25 inventos, patentes y modelos de BURMEISTER, AXEL
Masa de polímero doblemente espumada.
Sección de la CIP Química y metalurgia
(02/05/2018). Solicitante/s: TESA SE. Clasificación: C08J9/12, C08J9/32.
Espuma de polímero, que comprende cavidades formadas por microbalones así como del 6 % al 16 % en volumen, con respecto al volumen total de la espuma de polímero, de cavidades que están envueltas por la matriz de espuma de polímero, caracterizada por que la espuma de polímero es una masa adhesiva sensible a la presión y los microbalones son microesferas huecas que pueden expandirse en su estado básico, rellenas con líquidos de bajo punto de ebullición o gas licuado y que presentan una envoltura de polímero termoplástico.
PDF original: ES-2675206_T3.pdf
Masa adhesiva sensible a la presión.
Sección de la CIP Química y metalurgia
(21/12/2016). Solicitante/s: TESA SE. Clasificación: C09J7/02, C09J133/06, C09J123/22, C08L23/22.
Masa adhesiva sensible a la presión, que comprende al menos un poliisobutileno, al menos un polímero o copolímero de (met)acrilato y eventualmente aditivos,
caracterizada por que
la masa adhesiva sensible a la presión contiene, con respecto al peso de la masa adhesiva sensible a la presión, (a) del 40 al 60 % en peso de poliisobutileno;
(b) del 60 al 40 % en peso de polímero o copolímero de (met)acrilato; y
(c) del 0 al 10 % en peso de aditivos
y en la que la masa adhesiva sensible a la presión no contiene resinas que se vuelven pegajosas.
PDF original: ES-2618850_T3.pdf
Sección de la CIP Química y metalurgia
(28/09/2016). Solicitante/s: TESA SE. Clasificación: C09J133/08.
Masa adhesiva, que contiene:
a) de 30 - 65% en peso, referido al peso total de la masa adhesiva, de al menos de un poli(met)acrilato;
b) de 5-20% en peso, referido al peso total de la masa adhesiva, de al menos un caucho de síntesis;
c) al menos un agente de pegajosidad compatible con el/los poli(met)acrilato(s); y
d) al menos una resina de hidrocarburo distinta de (c) y compatible con el/los caucho(s) de síntesis.
PDF original: ES-2605882_T3.pdf
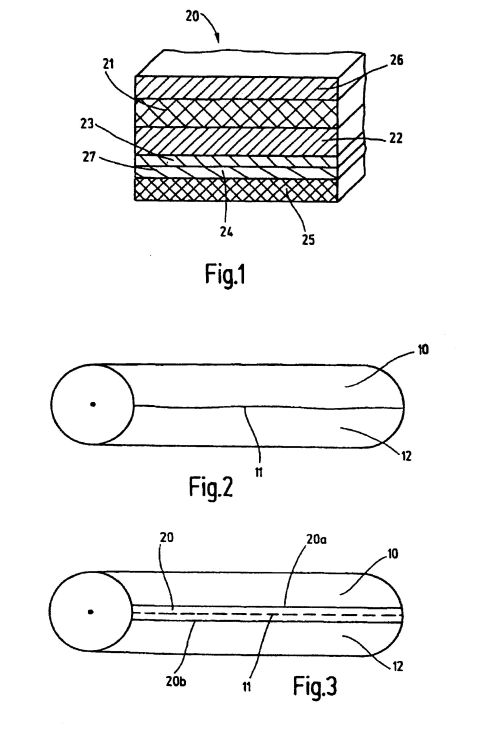
Uso de una cinta adhesiva, en particular para pegar componentes optoelectrónicos.
Sección de la CIP Química y metalurgia
(02/03/2016). Ver ilustración. Solicitante/s: TESA SE. Clasificación: C09J7/02.
Uso de una cinta adhesiva para pegar componentes optoelectrónicos que presenta al menos una capa de espuma y dos capas adhesivas en el lado exterior, estando dispuesta la capa de espuma entre la capa adhesiva superior y la inferior, caracterizado por que entre las capas de adhesivo está presente adicionalmente una lámina de barrera, que se compone de una parte de lámina que se forma por una lámina de plástico de poliéster, y una capa metálica aplicada sobre la parte de lámina, que presenta una WVTR inferior a 5 g/m2.d medida a 37,8 °C y al 90 % de humedad relativa y un grosor de 0,5 a 120 μm.
PDF original: ES-2573905_T3.pdf
Procedimiento para la fabricación de masas poliméricas espumables, procedimiento para la fabricación de masas espumadas a partir de las anteriores, masas poliméricas espumadas y cinta adhesiva provista de ellas.
