8 inventos, patentes y modelos de CESANO, FRANCO
APARATO Y PROCEDIMIENTO PARA PRODUCIR UN ARTICULO FABRICADO DE MATERIALES TERMOPLASTICOS Y TERMOENDURECIBLES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2008). Ver ilustración. Solicitante/s: CRS SRL CENTRO RICERCHE E SPERIMENTAZIONI. Clasificación: B29C69/02, B60R13/02, B29C45/14, B29C43/36, B29C45/56.
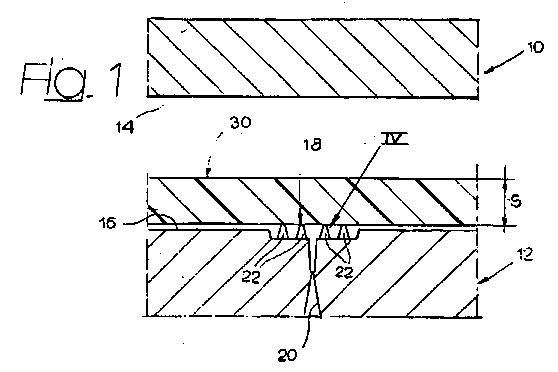
Un aparato para moldear un artículo fabricado de material termoendurecible y termoplástico, que comprende: - una primera y una segunda mitad de molde dotadas de respectivas superficies de moldeo por compresión adecuadas para comprimir entre ellas una o más placas , intercalado o aglomerado, fabricadas de material termoendurecible moldeable, y - al menos una zona de moldeo por inyección que comprende una cámara que se comunica con al menos una de dichas superficies de moldeo por compresión, en la que, en funcionamiento, se inyecta material termoplástico, caracterizado porque comprende medios separadores previstos en dicha zona de moldeo por inyección, extendiéndose dichos medios separadores dentro de dicha cámara y situados de tal manera que impiden que dicha placa penetre en dicha zona de moldeo por inyección cuando se comprime entre dichas superficies de moldeo por compresión.
CAJA DE PLASTICO APILABLE Y ENCAJABLE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2004). Ver ilustración. Solicitante/s: SICAV SAS DI MILITERNI & C. Clasificación: B65D21/04.
UNA CAJA DE MATERIAL PLASTICO QUE COMPRENDE UNA PARED INFERIOR DE FORMA RECTANGULAR, DE LA CUAL SE PROYECTA UN PAR DE PAREDES LATERALES MAS CORTAS . LA CAJA COMPRENDE UN PRIMER Y UN SEGUNDO PAR DE ELEMENTOS DE SOPORTE DE LOS CUALES EL PRIMER PAR ESTA DISPUESTO A LO LARGO DE UNA PRIMERA PARED LATERAL Y LOS ELEMENTOS DE SOPORTE DEL SEGUNDO PAR ESTAN DISPUESTOS A LO LARGO DE PAREDES LATERALES RESPECTIVAS , QUE TIENEN UNA FORMA ORTOGONAL CON RESPECTO A LA PRIMERA PARED. LOS ELEMENTOS DE TRANSPORTE ESTAN DISPUESTOS DE MANERA QUE LA CAJA PUEDE SER INTERPENETRADA CON UNA CAJA DEL MISMO TIPO CUANDO LAS DOS CAJAS TIENEN LA MISMA ORIENTACION RELATIVA Y PUEDEN SUPERPONERSE SOBRE UNA CAJA DEL MISMO TIPO CUANDO DOS CAJAS TIENEN UNA ORIENTACION RELATIVA OPUESTA.
PROCEDIMIENTO Y APARATO PARA EL MOLDEO EN CALIENTE DE ARTICULOS DE MATERIAL TERMOPLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2003). Solicitante/s: CRS SRL CENTRO RICERCHE E SPERIMENTAZIONI. Clasificación: B29C45/14, B29C45/44.
