisas y por el otro retiene la caja de aguas quedando la junta enrasada con el cristal mientras que los demás lados de la junta presentan una zona plana destinada a su fijación por adhesivo a la cara interna del cristal y una zona saliente elástica de estanqueidad que queda enrasada por su cara externa con la del cristal del parabrisas.
JUNTA LONGITUDINAL EMBELLECEDORA PARA CARROCERIAS DE VEHICULOS.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(01/04/2003). Ver ilustración. Solicitante/s: PERFILS TECNICS, S.A. Clasificación: B60J10/00, B60R13/04, F16B5/12.
Junta longitudinal embellecedora para carrocerías de vehículos. La junta es del tipo que comprenden un perfil fijado al borde lateral externo del techo de la carrocería del vehículo y otro perfil rígido susceptible de ser pintado en la misma pintura de acabado de la carrocería, caracterizándose porque el perfil rígido queda incorporado en la carrocería del vehículo mediante un conjunto de grapas incorporables a presión en una pestaña superior de la propia carrocería del vehículo, permitiendo el montaje y desmontaje manuales de dicho perfil superior rígido.
PROCEDIMIENTO PARA EL FLOCADO DE PERFILES Y PERFIL FLOCADO POR DICHO PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2003). Ver ilustración. Solicitante/s: DESENVOLUPAMENTS TECNICS, S.A. (DETECSA). Clasificación: B60J10/00, B29C65/02, B05D1/14.
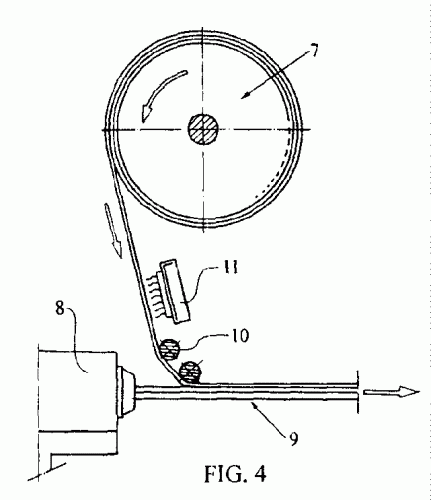
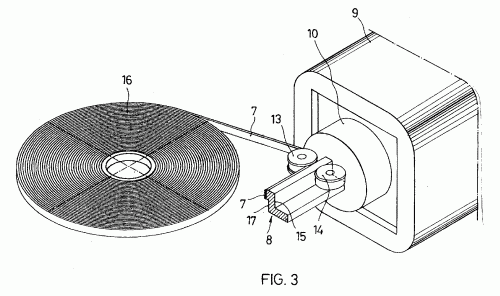
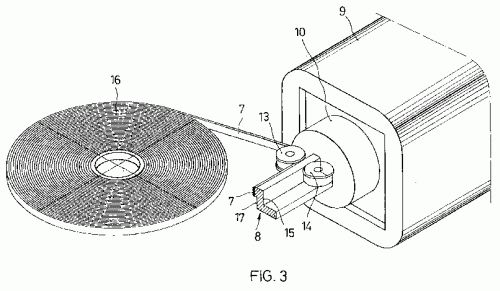
LA INVENCION SE REFIERE A UN METODO PARA ATERCIOPELAR BANDAS PERFILADAS Y UNA BANDA PERFILADA ATERCIOPELADA POR ESTE METODO. EL METODO ES APLICABLE A PERFILES DEL TIPO QUE TIENEN UNA CARA ATERCIOPELADA Y SE CARACTERIZA POR QUE, EN UN PRIMER PASO, SE ATERCIOPELA UNA BANDA SOPORTE ACOPLADA A LA BASE DE LA CAMARA DE ATERCIOPELADO Y QUE OCUPA TODA SU ANCHURA, DESPUES SE CORTA LONGITUDINALMENTE LA BANDA CON ARREGLO A LOS ANCHOS DESEADOS PARA PRODUCIR ROLLOS INDIVIDUALES DEL ANCHO DESEADO Y, FINALMENTE, SE ACOPLA LA BANDA A LA CARA DEL PERFIL A CUBRIR CON MATERIAL DE ATERCIOPELADO EN LA SALIDA DEL PERFIL DEL TROQUEL DE EXTRUSION, FUNDIENDOSE LA BASE QUE SOPORTA EL MATERIAL DE ATERCIOPELADO EN VIRTUD DEL CALOR RESIDUAL DEL PERFIL QUE ACABA DE SALIR DEL TROQUEL DE EXTRUSION, PRODUCIENDO LA FUSION DE LA BASE DE LA BANDA Y PERMITIENDO SU INTIMA INCORPORACION AL PERFIL.