(29/10/2014) Procedimiento para la fabricación de una masa polimérica espumable empleando microesferas huecas expandibles, caracterizado porque dicho procedimiento empieza con dos tramos separados, en los que
- se emplean microesferas huecas expandibles solamente en uno de los dos tramos separados del proceso;
- en un primer tramo de proceso se mezclan y se desgasifican las primeras materias de partida, a las que pertenecen por lo menos una parte predominante del o de los polímeros a emplear, generándose una mezcla previa;
- en un segundo tramo de proceso se desgasifican las segundas materias de partida, a las que pertenecen las microesferas huecas a emplear,
- se somete esta mezcla previa a una presión tal que la combinación de esta presión con la temperatura de la mezcla previa se sitúe por debajo de la combinación crítica de presión y…
Cinta adhesiva, en especial para el pegado de laminados fotovoltaicos.
(03/09/2014) Cinta adhesiva que tiene por lo menos una capa de espuma y dos capas adhesivas por la cara exterior, dicha capa de espuma está dispuesta entre la capa adhesiva superior y la inferior, caracterizada porque la capa de espuma está configurada como capa de espuma de silicona y porque por lo menos una de las capas adhesivas tiene una masa adhesiva de silicona sensible a la presión basada en una silicona reticulable por adición, que consta de los componentes siguientes:
a) un organopolisiloxano, formado por lo menos por una unidad diorganosiloxano y que en cada molécula lleva por lo menos dos grupos alquenilo unidos al silicio,
b)…
Procedimiento para la fabricación de un sistema de masa espumada.
(30/07/2014) Procedimiento para la fabricación de un sistema de masa espumado, que contiene sustancias térmicamente sensibles, en el que en un primer paso se espuma el sistema de masa a una primera temperatura, caracterizado porque las sustancias térmicamente sensibles se añaden al sistema de masa en un paso posterior a una segunda temperatura más baja que la primera temperatura y porque el sistema de masa es, contiene o puede utilizarse como masa adhesiva, en especial una masa autoadhesiva.
Adhesivos sensibles a la presión, basados en caucho natural y poliacrilatos.
(25/06/2014) Masa adhesiva sensible a la presión, que contiene una mezcla homogénea de caucho natural y por lo menos un componente poliacrilato.
Cinta adhesiva, destinada especialmente a la unión de módulos fotovoltaicos.
(12/03/2014) Método para la adherencia de un módulo fotovoltaico, en el cual se aplica una cinta adhesiva en la zona del borde de un laminado fotovoltaico o bien se introduce en el marco de un módulo fotovoltaico, donde la cinta adhesiva presenta al menos una capa adhesiva que se ha configurado como una capa polimérica que contiene un medio de espumación, y en el cual se incrusta seguidamente el laminado en el marco, que se caracteriza por que la cinta adhesiva se hace espumar tras introducir el laminado en el marco.
Uso de una cinta adhesiva por una cara o por ambas caras para proteger sistemas de capas electrocrómicas depositadas sobre espejos.
(26/02/2014) Uso de una cinta adhesiva idónea para proteger sistemas de capas electrocrómicas con un soporte multicapa para proteger las capas funcionales planas, por ejemplo las capas electrocrómicas, las capas electroluminiscentes y/o los OLED (Organic Light Emitting Devices, plásticos orgánicos como capa luminosa de pantallas de teléfonos móviles y cámaras), en especial para proteger los sistemas de capas electrocrómicas depositadas sobre espejos, en el que el soporte multicapa está formado por lo menos por una parte superior de lámina y una parte inferior, que en cada caso están formadas por lo menos por una lámina de plástico, dicha lámina de plástico de la parte superior de lámina es de poliéster, poliolefina, PUR, PVC, PVDE, PEN, PAN, EVOH, PA o PA con nanocompuestos, y una parte metálica en forma…
Masa adhesiva espumada, de una forma particular, sensible a la presión, su procedimiento de fabricación, así como la utilización de ésta.
(19/08/2013) Una masa adhesiva, conformada en forma de capa, de una forma particular, sensible a la presión, la cual contiene microesferas huecas expandidas, con lo cual, la fuerza de adherencia, de la masa adhesiva con contenido en microesferas huecas, en comparación con la fuerza de adherencia de una masa adhesiva idéntica, en cuanto lo referente a su peso superficial y a su formulación, la cual se desespuma mediante la rotura de los espacios huecos existentes en las microesferas huecas expandidas, se reduce en un porcentaje de cómo máximo un 30%, de una forma preferible, en un porcentaje de cómo máximo un 20%, y de una forma especialmente preferible, en un porcentaje de cómo…
Procedimiento para la obtención de bandas autoadhesivas con microesferas expandidas en la capa soporte.
(14/11/2012) Procedimiento para la obtención de una banda autoadhesiva recubierta con una masa adhesiva sensible a lapresión por una o por ambas caras, la cual presenta una capa soporte que contiene microesferas expandidascon una proporción en volumen desde un 1 % en volumen hasta un 98 % en volumen, en particular, desde un30 % en volumen hasta un 70 % en volumen, en donde:
para la formación de la capa soporte se emplea el caucho natural, el caucho acrilonitrilo-butadieno, el cauchobutilo, el caucho estireno-butadieno o una mezcla de los citados cauchos,
los componentes del soporte se mezclan en una unidad de mezclado, en donde dicha unidad de mezclado secompone de un mezclador…
Masa autoadhesiva espumada, reticulable por reacción química inducida por radiaciones, basada en copolímeros de bloques vinilaromáticos.