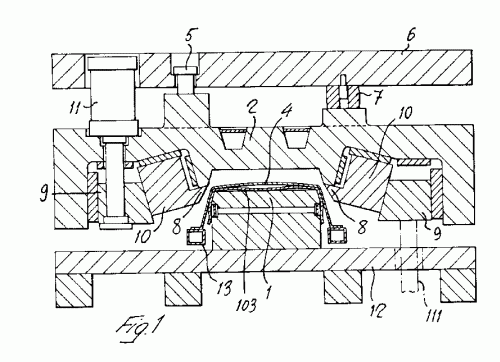
Procedimiento para el moldeo en caliente de artículos (L) realizados en material termoplástico, que comprende las siguientes etapas: - calentar por lo menos una placa de material termoplástico (L) hasta alcanzar una temperatura de plastificación; - comprimir dicha placa calentada (L) entre dos superficies de moldeo , enfrentadas una a la otra, de un par de semimoldes ; y - formar por lo menos un componente fijado a una superficie de la placa (L) mediante la inyección de material plástico a presión elevada en un asiento que comunica con una de dichas superficies de moldeo mientras que la placa está siendo comprimida entre dichas superficies de moldeo , caracterizado porque se prevé en dicho asiento una porción estrecha diseñada para reducir la presión del material plástico inyectado en contacto con la placa (L).
UN APARATO PARA FABRICAR UN COMPONENTE OBTENIDO A PARTIR DE DOS HOJAS TERMOPLASTICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1999). Solicitante/s: CESANO, FRANCO. Clasificación: B29C49/00, B29C49/48.
UN EQUIPAMIENTO PARA PRODUCIR UN COMPONENTE OBTENIDO DE DOS LAMINAS DE UN MATERIAL TERMOPLASTICO UNIDAS ENTRE SI, QUE CONSTA DE UNA BOQUILLA SUPERIOR Y UNA INFERIOR Y UN MECANISMO PARA ENVIAR UN CHORRO DE AIRE COMPRIMIDO ENTRE LAS DOS LAMINAS . EL EQUIPAMIENTO INCLUYE ADEMAS UN DESLIZADOR QUE SE PUEDE DESPLAZAR EN ANGULOS DE 90 GRADOS EN LA DIRECCION CERRADA DE LAS DOS BOQUILLAS Y QUE TIENE UNA SUPERFICIE DE TRABAJO QUE CONECTA DOS SUPERFICIES DE TRABAJO DE LA BOQUILLA SUPERIOR Y DE LA BOQUILLA INFERIOR ENTRE SI. DURANTE SU UTILIZACION, LAS DOS LAMINAS SON CONDUCIDAS CONTRA UNA SUPERFICIE MODULADORA FORMADA POR LAS SUPERFICIES DE TRABAJO DE LAS BOQUILLAS SUPERIOR E INFERIOR Y DEL DESLIZADOR MEDIANTE EL EFECTO DEL ENVIO DEL AIRE COMPRIMIDO.
APARATO PARA LA PRODUCCION DE UN ARTICULO TERMOPLASTICO QUE POSEE UNA SECCION TRANSVERSAL INDENTADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1998). Solicitante/s: CESANO, FRANCO. Clasificación: B29C51/34, B29C51/30.
EL EQUIPO COMPRENDE UN ELEMENTO DE MOLDEO QUE TIENE UNA SUPERFICIE DE TRABAJO CONTRA LA QUE SE EMPUJA UNA LAMINA PREVIAMENTE CALENTADA DE MATERIAL TERMOPLASTICO. EL EQUIPO COMPRENDE AL MENOS UN ELEMENTO MOVIBLE PARA DEFINIR UNA CAVIDAD CON UNA SECCION TRANSVERSAL SESGADA QUE, CUANDO SE UTILIZA, INCLUYE UNA PARTE DE LA LAMINA A SER MOLDEADA Y ELEMENTOS DE SUMINISTRO DE AIRE COMPRIMIDO QUE LLEVAN A CABO LA DEFORMACION DE AL MENOS UNA PARTE DE LA LAMINA POR MEDIO DE UN CHORRO DE AIRE COMPRIMIDO.
PROCESO PARA LA PRODUCCION DE OBJETOS HUECOS DE MATERIAL TERMOPLASTICO Y LOS OBJETOS HUECOS PRODUCIDOS POR EL MISMO.
