Máquina de electroerosión por hilo.
Secciones de la CIP Electricidad Técnicas industriales diversas y transportes
(06/12/2017). Solicitante/s: Agie Charmilles SA. Clasificación: H05K7/20, B23H11/00, B23H1/02.
Máquina de electroerosión por hilo que tiene un depósito de trabajo y un cerramiento de generador que contiene un módulo generador de pulsos , que comprende, al menos, dos PCB , en la que
el cerramiento del generador está montado en el exterior del depósito de trabajo , caracterizado por el hecho de que las, al menos dos, PCB están dispuestas en un plano y en que el módulo generador de pulsos comprende, al menos, una placa del generador , que incluye uno, o más, módulos de potencia y un circuito controlador del generador.
PDF original: ES-2660512_T3.pdf
Unidad de placa de circuitos impresos y procedimiento para su fabricación.
(28/05/2014) Procedimiento de fabricación de una unidad de placa de circuitos impresos, en la que:
- se instalan y se sueldan con estaño automáticamente componentes acoplables en superficie en una placa de circuitos impresos,
- se montan elementos de potencia acoplables en superficie y cargados térmicamente sobre la placa de circuitos impresos en zonas térmicamente conductoras, en las que se disponen vías (interconexión vertical entre capas de una placa) metálicas para la conducción térmica,
- se dispone una capa térmicamente conductora y eléctricamente aislante entre los elementos de potencia acoplables en superficie y uno o varios cuerpos…
Procedimiento y dispositivo para la transmisión digital de datos.
(12/02/2014) Procedimiento para la transmisión digital de datos de eventos estocásticos en una máquina herramienta a través de un cable de datos (6, ENLACE) con varios pares de conductores trenzados (ENLACE_ASCENDENTE, ENLACE_DESCENTENTE, abreviadamente ENL_ASC, ENL_DESC en los dibujos), de los que al menos un par de conductores está previsto para una transferencia de datos en serie, caracterizado por que se prevé al menos otro par de conductores (ENLACE_A, ENLACE_B, abreviadamente ENL_A, ENL_B en los dibujos) para la retransmisión de eventos estocásticos y por que se señaliza el evento estocástico por medio de un impulso individual retransmitido…
(24/10/2013) Refrigeración híbrida para una unidad de placas de circuitos impresos, con: al menos un disipador de calor configurado de tal manera que pueda absorber calor de elementos constitutivos de potencia que pueden sermontados en la superficie de una unidad de placas de circuitos impresos, presentando el disipador de calor unsector para la refrigeración por líquido y un sector para la refrigeración por aire, de tal manera que pueda entregarcalor tanto a un medio refrigerante gaseoso como a un medio refrigerante líquido, caracterizado porque el flujotérmico a los sectores del disipador de calor que son refrigerados por líquido está desligado del…
Método y generador para mecanizado por descarga eléctrica.
(12/07/2013) Método para generar una secuencia temporal de pulsos de descarga separados entre sí por pausas depulso para mecanizado por descarga eléctrica en el que al menos se descargan dos condensadores depulsos cada uno en forma de un pulso parcial en la distancia entre electrodos para formarconjuntamente un pulso de descarga, caracterizado porque los condensadores de pulsos se carganmediante una fuente de corriente bipolar y porque un pulso de descarga que tiene una forma de ondapredeterminada se selecciona de una pluralidad de pulsos de descarga que tienen diferentes formas deonda predeterminadas y la descarga de dichos al menos dos condensadores de pulsos se controla detal manera que dicho pulso de descarga seleccionado…
Procedimiento y generador para mecanizado por electroerosión.
(14/03/2012) Un procedimiento de generación de una secuencia temporal de impulsos de descarga para mecanizado por electroerosión en el que al menos un condensador de impulsos para generar el impulso de descarga es cargado con una tensión de carga (U_chrg) que tiene una primera polaridad y luego descargado dentro de la separación entre electrodos, caracterizado porque después de su descarga dicho condensador de impulsos
es recargado con una tensión de carga (U_chrg) que tiene una segunda polaridad, opuesta a la primera polaridad, siendo la segunda polaridad la misma polaridad que la de dicha tensión residual (U_end) que aún existe en dicho condensador de impulsos después de su descarga, y porque dicho condensador de impulsos es descargado luego dentro de dicha separación entre electrodos mediante un impulso de descarga cuya…
UNIDAD DE PLACA DE CIRCUITO Y PROCEDIMIENTO PARA LA PRODUCCIÓN DE LA MISMA.