PROCEDIMIENTO PARA EL FLOCADO DE PERFILES Y PERFIL FLOCADO POR DICHO PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2001). Ver ilustración. Solicitante/s: INDUSTRIE ILPEA ESPAÑA, S.A.. Clasificación: B29C65/02, B60J10/02, B05D1/14.
Procedimiento para el flocado de perfiles y perfil flocado por dicho procedimiento. El procedimiento es aplicable a perfiles del tipo que presentan una cara flocada, caracterizándose porque en una primera fase se procede al flocado de una banda portadora adaptada a la base de la cabina de flocado, ocupando la totalidad de su anchura, procediéndose a continuación al corte longitudinal de la banda única obtenida, según las anchuras deseadas, consiguiendo rollos individuales de las anchuras deseadas y procediendo finalmente a la adaptación de la banda sobre la cara que se desea recubrir en el perfil mediante flocado a la salida del perfil de la hilera de extrusión, produciéndose la fusión de la base de soporte del flocado por el calor residual del perfil que acaba de salir de la tobera de extrusión, lo que produce la fusión de la base de la banda y permite la incorporación íntima al perfil.
PERFIL COEXTRUSIONADO APLICABLE A LA LIMPIEZA DE CRISTALES DESLIZANTES EN AUTOMOVILES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/2001). Ver ilustración. Solicitante/s: DESENVOLUPAMENTS TECNICS, S.A. (DETECSA). Clasificación: B60S1/04, B60J10/04.
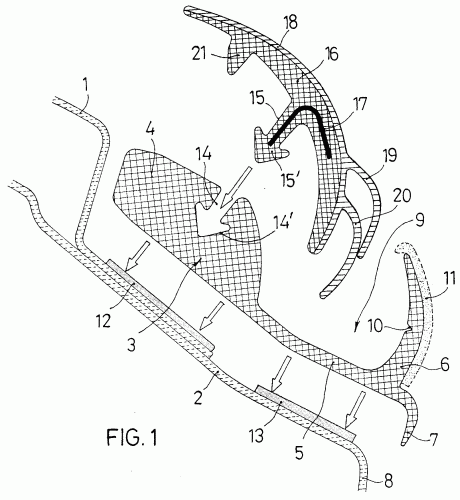
Perfil coextrusionado aplicable a la limpieza de cristales deslizantes en automóviles. El perfil comprende una parte de acoplamiento al panel de la carrocería limitador de la abertura para el paso del cristal deslizante, de características semirrígidas y prolongándose de manera integral del mismo una amplia pestaña de tipo flexible, destinada a coincidir sobre una de las caras del cristal móvil, habiéndose coextrusionado las partes rígida y flexible del perfil en materiales con base de composición común. La parte rígida del perfil comprende dos tabiques sensiblemente paralelos entre sí unidos a un elemento sensiblemente horizontal para recibir el panel limitador de la abertura para el cristal, prolongándose por un extremo de dicho elemento una expansión en ángulo recto para recibir el borde de la carrocería y prolongándose de una de las zonas extremas del elemento plano exterior una amplia pestaña destinada a coincidir sobre una de las caras del cristal deslizante.
PROTECTOR PARA PUERTAS DE AUTOMOVILES.
(16/09/1999) 1. PROTECTOR PARA PUERTAS DE AUTOMOVILES, CARACTERIZADO POR COMPRENDER UN PERFIL EXTRUSIONADO QUE PRESENTA UNA RANURA LONGITUDINAL DE FORMA SENSIBLEMENTE CONJUGADA A LA PESTAÑA QUE CONSTITUYE EL BORDE DE UNA PUERTA DE UN AUTOMOVIL Y UNA ZONA AMORTIGUADA ANTICHOQUES QUE, UNA VEZ INCORPORADO EL PERFIL AL BORDE DE LA PUERTA, QUEDA EN EL EXTERIOR DE ESTA. 2. PROTECTOR PARA PUERTAS DE AUTOMOVILES, SEGUN LA PRIMERA REIVINDICACION, CARACTERIZADO PORQUE LA RANURA DE INSERCION DEL PERFIL QUEDA DETERMINADA POR UNA PESTAÑA QUE SE PROLONGA DEL PERFIL POR UNO DE SUS BORDES, QUEDANDO ADAPTADO EL OTRO A LA SUPERFICIE ADYACENTE DEL PERFIL PARA EJERCER…
MOLDURA LATERAL EMBELLECEDORA PARA VEHICULOS, PERFECCIONADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1998). Ver ilustración. Solicitante/s: PERFILS TECNICS, S.A. "PERTECSA". Clasificación: B60R13/02.
