8 inventos, patentes y modelos de COSTE, JEAN-PHILIPPE
Procedimiento de fabricación de una placa alveolar.
(02/07/2014) Procedimiento de fabricación de una placa alveolar, que comprende dos paredes de cubierta espaciadas una de la otra y unidas entre sí por tirantes, por extrusión de material plástico a través de una hilera entre cuyos labios están dispuestos al menos dos canales de laminado unidos por una pluralidad de ranuras de formación de tirantes abiertos en la dirección de extrusión, siendo alimentadas las ranuras a partir de los canales de laminado, caracterizado por el hecho de que los canales de laminado son alimentados independientemente uno del otro a partir de dos fuentes de materiales distintos a presiones diferentes y/o con materiales de viscosidades o fluideces diferentes de modo que el espesor de los tirantes en la proximidad de una cubierta sea superior al de aquél en…
HOJA DE SOPORTE DE IMPRESION SERIGRAFICA O DIGITAL.
(01/12/2010) Procedimiento de fabricación de una hoja con estructura de nido de abeja, de acuerdo con el cual se extruyen separadamente tres películas , se termoforma una película que forma la capa central con salientes (4B) al menos en una cara, y se aplican y se unen las otras dos películas que forman capas panas en cada una de las caras de la capa central, caracterizado por el hecho de que el material que constituye cada una de las tres capas es realizado a partir de una mezcla que comprende en peso: 30% a 80% de polipropileno copolímero, 0% a 50% de polipropileno homopolímero, 0% a 10% de polietileno de baja densidad lineal, 5% a 30% de mezcla madre rigidizante…
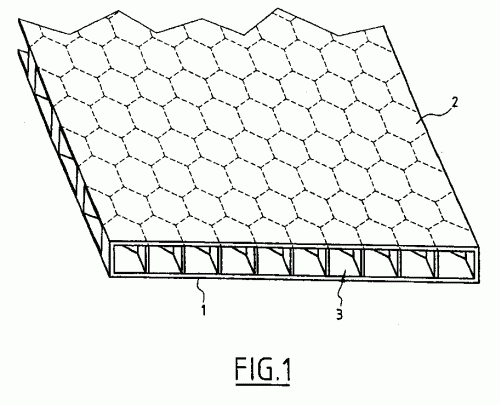
PLACAS ALVEOLARES DE MATERIAL TERMOPLASTICO, PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE DICHAS PLACAS.
Secciones de la CIP Técnicas industriales diversas y transportes Construcciones fijas
(16/06/2006). Ver ilustración. Solicitante/s: KAYSERSBERG PACKAGING. Clasificación: B65D65/40, B32B3/12, E04C2/20, B29D24/00, B29C47/20.
Placas en material termoplástico que presentan dos capas o «coberturas» continuas, paralelas, estando reunidas dichas capas, en una sola pieza, por un conjunto de riostras sustancialmente perpendiculares a dichas capas y formando unos alvéolos yuxtapuestos, siendo extrusionadas las dos capas y la riostras simultáneamente.
PLACAS DE POLICARBONATO, PRINCIPALMENTE PLACAS DESTINADAS PARA CUBIERTAS.
Sección de la CIP Construcciones fijas
(16/12/2002). Solicitante/s: KAYSERSBERG PACKAGING. Clasificación: E04C2/54, E04C2/34, E04C2/20, E04D3/06.
PLACA DE POLICARBONATO TRANSPARENTE OBTENIDA POR EXTRUSION Y QUE PRESENTA SOBRE SUS DOS CARAS EXTERNAS, DOS LAMINAS EXTERNAS REUNIDAS POR TRAVIESAS , QUE SE EXTIENDEN PERPENDICULARMENTE A DICHAS LAMINAS, SEGUN UN MOTIVO PERIODICO, Y QUE COMPRENDE TRAVIESAS OBLICUAS, CARACTERIZADA POR QUE LLEVA CERCA DE UNA AL MENOS DE DICHAS LAMINAS EXTERNAS OTRA LAMINA INTERNA PARALELA Y SEPARADA A UNA DISTANCIA PEQUEÑA RESPECTO DEL ESPESOR DE LA PLACA, DE MANERA QUE FORME, ENTRE DICHA LAMINA EXTERNA Y DICHA LAMINA INTERNA , UN ALVEOLO RECTANGULAR DE POCA ALTURA U , DEL OTRO LADO DE DICHA LAMINA INTERNA UN VOLUMEN RECTANGULAR O CUADRADO, DIVIDIDO EN DOS POR UNA LAMINA OBLICUA QUE SE EXTIENDE SEGUN UNA DIAGONAL DE DICHO VOLUMEN RECTANGULAR O CUADRADO.
PROCEDIMIENTO PARA LA FABRICACION DE UNA PLACA A BASE DE POLICARBONATO DESTINADA A LA FABRICACION DE UNA CONSTRUCCION, ESPECIALMENTE DE UN INVERNADERO.
Secciones de la CIP Necesidades corrientes de la vida Construcciones fijas Técnicas industriales diversas y transportes
(16/08/2001). Solicitante/s: KAYSERSBERG PACKAGING. Clasificación: A01G9/14, E04C2/54, B32B27/20, B32B27/36.
