8 inventos, patentes y modelos de DA RE\', MARIO
METODO Y APARATO PARA LA CONFORMACION EN CALIENTE DE ELEMENTOS TUBULARES EN FORMA DE CAJA DE CUALQUIER FORMA FABRICADOS A PARTIR DE UNA ALEACION LIGERA.
(16/01/2002) LAS CAJAS TUBULARES CON CUALQUIER FORMA SE HACEN A PARTIR DE UNA ALEACION LIVIANA (BASADA EN ALUMINIO Y/O MAGNESIO POR EJEMPLO) MEDIANTE UN METODO DE CONFORMACION EN CALIENTE, EMPEZANDO PREFERENTEMENTE A PARTIR DE UNOS LINGOTES COLADOS EN ESA ALEACION, QUE PROPORCIONAN UNA PRIMERA FASE EN LA QUE LA ALEACION SE EXTRUYE EN CALIENTE A TRAVES DE UNA MATRIZ CON UNA FORMA ADECUADA PARA FORMAR ASI UN TUBO DE SECCION PREDETERMINADA, PREFERENTEMENTE CIRCULAR, GENERALMENTE RECTILINEA, UNA SEGUNDA FASE EN LA QUE EL TUBO EXTRUIDO , TODAVIA CALIENTE, SE ALIMENTA ENTRE DOS MOLDES QUE SE CALIENTE Y TIENEN UNAS CAVIDADES CONJUGADAS CAPACES DE DEFINIR CON SUS CONTORNOS LA FORMA FINAL DE LA CAJA Y UNA TERCERA FASE EN LA QUE LA EXTRUSION ES PRESIONADA DENTRO DE LOS MOLDES QUE SE JUNTAN ENTRE SI DE MANERA ESTANCA,…
PROCESO Y PRENSA HIDRAULICA PARA PRENSAR LAMINAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1997). Solicitante/s: FIAT AUTO S.P.A.. Clasificación: B21D24/14.
PROCESO PARA EL PRENSADO DE LAMINAS DE METAL QUE PREVE EL USO DE UNA PRENSA HIDRAULICA CUYO PORTAPRIMORDIO SE CONTROLA DE MANERA A EJERCER SOBRE LA LAMINA EN LA FASE DE PRENSADO UNA PRESION DE RESTICCION QUE ES ALTERNATIVAMENTE VARIABLE, CON UNA FRECUENCIA PREDETERMINADA, ENTRE CERO Y UN MAXIMO PREDETERMINADO, DEPENDIENDO EL VALOR DE LA PRESION MAXIMA Y LA FRECUENCIA DE LAS PROPIEDADES DE LA LAMINA A PRENSAR.
METODO DE PRENSADURA DE METAL LAMINADO Y UNA PRENSA HIDRAULICA PARA LLEVAR A CABO EL METODO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1994). Solicitante/s: FIAT AUTO S.P.A.. Clasificación: B21D24/14, B21D24/08, B21D24/10.
UN METODO DE PRENSADURA DE METAL LAMINADO PROPORCIONA UN SISTEMA PARA OPERAR EL PORTAPRIMORDIO DE MODO TAL QUE SE VARIE ALTERNATIVAMENTE LA PRESION EJERCIDA POR EL PORTAPRIMORDIO DURANTE LA PRENSADURA, DE ACUERDO A UNA LEY PREESTABLECIDA.
METODO Y APARATO PARA EL MOLDEADO A INYECCION DE MASAS DE RESINA DE POLIESTER INSATURADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1994). Solicitante/s: FIAT AUTO S.P.A.. Clasificación: B29C45/74, B29C45/53, B29C45/63.
EL METODO PARA EL MOLDEADO A INYECCION DE MASAS DE RESINA POLIESTER INSATURADA POSIBLEMENTE REFORZADA CON FIBRAS, COMPRENDE LOS PASOS DE COMPACTAR LA MASA DE MOLDEADO EN UN CILINDRO DE ACUMULACION, GENERAR UNA PRESION SUBATMOSFERICA EN EL CILINDRO Y CALENTAR LA MASA COMPACTADA A UNA PRESION SUBATMOSFERICA MEDIANTE LA APLICACION DE UNA CARGA DE ALTA FRECUENCIA, E INYECTAR EL MATERIAL EN EL TROQUEL. EL APARATO PARA DESARROLLAR EL METODO INCLUYE UN CILINDRO DE ACUMULACION PROVISTO CON UN PISTON DE INYECCION Y CONSTITUIDO POR UN CUERPO DE MATERIAL TRANSPARENTE A LAS FRECUENCIAS ALTAS, CUYAS PAREDES INCORPORAN LAS LAMINAS DE ELECTRODO DE UN GENERADOR DE ALTA FRECUENCIA.
