12 inventos, patentes y modelos de DENIS, GERARD
Contenedor para un producto con capacidad de flujo, procedimiento de fabricación y la utilización del mismo.
(03/04/2013) Contenedor para un producto con capacidad de flujo, particularmente para una bebida y, en particular, para agua mineral, que esencialmente consiste en un cuerpo y al menos un cuello que puede cerrarse por unos medios de cierre y/o de distribución de dicho producto con capacidad de flujo contenido en dicho contenedor, la pared o paredes que forman el cuerpo de dicho contenedor están realizadas mediante moldeo por soplado de una preforma termoplástica, el grosor de dicha pared o paredes que forman dicho cuerpo estando comprendido entre 30 μm y 100 μm, preferentemente entre 50 μm y 70 μm, caracterizado por el hecho de que el contenedor tiene una forma general ovoide o sensiblemente ovoide.
RECIPIENTE DE PAREDES DELGADAS.
(30/03/2011) Un recipiente de una pieza, que tiene un cuerpo formado por una pared o paredes que tienen un diámetro más grande S1 y por lo menos un cuello de diámetro S2, el recipiente se fabrica con PET semicristalino, que tiene un grosor de pared inferior a 100 µm sustancialmente en la parte central de su cuerpo, caracterizado porque dicho recipiente tiene: - un forma en general ovoide y - una forma tridimensional compleja , conveniente para el asimiento sustancialmente en la parte central del cuerpo, esta parte tiene un diámetro S3 inferior a S1, la proporción entre el diámetro mayor S1 y el diámetro menor S3 se sitúa entre 1,2:1 y 2:1
METODO Y DISPOSITIVO PARA LA PRODUCCION DE PREFORMAS DE PLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(10/12/2009). Ver ilustración. Solicitante/s: NESTLE WATERS MANAGEMENT & TECHNOLOGY. Clasificación: B29C43/34, B29C31/06, B29C31/04.
Procedimiento de fabricación de una preforma a partir de un polímero amorfo semicristalino en estado amorfo con velocidad de cristalización lenta, en el que:
- se plastifica dicho polímero por subida rápida de la temperatura, a una temperatura inferior a la temperatura de fusión,
- se comprime a través de una boquilla dicho polímero plastificado,
- a la salida de la boquilla se hace un barrido de dicho polímero con un gas neutro , seco y caliente,
- se recoge el polímero plastificado en un primer recipiente , manteniendo el polímero a la misma temperatura de plastificación en todos los pasos y
- se efectúa el moldeo en dicho primer recipiente o en un segundo recipiente, al que se transfiere el material procedente del primero, con un enfriamiento brutal de modo que se obtenga la preforma en estado amorfo.
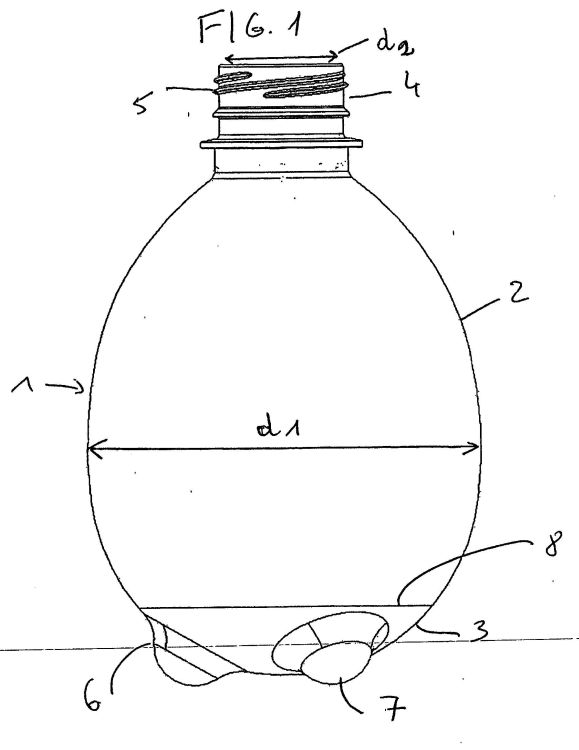
CONTENEDOR PARA UN PRODUCTO CON CAPACIDAD DE FLUJO, PROCEDIMIENTO DE FABRICACION Y UTILIZACION DEL MISMO.