LA INVENCION SE REFIERE GENERALMENTE A UN PROCESO DE FABRICACION DE UNA PLACA A BASE DE POLICARBONATO DESTINADO A LA FABRICACION DE CONSTRUCCIONES, PARTICULARMENTE DE INVERNADERO Y QUE COMPRENDE UNA CAPA DE NUCLEO Y A L MENOS UNA CAPA DE REVESTIMIENTO. SEGUN LA INVENCION, EL PROCESO COSISTE EN PREPARAR UNA COMPOSICION PARA DICHA CAPA DE REVESTIMIENTO INCORPORANDO PARTICULAS METALICAS BRILLANTES DE UN DIAMETRO MEDIO QUE VA DE APROXIMADAMENTE 200 A APROXIMADAMENTE 500 (MU)M EN POLICARBONATO Y COEXTRUIR DICHA CAPA DE REVESTIMIENTO EN POLICARBONATO, PARA DISMINUIR PARCIALMENTE LA TRANSMISION LUMINOSA DE LA PLACA Y, DE MANERA A REDUCIR EL EFECTO DE INVERNADERO. LA INVENCION ENCUENTRA SU APLICACION EN EL CAMPO DE LA CONSTRUCCION.
PLACA MONOCAPA ANTIDESLIZANTE PARA INTERCALARES O EMBALAJES.
Sección de la CIP Química y metalurgia
(01/07/2000). Solicitante/s: KAYSERSBERG PACKAGING. Clasificación: C08L23/10, C08L53/00.
LA INVENCION SE REFIERE GENERALMENTE A UNA PLACA MONOCAPA ANTIDESLIZANTE PARA SEPARADORES O EMBALAJES. SEGUN LA INVENCION, LA COMPOSICION DE LA PLACA LLEVA ENTRE APROXIMADAMENTE UN 20 Y APROXIMADAMENTE UN 50 % EN PESO DE UN COMPONENTE TERMOPLASTICO COMPATIBLE CON LAS POLIOLEFINAS Y DOTADO DE PROPIEDADES ANTIDESLIZANTES Y ENTRE APROXIMADAMENTE UN 50 Y APROXIMADAMENTE UN 80 % EN PESO DE UNA MEZCLA DE UN COMPONENTE POLIPROPILENO HOMOPOLIMERO Y DE UN COMPONENTE POLIPROPILENO COPOLIMERO HETEROFASICO, VARIANDO EL ESPESOR DE LA PLACA EN UN INTERVALO QUE ESTA ENTRE APROXIMADAMENTE 0,3 Y APROXIMADAMENTE 10 MILIMETROS Y EL GRAMAJE EN UN INTERVALO QUE ESTA ENTRE APROXIMADAMENTE 200 Y APROXIMADAMENTE 2.000 G/M{SUP,2}. LA INVENCION ENCUENTRA PARTICULARMENTE SU APLICACION EN LOS EMBALAJES O SEPARADORES DE PALETIZACION PARA CONTINENTES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1997). Solicitante/s: KAYSERSBERG PACKAGING S.A. Clasificación: B32B3/02.
PLACA PARA SEPARADORES O EMBALAJES COMPUESTOS POR UNA CAPA DE NUCLEO DE POLIOLEFINA CARACTERIZADA EN QUE COMPRENDE SOBRE AL MENOS UNA DE SUS CARAS UNA CAPA EXTERNA ANTIDESLIZANTE QUE CONTIENE UN PRODUCTO TERMOPLASTICO COMPATIBLE CON LAS POLIOLEFINAS Y QUE POSEE PROPIEDADES ANTIDESLIZANTES.
PROCEDIMIENTO PARA LA FABRICACION DE UNA PELICULA CONTRAIBLE.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(16/01/1994). Solicitante/s: BOLLORE TECHNOLOGIES. Clasificación: C08J5/18, B29C55/14.
EL PROCEDIMIENTO DE FABRICACION DE UNA PELICULA TERMOPLASTICA, QUE SE CONTRAE POR EL CALOR, CONSISTE EN CALENTAR POR ENCIMA DE SU TEMPERATURA DE FUSION Y EXTRUIR A TRAVES DE UNA HILERA PLANA UN COPOLIMERO LINEAL DE ETILENO CON UN COMONOMERO DE (ALFA)-OLEFINA C4-C8, DE DENSIDAD COMPRENDIDA ENTRE 0,9 Y 0,94, Y CUYO INDICE DE FLUIDEZ EN ESTADO FUNDIDO ESTA COMPRENDIDO ENTRE 1 Y 7 G/10 MN, PASAR DICHO COPOLIMERO SOBRE UN TAMBOR ENFRIADO A UNA TEMPERATURA DE TEMPLE ELEGIDA EN FUNCION DEL ESPESOR DE LA PELICULA A OBTENER, EN RECALENTARLO HASTA UNA PRIMERA TEMPERATURA, EN ESTIRARLO HASTA POR LO MENOS 3 VECES LA DIMENSION INICIAL DE LA PELICULA NO ESTIRADA, EN CALENTARLO A UNA SEGUNDA TEMPERATURA, SUPERIOR A LA PRIMERA PERO INFERIOR A SU TEMPERATURA DE FUSION, EN ESTIRARLO EN EL SENTIDO PERPENDICULAR, CON AYUDA DE PINZAS, HASTA POR LO MENOS 5 VECES SU DIMENSION INICIAL, Y FINALMENTE ENFRIAR LA PELICULA OBTENIDA A LA TEMPERATURA AMBIENTE. ESTA PELICULA ES SUSCEPTIBLE DE SER APLICADA EN EL CAMPO DEL EMBALAJE.
{kind=link}