UN SISTEMA INTEGRADO PARA MOLDEADO Y ENGOMADO DE CAJAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1993). Solicitante/s: FIAT AUTO S.P.A.. Clasificación: B29C69/00, B29D22/00, B29D24/00, B29C65/52.
UN METODO PARA FABRICAR CAJAS COMPUESTAS POR DOS CAPAS DE ENCOLADO CON MATERIAL POLIMERICO TERMOPLASTICO Y O TERMOSINTETICO, EN QUE LAS OPERACIONES DE MOLDEADO Y PEGADO DE LAS CAPAS SON INTEGRADAS. ESTA INTEGRACION ES POSIBLE EN VIRTUD DEL USO, CON UNA PRESION VERTICAL , DE DE LAS PARTES CON UN PUNZON DESMONTABLE , EN EL CUAL LAS DOS CAPAS SE MOLDEAN SIMULTANEAMENTE Y ENTONCES SON PEGADAS.
METODO PARA UNIR ELEMENTOS DE UNA ESTRUCTURA POR MEDIO DE RESINA TERMOPLASTICA SINTETICA, METODO PARA SU FABRICACION Y METODO DE UTILIZACION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1993). Solicitante/s: FIAT AUTO S.P.A.. Clasificación: B29C65/34, B29C67/16.
LA UNION DE ELEMENTOS DE UNA ESTRUCTURA DE MATERIALES PLASTICOS O DE ELEMENTOS DE UNA ESTRUCTURA DE MATERIALES PLASTICOS Y METALICOS, PARTICULARMENTE LOS COMPONENTES DE LA CARROCERIA DE UN VEHICULO DE MOTOR, SE EFECTUA MEDIANTE EL USO DE ELEMENTOS DE FIJACION DE MATERIAL TERMOPLASTICO, INCORPORADO EN LOS CORRESPONDIENTES ELEMENTOS ESTRUCTURALES, Y CON UNA CONCENTRACION DE MATERIALES DE RELLENO MAGNETICO-CONDUCTIVOS EN LAS SUPERFICIES DE ACOPLAMIENTO Y POR LA FUSION POR CALOR INDUCTIVO DE ESTAS SUPERFICIES. LOS MEDIOS DE FIJACION SE FABRICAN POR INYECCION DE MATERIALES TERMOPLASTICOS FUNDIDOS EN UN MOLDE, EN EL QUE EL MATERIAL MAGNETICO-CONDUCTIVO DE RELLENO HA SIDO PREVIAMENTE EXPUESTOS A UN CAMPO MAGNETICO Y TENIENDO UNA INTENSIDAD Y DIRECCION ADECUADAS PARA PROVOCAR LA MIGRACION DEL RELLENO HACIA LA SUPERFICIE DE LOS ELEMENTOS MOLDEADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1992). Solicitante/s: FIAT AUTO S.P.A.. Clasificación: B30B15/00, B29C33/72.
LA LAMINA ES PARTICULARMENTE APROPIADA PARA LIMPIAR PLACAS DE MATRICES. CONSISTE EN UNA LAMINA COMPRESIBLE DE MATERIAL DE PLASTICO ESPONJOSO, UNA CAPA ADHESIVA QUE ES FLEXIBLE Y VISCOSA A LA TEMPERATURA AMBIENTE Y DEPOSITADA EN CADA CARA DE LA LAMINA Y UNA LAMINA DE RECUBRIMIENTO EXTERIOR DE TEJIDO SUPERPUESTO SOBRE CADA CAPA DE ADHESION.
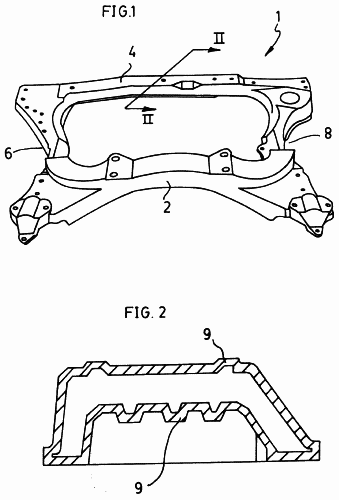
BASTIDOR AUXILIAR PARA EL SOPORTE DEL GRUPO PROPULSOR DE UN VEHICULO AUTOMOVIL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1991). Ver ilustración. Solicitante/s: FIAT AUTO S.P.A.. Clasificación: B60K5/00.
BASTIDOR AUXILIAR PARA EL SOPORTE DEL GRUPO PROPULSOR DE UN VEHICULO AUTOMOVIL, CARACTERIZADO POR EL HECHO DE ESTAR FORMADO POR UNA ESTRUCTURA MONOLITICA, DE SECCION TRANSVERSAL SUBSTANCIALMENTE EN U, PROVISTA DE NERVADURAS DE REFUERZO DE MATERIAL PLASTICO MOLDEADO REFORZADO CON FIBRAS.
{kind=link}