Equipo de control para un convertidor de circuito intermedio y el propio convertidor de circuito intermedio.
(01/02/2017) Equipo de control para un convertidor de circuito intermedio,
• en el que el convertidor de circuito intermedio presenta un circuito intermedio de tensión continua , en el que está dispuesto un condensador del circuito intermedio ,
• en el que el convertidor de circuito intermedio presenta al menos un convertidor de alimentación , mediante el que se alimenta con energía eléctrica el circuito intermedio de tensión continua desde una red de suministro ,
• en el que el convertidor de circuito intermedio presenta al menos un convertidor de carga , mediante el cual se aporta a una carga útil energía eléctrica desde el circuito intermedio de tensión…
Elemento plano flexible calentable.
(24/06/2015) Elemento plano con una primera superficie lateral autoadhesiva y una segunda superficie lateral autoadhesiva, dicho elemento plano presenta una sucesión de capas formada por una capa de calentamiento, una capa de contacto y una capa de masa adhesiva, en la que la capa de calentamiento está en contacto con una primera superficie lateral de la capa de contacto y está unida a la misma en modo eléctricamente conductor, dichas capa de calentamiento y capa de contacto se tocan de forma directa y en la que la capa de masa adhesiva está en contacto con una segunda superficie lateral de la capa de contacto y la toca directamente y dicha capa de calentamiento está formada por…
Procedimiento para la obtención de una banda adhesiva por contacto por las dos caras.
(19/06/2013) Procedimiento para la fabricación de una banda adhesiva por contacto por las dos caras, con una caracerrada y una cara abierta, la cual banda presenta una lámina de soporte (e) provista por ambas caras conuna capa adhesiva por contacto (c, c'), en donde la lámina de soporte (e) es una lámina de soporte como unapelícula, que no es a base de caucho, y en donde, sobre la cara cerrada sobre la cual se encuentra una capaadhesiva por contacto (c), se encuentra por lo menos una capa de separación en donde el disolvente seelimina de los componentes individuales por destilación en un reactor en un procedimiento por lotes…
Elemento plano calentado.
(09/05/2012) Elemento plano autoadhesivo que comprende una capa calentadora y una capa de contacto, donde la capacalentadora está en contacto con una de las caras laterales de la capa de contacto y está unida a esta con unconductor eléctrico, y que consta de una primera masa polimérica calentable intrínsecamente, que se ha configurado como un conductor que se calienta al paso de una corriente eléctrica, que se caracteriza por que la capa decontacto consta de una segunda masa polimérica conductora eléctricamente, de manera que la primera y lasegunda masa polimérica son respectivamente una masa polimérica a base de elastómeros y/o polímeros plásticos,y presentan para una velocidad de extensión de 300 mm/min y una temperatura de 23ºC un alargamiento de rotura oextensión por desgarre superior al 20%, en particular mayor del 50% o ciertamente mayor del 100%, y además…
PROCEDIMIENTO PARA LA FABRICACION DE MASAS ADHESIVAS DE ALTA ANISOTROPIA.
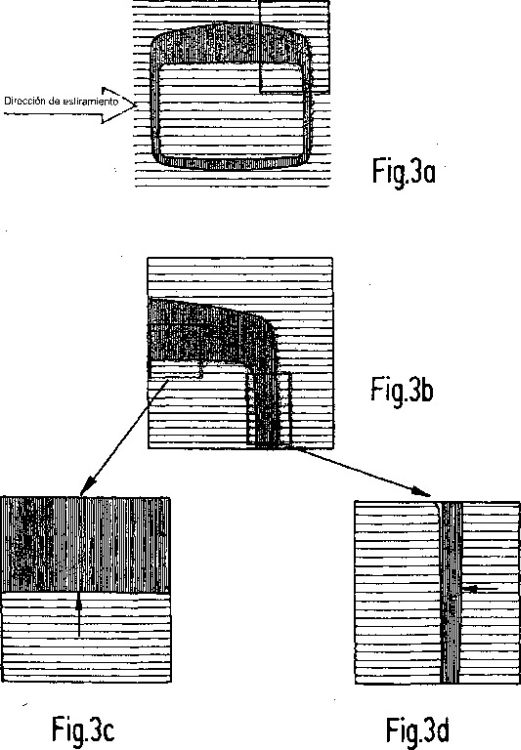
(31/05/2010) Procedimiento para la obtención de masas autoadhesivas de alta anisotropía, el cual comprende como elementos de proceso, una alimentación de una masa adhesiva, un mecanismo de aplicación y un elemento de deposición, en donde entre la salida del mecanismo de aplicación y el punto de deposición sobre el elemento de soporte, se forma una banda fundida libre, de masa autoadhesiva, la cual experimenta un proceso de estiramiento,
caracterizado porque,
el estiramiento de la masa autoadhesiva en la banda fundida libre se regula mediante una relación activa G, la cual se caracteriza como la relación entre el tiempo activo ?t del proceso de estiramiento y el grado de estiramiento R, y el cual se ajusta a un valor de por lo menos 0,006 segundos2 ó a un valor de máximo 0,004 segundos2, en donde el tiempo activo ?t viene definido…
PROCEDIMIENTO PARA LA OBTENCION DE MASAS ADHESIVAS POR CONTACTO, ANISOTROPAS.