(01/05/1998) UN PROCESO PARA LA PRODUCCION DE OBJETOS HUECOS DE MATERIAL TERMOPLASTICO, QUE CONSTA DE UNA PRIMERA FASE EN DONDE DOS LAMINAS CALENTADAS, ABLANDADAS DE MATERIAL TERMOPLASTICO SE INSERTAN, UNA ENCIMA DE LA OTRA, ENTRE LAS DOS MITADES DE UN MOLDE QUE TIENE UNA SERIE DE CAVIDADES CONECTADAS POR CANALES ; UNA SEGUNDA FASE EN DONDE SE INSERTA UN TUBO DE SUMINISTRO DE LIQUIDO DE MOLDEO ENTRE LAS DOS LAMINAS ; Y UNA TERCERA FASE EN DONDE SE CIERRAN LAS MITADES DE LOS MOLDES , LAS LAMINAS SE UNEN POR MEDIO DE CALOR, Y EL LIQUIDO PRESURIZADO ES SUMINISTRADO POR EL TUBO PARA EL MOLDEO DE LAS LAMINAS EN EL INTERIOR DE LAS CAVIDADES Y FORMANDO UN OBJETO QUE TIENE UN NUMERO DE PARTES HUECAS . UN LIQUIDO SOLIDIFICABLE PUEDE INYECTARSE EN EL INTERIOR DE LAS CAVIDADES DEL OBJETO , QUE…
CAJA DE PLASTICO PLEGABLE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1996). Solicitante/s: CESANO, FRANCO. Clasificación: B65D8/14.
LA CAJA INCLUYE UNAS HOJAS DE MATERIAL PLASTICO MOLDEADO CON UNA PARTE CENTRAL , QUE CONSTITUYE LA BASE DE LA CAJA, Y CUATRO SOLAPAS PLEGABLES , QUE ESTAN ARTICULADAS CON LA PARTE CENTRAL , Y FORMAN LAS PAREDES LATERALES DE LA CAJA. LAS SOLAPAS PLEGABLES ESTAN INTERCONECTADAS POR ESQUINAS VERTICALES , CADA UNA DE LAS CUALES INCLUYEN UN REBORDE CENTRAL Y DOS FILAS DE SEGMENTOS QUE CONSTITUYEN LAS PAREDES OPUESTAS DE UN PAR DE CANALES, PARA ALOJAR LOS BORDES LATERALES DE LAS SOLAPAS . LOS SEGMENTOS EN CADA FILA ESTAN SEPARADOS POR ESPACIO CUYAS ALTURAS, A LO LARGO DEL EJE LONGITUDINAL DEL REBORDE, SON IGUALES O MAYORES QUE LAS ALTURAS DE LOS SEGMENTOS EN LA FILA OPUESTA, A LO LARGO DEL MISMO EJE. LOS SEGMENTOS EN CADA FILA SE ENFRENTAN A LOS ESPACIOS INTERCALADOS ENTRE LOS SEGMENTOS DE LA FILA OPUESTA.
MOLDE PARA LA CUBRICION Y RECORTE DE PRODUCTOS DE MATERIALES PLASTICOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1988). Ver ilustración. Solicitante/s: G.O.R. APPLICAZIONI SPECIALI S.P.A. Clasificación: B29C51/32.
UN MOLDE PARA RECUBRIR Y RECORTAR CUERPOS DE PLASTICO EN EL QUE, EN EL ANGULO ENTRE DOS CUCHILLAS LATERALES QUEDA DISPUESTA UNA CUCHILLA (8') CONFORMADA A DICHO ANGULO Y CUYOS EXTREMOS SE ACOPLAN A LAS SUPERFICIES PLANAS EXTERNAS Y PROLONGACIONES DE LAS CUCHILLAS LATERALES EXISTIENDO MEDIOS (9, 9', 10, 10') PARA DESPLAZAR SIMULTANEAMENTE LAS CUCHILLAS LATERALES Y LA CUCHILLA CONFORMADA INTERPUESTA (8').
{kind=link}
{kind=link}
{kind=link}