1. MOLDURA LATERAL EMBELLECEDORA PARA VEHICULOS, PERFECCIONADA, DEL TIPO QUE COMPRENDE UNA PIEZA MOLDEADA DE LONGITUD VARIABLE QUE PRESENTA TRANSVERSALMENTE SECCION EN FORMA DE "U", CARACTERIZADA PORQUE EN LA CARA INTERNA DE LA MOLDURA, ESTA PRESENTA VARIOS SALIENTES LAMINARES SEPARADOS ENTRE SI, DESTINADOS A PERMITIR LA SUJECION DE LA MOLDURA MEDIANTE PINZAS PARA EFECTUAR LA PINTURA Y POSTERIOR SECADO DE LA MOLDURA SIN DEFORMACIONES.
MOLDURA VIERTEAGUAS PARA VEHICULOS AUTOMOVILES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1998). Ver ilustración. Solicitante/s: PERFILS TECNICS, S.A. "PERTECSA". Clasificación: B60R13/02.
1.UMOLDURA VIERTEAGUAS PARA VEHICULOS AUTOMOVILES, CARACTERIZADA POR COMPRENDER UN PRIMER PERFIL DE UN MATERIAL PLASTICO RIGIDO EXTRUSIONADO Y TERMOCONFORMADO ADAPTABLE A LA ZONA DE UNION ENTRE LA PIEZA INTEGRANTE DEL TECHO DE LA CARROCERIA Y UNO DE LOS LATERALES DE LA MISMA, PRESENTANDO UNA ZONA REGRUESADA EN UN EXTREMO QUE POR UNO DE SUS BORDES SE PROLONGA EN UNA MEMBRANA ADAPTABLE A LA CARROCERIA QUE TERMINA EN ALAS PARA LA ADAPTACION A LA CARROCERIA Y PARA LA FORMACION DEL VIERTEAGUAS, RECIBIENDO DICHA PIEZA DE PLASTICO FLEXIBLE UN SEGUNDO PERFIL DE PLASTICO RIGIDO CON ANIMA METALICA INTERIOR DE REFUERZO Y RECUBRIMIENTO EXTERNO DE PLASTICO FLEXIBLE, ACOPLADO A PRESION POR INTERPOSICION DE APENDICES DEL SEGUNDO PERFIL EN ALOJAMIENTOS DE FORMA CONJUGADA DEL PRIMERO.
MOLDURA VERTEAGUAS PARA AUTOMOVILES.
(01/03/1998) 1. MOLDURA VIERTEAGUAS PARA AUTOMOVILES, DEL TIPO QUE COMPRENDE UN PERFIL MOLDEADO EN MATERIAL SINTETICO QUE SE INSERTA A PRESION EN GUIAS LONGITUDINALES DEL TECHO DEL VEHICULO PARA LA CONSTITUCION DEL CANAL DE EVACUACION DE AGUA, CARACTERIZADO POR SU FORMACION MEDIANTE DOS PERFILES ACOPLADOS ENTRE SI A PRESION, EL PRIMERO DE LOS CUALES CONSTITUYE UNA BASE DE ACOPLAMIENTO Y FIJACION A LA CARROCERIA DEL VEHICULO, Y EL OTRO ESTA DESTINADO A CERRAR SUPERIORMENTE EL VIERTEAGUAS, QUEDANDO REALIZADO EL PRIMERO DE ELLOS EN UN MATERIAL PLASTICO FLEXIBLE, Y EL SEGUNDO EN UN MATERIAL PLASTICO DURO Y POSEYENDO UN REFUERZO METALICO INTERNO, PRESENTANDO EL PRIMERO ZONAS LATERALES DE…
PERFIL PARA RECUBRIMIENTO DE UNIONES SOLDADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1997). Ver ilustración. Solicitante/s: DESENVOLUPAMENTS TECNICS, S.A. (DETECSA). Clasificación: B62D25/00.
1. PERFIL PARA RECUBRIMIENTO DE UNIONES SOLDADAS EN CARROCERIAS, DEL TIPO QUE COMPRENDE UN ANIMA DE MATERIAL SINTETICO DOTADA DE ALETAS LATERALES DESTINADAS A SU FIJACION EN LAS PAREDES LATERALES DE LA CAVIDAD EN U FORMADA EN LA UNION SOLDADA, CARACTERIZADO POR COMPRENDER UN PERFIL COEXTRUSIONADO CON UN MATERIAL DE MAYOR DUREZA, EN LA ZONA CORRESPONDIENTE A LA PARTE SUPERIOR DE CIERRE DE LA GARGANTA DE LA UNION SOLDADA Y EN UN MATERIAL MAS BLANDO EN EL RESTO DE LA PIEZA QUE COMPRENDE LAS ALETAS LATERALES DE FIJACION ELASTICA, COMPRENDIENDO ADEMAS EL PERFIL UNA ARMADURA METALICA INTERNA DE CONTROL DE DILATACIONES Y CONTRACCIONES Y PRESENTANDO LA PARTE SUPERIOR DE CIERRE UNA CAPA DE PINTURA COINCIDENTE CON LA DE LAS PAREDES DE LA UNION SOLDADA.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}