Sección de la CIP Química y metalurgia
(05/11/2009). Ver ilustración. Solicitante/s: TESA AG. Clasificación: C09J133/08, C09J7/02, C09J133/00.
Procedimiento para la obtención de masas adhesivas por contacto anisótropas mediante un procedimiento de recubrimiento que comprende la obtención de una película de adhesivo por contacto sobre un soporte de transporte y la subsiguiente transferencia de la película de adhesivo por contacto sobre otro material de soporte con un simultáneo estiramiento, en donde el alargamiento es por lo menos del 10%.
RETICULACION DE MASAS ADHESIVAS DE CONTACTO MEDIANTE HACES DE ELECTRONES.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(16/07/2008). Ver ilustración. Solicitante/s: TESA AG. Clasificación: C09J7/02, B05D3/06, C09J5/00, C08J7/00.
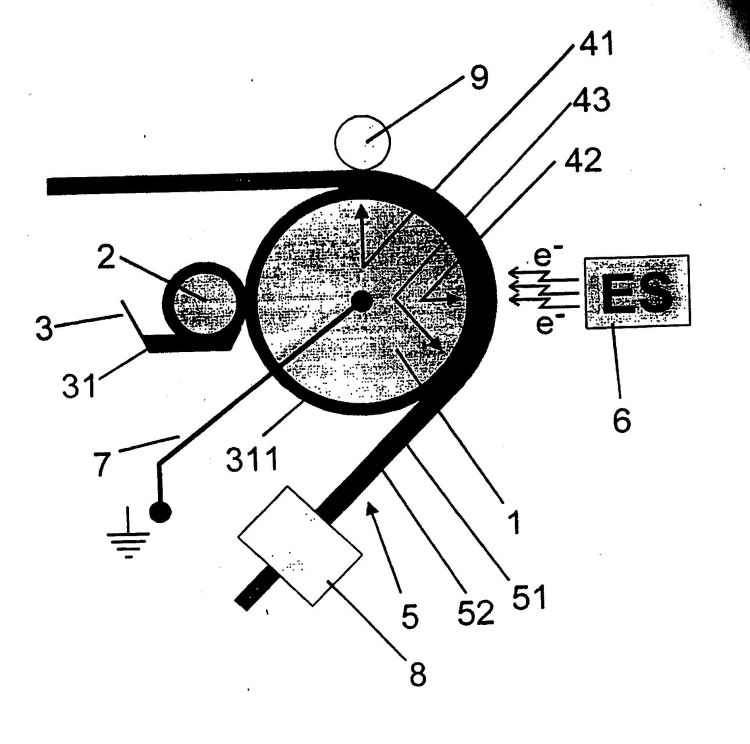
Procedimiento para la reticulación de un recubrimiento de sistemas adhesivos de contacto sobre un material de soporte provisto de una capa de liberación, por lo que el sistema adhesivo de contacto situado sobre el material de soporte recibe una radiación por medio de una disposición de la radiación con electrones acelerados que recorre un cilindro junto con el material de soporte recubierto que irradia el sistema adhesivo de contacto, caracterizado por el hecho de que el material de contacto se encuentra entre el cilindro y el material de soporte durante la radiación.
CINTA ADHESIVA SIN EMPAÑAMIENTO.
Sección de la CIP Química y metalurgia
(16/02/2003). Solicitante/s: BEIERSDORF AKTIENGESELLSCHAFT. Clasificación: C09J7/02, C09J7/04.
CINTA AUTOADHESIVA QUE NO EMITE VAPOR, QUE COMPRENDE UN SOPORTE QUE NO EMITE VAPOR, SOBRE EL CUAL SE COLOCA POR UN LADO UNA MASA ADHESIVA DE CONTACTO Y QUE NO EMITE VAPOR.
Procedimiento para la produccion de una tira adhesiva por ambos lados y sensible a la presion, basada en un caucho.
(01/02/2000) PROCEDIMIENTO PARA LA PRODUCCION DE UNA TIRA ADHESIVA POR AMBOS LADOS Y SENSIBLE A LA PRESION, QUE SE CARACTERIZA PORQUE A) UN MATERIAL PORTANTE PREVIAMENTE CONFECCIONADO Y BASADO EN UN CAUCHO ES CARGADO EN UNA EXTRUSIONADORA HELICOIDAL , A CUYO EFECTO 1. EL MATERIAL PORTANTE ES CALENTADO POR UNOS ELEMENTOS DE CALENTAMIENTO EXISTENTES EN LA EXTRUSIONADORA HELICOIDAL, 2. EL MATERIAL PORTANTE ES LIBERADO DE COMPONENTES VOLATILES EN UNA ZONA DE DESGASIFICACION MEDIANTE LA APLICACION DE UNA PRESION NEGATIVA, 3. EL MATERIAL PORTANTE ES HOMOGNEIZADO Y LLEVADO A UNA TEMPERATURA TEORICA, B) PORQUE UNA CAPA DE CIERRE QUE ES CONDUCIDA A UN ADAPTADOR DE COEXTRUSION MEDIANTE OTRO…
{kind=link}
{kind=link}