(21/05/2009) Contenedor moldeado por soplado, para un producto con capacidad de flujo, especialmente una bebida y, en particular agua mineral, que consiste esencialmente, como mínimo, en un cuello y un cuerpo que tiene en su mayor sección transversal una dimensión d1, fabricado en forma de pieza única con el cuello con un diámetro interno d2 que puede ser cerrado por un medio de cierre y/o de distribución de dicho producto con capacidad de flujo contenido en dicho contenedor, teniendo dicho contenedor una sección transversal circular o sustancialmente circular, caracterizado porque la pared o paredes que forman el cuerpo de dicho contenedor están realizadas en un material plástico flexible que se puede deformar sin estirado ni contracción, bajo el peso del producto con capacidad…
RECIPIENTE DE PRODUCTOS FABRICADO CON MENOS MATERIAL.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/2008). Ver ilustración. Solicitante/s: NESTLE WATERS MANAGEMENT & TECHNOLOGY. Clasificación: B65D1/02.
Un recipiente con un cuerpo formado por paredes y un fondo, teniendo en su sección mayor una dimensión d1 y un cuello con un diámetro interno d2, fabricándose dicho recipiente con un tereftalato de polietileno (PET) semicristalino, comprendiendo el cuerpo de dicho recipiente en su fondo al menos tres pies separados entre sí e integrados en dicho cuerpo, siendo la relación entre el peso de las paredes y el del fondo de entre 3 y 4 y siendo el volumen del cuerpo del recipiente, en ml, por gramo de PET del cuerpo de entre 80 y 120, y siendo (a) el grosor de las paredes del cuerpo inferior a 100 µm, (b) el grosor del fondo de entre 100 y 200 µm, y (c) el grosor de pared de cada pie de entre 50 y 100 µm.
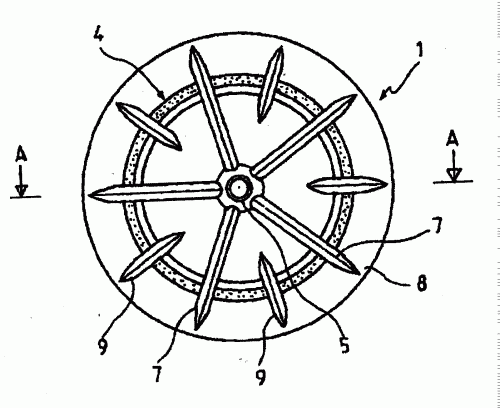
FONDO DE BOTELLA EN PLASTICO BIESTIRADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2005). Ver ilustración. Solicitante/s: PERRIER VITTEL MANAGEMENT ET TECHNOLOGIES. Clasificación: B65D1/02.
Botella de plástico obtenida por soplado de una preforma, la cual se ha obtenido por inyección moldeado, y compuesta principalmente de un cuerpo tubular, por ejemplo cilíndrico, reunido en el fondo de la botella , comprendiendo el citado fondo un asiento plano y eventualmente nervaduras de refuerzo dispuestas en estrella en dirección desde el punto de inyección situado en una depresión central del fondo , caracterizada porque el fondo está biestirado en su totalidad y porque - de una parte, la depresión central presenta la forma de un cráter con una pared lateral en forma sensiblemente de tronco de cono, el ángulo en la parte superior comprendido entre 20º y 45º, una zona superior central sensiblemente circular en la cual se encuentra el punto de inyección, una garganta anular que rodea la citada zona, - y por otra parte, porque al menos una parte de las nervaduras desemboca en la pared lateral del cráter.
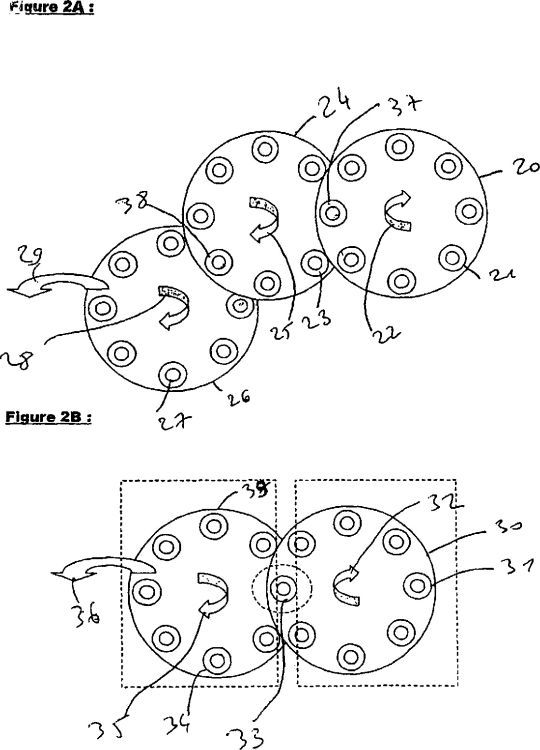
Sección de la CIP Electricidad
(16/05/1999). Ver ilustración. Solicitante/s: LEGRAND LEGRAND SNC. Clasificación: H01H51/08.