(19/07/2011) Un procedimiento de producción de una unidad de placa de circuito que comprende las etapas: - producir un laminado superior de la placa de circuito con pistas conductoras sobre el lado superior y dispositivos de montaje superficial SMD montados en el mismo de un grosor dimensionado de manera que un calor estimado disipado por los SMD es transportado desde el lado superior hasta el lado inferior del laminado superior de la placa de circuito , - poner un laminado eléctricamente aislante en contacto térmico bajo el laminado superior de la placa de circuito , - proveer uno o más orificios pasantes metalizados para transportar el calor disipado desde el lado superior hasta el lado inferior del laminado superior en lugares por debajo de al menos uno de los SMD con elevada disipación de calor estimado,…
PROCEDIMIENTO Y GENERADOR PARA MECANIZADO POR ELECTROEROSIÓN.
(02/03/2011) Un procedimiento de generación de una secuencia temporal de impulsos de electroerosión (EDM) que tienen una tensión de encendido predefinida para mecanizado por electroerosión en el que se genera una tensión de CA a partir de una tensión de CC proporcionada por una fuente de corriente bipolar , dicha tensión de CA es aplicada a un transformador de aislamiento dispuesto entre dicha fuente de corriente bipolar y el entrehierro (EL, WS), al menos un primer condensador de impulsos es cargado por dicha fuente de corriente bipolar hasta una tensión de carga que corresponde a la tensión de encendido, y dicha tensión de encendido…
PROCEDIMIENTO DE FUNCIONAMIENTO DE UNA MÁQUINA DE MECANIZADO POR ELECTROEROSIÓN Y UN SISTEMA DE MECANIZADO POR ELECTROEROSIÓN.
(02/03/2011) Un procedimiento de funcionamiento de una máquina de electroerosión para mecanizar una pieza de trabajo, en el que: al menos una de las funciones de controlar, monitorizar y llevar a cabo el mecanizado de la pieza de trabajo se realiza mediante una pluralidad de módulos de hardware configurables (ACCIONAMIENTO; GEN; CONTROL), dichos módulos (ACCIONAMIENTO; GEN; CONTROL) están dispuestos en la máquina , dichos módulos (ACCIONAMIENTO; GEN; CONTROL) están enlazados por enlaces de datos de una red de datos a un nodo de la red de datos para al menos una de las funciones de enviar datos a dicho nodo y recibir datos desde dicho nodo , y al menos uno de dichos módulos…
PROCEDIMIENTO Y APARATO PARA GENERAR IMPULSOS PARA MECANIZADO POR ELECTROEROSION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2008). Ver ilustración. Solicitante/s: AGIE SA. Clasificación: B23H11/00, B23H1/02.
Método de generación de pulsos de mecanizado para mecanizado por electroerosión mediante la descarga de la energía almacenada de manera sustancialmente capacitiva en al menos una línea (6a a 6d) que aplica una tensión a un espacio de trabajo formado entre un electrodo de mecanizado y una pieza de trabajo, que comprende las etapas de: cargar la línea (6a a 6d) a través de un primer circuito de carga mediante una fuente de tensión, descargar la línea (6a a 6d) tras la ignición del espacio de chispa a través de un diodo conectado entre la línea y el espacio (5a a 5d) de trabajo, sin utilizar equilibrado de impedancias en el espacio de trabajo, y volver a cargar la línea (5a a 5d) después de un tiempo sin pulsos predefinido.
METODO Y APARATO PARA EL MECANIZADO DE ACABADOS MEDIANTE ELECTROEROSION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/2004). Solicitante/s: AGIE SA. Clasificación: B23H7/04, B23H1/02, B23H7/18, B23H7/06.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA ELABORACION FINA EROSIVA CON CHISPAS EN LA OBTENCION DE CALIDADES SUPERFICIALES MENORES DE R A = 0,1 MI M. SE PROPONE UN TIPO DE OPERACION INTERMITENTE ENTRE IMPULSOS DE EROSION E IMPULSOS DE MEDICION, PARA EVADIR UN EFECTO DE AUTORREGULACION PERTURBADORA EN LA ELABORACION DE MECANIZACION FINA. PARA ELLO SE OBTIENE UNA CERTEZA DE CONTORNO EN CORTES DE ALAMBRE Y UNA EXACTITUD DE FORMACION DE IMAGEN EN DESCENSO EN LA ZONA COMO SITUACION MEJOR DE 1 MI M. LA INVENCION PUEDE SER UTILIZADA VENTAJOSAMENTE PARA MECANIZACIONES EN LA ZONA DE MICRAS, PERO TAMBIEN PUEDE SER UTILIZADA PARA MECANIZACION DE DESCENSO CON ELECTRODOS DE SUPERFICIE GRANDE. LA MEJORA SE DISPONE DE TAL MODO EN UN TIEMPO DE MECANIZACION MAS CORTO, QUE TAMBIEN ES REPRODUCIBLE Y MEJORABLE EN UNA PRECISION MAS ALTA.