SE TRATA DE UN TELEINTERRUPTOR EN EL QUE LA ARMADURA MOVIL ESTA MONTADA DE FORMA GIRATORIA Y EN EL QUE LOS MEDIOS DE ARRASTRE QUE ACTUAN ENTRE ESTA ARMADURA MOVIL Y LA LEVA BAJO CUYO CONTROL SE ENCUENTRA EL ELEMENTO DE CONTACTO A CONTROLAR LLEVAN UNA RUEDA DE TRINQUETE A LA QUE SE ENCUENTRA UNIDA AL MENOS UN TRINQUETE DE ARRASTRE . SEGUN LA INVENCION, LA RUEDA DE TRINQUETE ESTA UNIDA EN ROTACION A LA ARMADURA MOVIL MIENTRAS QUE EL TRINQUETE DE ARRASTRE ESTA UNIDO EN ROTACION A LA LEVA . APLICACIONES USUALES.
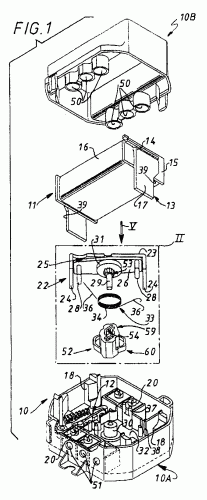
UNIDAD PARA EL TRATAMIENTO TERMICO DE RECIPIENTES EN PET DESPUES DE LA FABRICACION DE ESTOS.
(01/05/1996) UNIDAD DE TRATAMIENTO TERMICO POR DESFILADO PARA LA FABRICACION DE RECIPIENTES EN PET, COMPORTANDO: UNOS MEDIOS DE CALDEO DEL CONJUNTO (CUERPO Y GOLLETE) DEL RECIPIENTE, QUE COMPRENDEN UNOS MEDIOS DE CALENTAMIENTO A 160-240 C, DEL CUERPO PREVIAMENTE BI-ORIENTADO QUE EMITEN EN EL INFRARROJO MEDIO (LAMBDA MAYOR O IGUAL QUE DOS MICRAS), CON UNOS MEDIOS DE CALENTAMIENTO PARA EL REVESTIMIENTO Y UNOS MEDIOS DE CALENTAMIENTO PARA EL CRECIMIENTO DE LA TASA DE CRISTALINIDAD DEL PET DEL CUERPO, Y UNOS MEDIOS DE CALENTAMIENTO DEL GOLLETE QUE EMITEN EN EL INFRARROJO CORTO (LAMBDA MAYOR O IDUAL QUE DOS MICRAS) ASOCIADOS A UN MANDRIL DE CALDEO INTERNO INTRODUCIDO EN EL GOLLETE Y SITUADOS AL MENOS EN PARTE DESPUES DE LOS MEDIOS DE CALENTAMIENTO PARA EL REVESTIMIENTO Y EN COMBINACION CON LOS MEDIOS DE CALENTAMIENTO PARA LA…
PROCESO E INSTALACION PARA EL CALENTAMIENTO, POR RADIACION DE INFRARROJOS, DE PREFORMAS DE MATERIAL PLASTICO, PARTICULARMENTE DE PET, DESTINADAS A LA FABRICACION DE RECIPIENTES.
(16/04/1995) PARA CALENTAR PREFORMAS DE PARED ESPESA DE MATERIAL PLASTICO DESTINADAS A LA FABRICACION POR SOPLADO O ESTIRADO-SOPLADO DE RECIPIENTES, LAS PREFORMAS QUE SON IRRADIADAS POR UNA RADIACION DE INFRARROJOS EXTERIOR Y TRANSVERSAL A LAS PREFORMAS Y QUE COMPRENDEN UNA PRIMERA BANDA (B1) DE LONGITUDES DE ONDA ABSORBIDA POR EL MATERIAL PLASTICO Y UNA SEGUNDA BANDA (B2) DISTINTA DE LA PRIMERA BANDA, DE LONGITUDES DE ONDA NO ABSORBIDA POR EL MATERIAL PLASTICO Y QUE LOGRA ENTRAR EN EL VOLUMEN INTERIOR DE LAS PREFORMAS: SE MODIFICAN LAS LONGITUDES DE ONDA, SITUADAS EN LA SEGUNDA BANDA B2, DE LA RADIACION INFRARROJA QUE LOGRA ENTRAR EN DICHO VOLUMEN INTERIOR PARA TRANSFORMARLO EN RADIACION QUE TIENE LONGITUDES DE ONDA COMPRENDIDAS EN LA PRIMERA BANDA (B1); SE REEMITE LA RADIACION INFRARROJA DE LONGITUDES DE ONDA…
PROCESO E INSTALACION PARA FABRICAR RECIPIENTES, TALES COMO BOTELLAS DE POLIETILENOTEREFTALATO , RESISTENTE A CONDICIONES TERMICAS RELATIVAMENTE SEVERAS DURANTE SU UTILIZACION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1995). Solicitante/s: SIDEL. Clasificación: B29C49/64, B29C71/02.