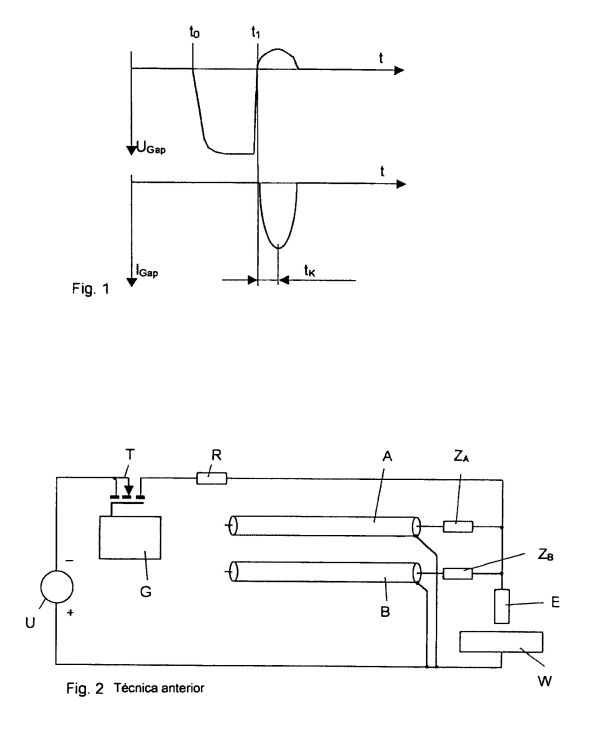
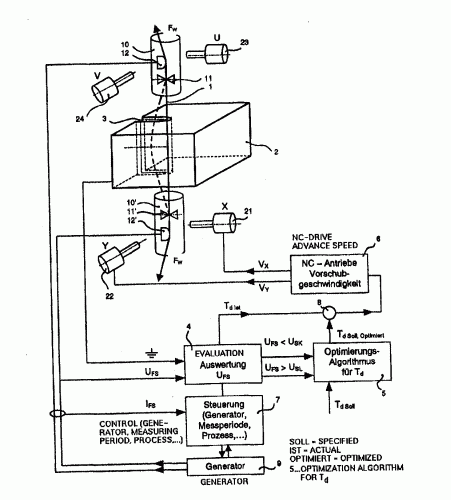
PROCEDIMIENTO PARA EL MECANIZADO ELECTROEROSIVO DE UNA PIEZA, Y DISPOSITIVO CORRESPONDIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/2001). Ver ilustración. Solicitante/s: AGIE SA. Clasificación: B23H7/04, B23H7/06.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO O DISPOSITIVO PARA UN MECANIZADO ELECTROEROSIVO, GEOMETRICAMENTE PRECISO, DE UNA PIEZA. LA INVENCION ES ESPECIALMENTE VALIOSA PARA EFECTUAR EL MECANIZADO FINO, POR EJEMPLO, PARA OBTENER SUPERFICIES PRECISAS CON R A < 0,1 MI M. LA INVENCION PROPORCIONA UN PRO CEDIMIENTO OPERATIVO INTERMITENTE EN EL QUE LOS IMPULSOS DE EROSION SE UTILIZAN AMBOS CON UNA FUNCION BASICAMENTE DE RETIRADA Y CON UNA FUNCION BASICAMENTE DE MEDICION. COMO RESULTADO, SE OBTIENE UN LIMITE SUPERIOR EN EL RANGO SUPERIOR A MI M CUANDO SE CORTA EL ALAMBRE. LA INVENCION ES ADECUADA PARA EL MECANIZADO EN LA GAMA DE MICROMETROS, PERO PUEDE TAMBIEN UTILIZARSE PARA APLICACIONES NORMALES. LA INVENCION PERMITE UN TIEMPO MAS BREVE DE MECANIZADO, UNA MAYOR PRECISION Y UNA MEJOR REPRODUCTIBILIDAD.
{kind=link}
{kind=link}