LA INVENCION CONSISTE EN MOLDEAR EL CUERPO SOLO DE UN PREFORMADO DE POLIETILENOTEREFTALATO (PET) AMORFO, CALENTADO POR LO MENOS A UNA TEMPERATURA DE ABLANDAMIENTO DEL PET, EN UN MOLDE ENFRIADO (5 A 40 C) PARA FORMAR UN RECIPIENTE INTERMEDIO DE MAYOR VOLUMEN QUE EL RECIPIENTE QUE SE QUIERE OBTENER; Y EN CALENTAR, A CONTINUACION, EL CUERPO DE ESTE RECIPIENTE INTERMEDIO A 160 GOLLETE ES CALENTADO, Y A CONTINUACION SOMETIDO A UN ENFRIAMIENTO CONTROLADO, PARA OBTENER UN RECIPIENTE INTERMEDIO DE CUERPO ENCOGIDO Y DE GOLLETE CRISTALIZADO (2A), Y A CONTINUACION EN MOLDEARLO UNA SEGUNDA VEZ EN SUS DIMENSIONES DEFINITIVAS, DURANTE DE 2 A 6 S, PARA OBTENER UN RECIPIENTE DEFINITIVO RESISTENTE TERMICAMENTE.
PROCEDIMIENTO PARA LA FABRICACION DE RECIPIENTES DE TEREFTALATO DE POLIETILENO DESTINADOS PARA RELLENAR CON UN LIQUIDO CALIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1993). Solicitante/s: SIDEL. Clasificación: B29C49/64.
EN EL PROCEDIMIENTO SEGUN LA INVENCION SE MOLDEA POR ESTIRADO-SOPLADURA UN RECIPIENTE A PARTIR DE UNA PREFORMA EN TEREFTALATO DE POLIETILENO (TPE). EL CUERPO SOLO DE LA PREFORMA SE CALIENTA A UNA TEMPERATURA A LA QUE UN ESTIRADO LONGITUDINAL Y UN ESTIRADO TRANSVERSAL NO INDUCEN ESFUERZO EN EL MATERIAL QUE CONSTITUYE EL RECIPIENTE. LA PREFORMA SE TRANSFIERE A CONTINUACION A UN MOLDE, CUYAS PAREDES SE CALIENTAN Y SE MANTIENEN A UNA TEMPERATURA INFERIOR A LA DEL CUERPO DE LA PREFORMA, O SE ESTIRA LONGITUDINALMENTE Y SE SOPLA. LA TASA DE BIESTIRAMIENTO PUESTA EN JUEGO PARA PASAR DE LA PREFORMA AL RECIPIENTE ESTA COMPRENDIDA ENTRE 7 Y 9.
DISPOSITIVO PARA EL TRATAMIENTO TERMICO DEL CUELLO DE LOS PREFORMADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1991). Solicitante/s: SIDEL. Clasificación: B29C49/64, B29C49/76.
EL DISPOSITIVO PARA EL TRATAMIENTO TERMICO DEL CUELLO DE LOS PREFORMADOS , DE ACUERDO CON EL INVENTO, SE COMPONE DE UN MANDRIL CON MOVIMIENTO DE ROTACION INSERTADO EN EL CUELLO DEL PREFORMADO Y QUE ARRASTRA A ESTE EN ROTACION, DE UNA FALDA DE PROTECCION FIJA Y DE UN ELEMENTO DE CALEFACCION SITUADO A NIVEL DEL CUELLO . UN PESO DESLIZANTE SE APOYA SOBRE EL EXTREMO SUPERIOR DEL CUELLO DURANTE EL TRATAMIENTO TERMICO DE ESTE.
{kind=link}
{kind=link}
{kind=link}
{kind=link}