(17/04/2012) Masa autoadhesiva formada por una mezcla que contiene:
* una mezcla polimérica que consta de elastómeros termoplásticos y/o no termoplásticos con por lo menos un copolímero de bloques vinilaromáticos, que contiene una cantidad superior al 30 % en peso de dieno unido por las posiciones 1,2 al bloque de elastómero
* por lo menos una resina adhesiva
* microesferas de polímero expandidas dicho copolímero de bloques vinilaromáticos se reticula en el bloque de elastómero por radiación electrónica y/o UV.
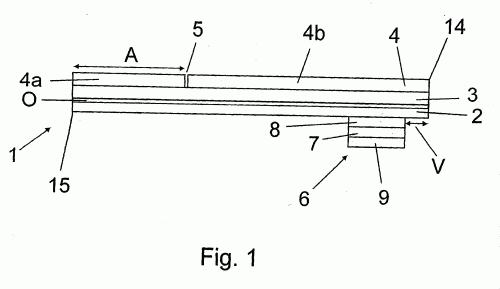
CINTA AISLANTE DESTINADA A LA ELABORACIÓN DE UNA UNIÓN RÁPIDA DESTINADA AL CAMBIO DE CARRETE, MEDIANTE UN SISTEMA SEPARABLE.
(17/10/2011) Cinta adhesiva para la elaboración de una unión entre dos superficies de materiales en forma de cintas enrollados en carretes para efectuar un cambio rápido de carrete, con una masa autoadhesiva y con un sistema separable, para lo cual el sistema separable dispone de dos capas , y en donde entre las capas actúa una fuerza de adhesión y las capas son separables entre sí, mientras sobre la cinta adhesiva actúa una fuerza en sentido normal, que es superior a la fuerza de adhesión, caracterizada por que, una de las dos capas es una capa detectable en forma de una lámina metálica
ESTRUCTURA PLANA PROVISTA POR LO MENOS PARCIALMENTE CON UNA MASA AUTOADHESIVA.
(08/04/2011) Procedimiento para el pegado de una estructura plana por lo menos parcialmente, provista de una masa autoadhesiva, sobre un substrato, en donde dicha masa autoadhesiva de la estructura plana está presente bajo la forma de una pluralidad de cuerpos geométricos sobre una primera capa de la superficie de la estructura plana, y la superficie de por lo menos ciertos cuerpos geométricos está por lo menos parcialmente tratada de tal manera que la parte tratada de la superficie presenta una adhesividad más débil que la masa autoadhesiva no tratada, caracterizado porque, al aumentar la presión de aplicación unas zonas no tratadas de la superficie de la masa autoadhesiva entran en contacto con el substrato, por la deformación de los cuerpos geométricos y opcionalmente las zonas tratadas se rompen de manera que la masa autoadhesiva emerge
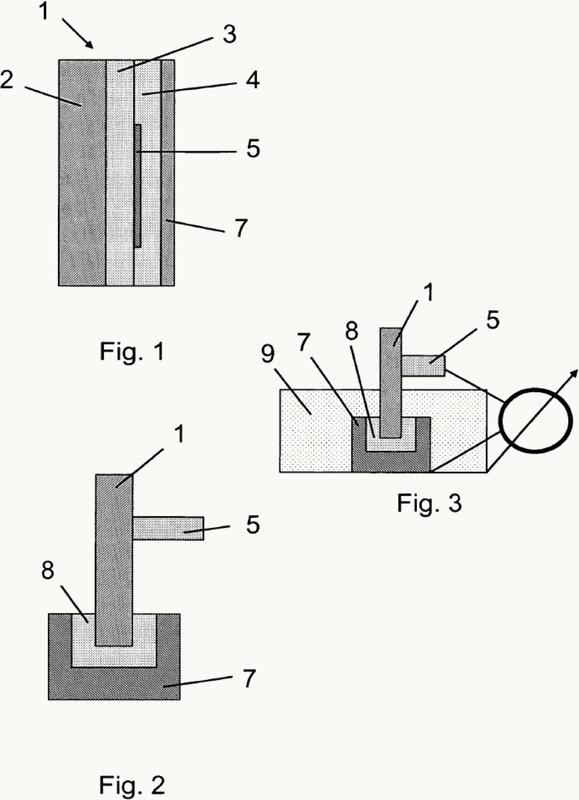
CINTA ADHESIVA PARA LA PREPARACION DE UNA UNION DE TIPO EMPALME.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2009). Ver ilustración. Solicitante/s: TESA AG. Clasificación: B65H19/10.
Cinta adhesiva con un material soporte , que está recubierto por su cara superior con una masa autoadhesiva y está dotada por la cara inferior opuesta del material soporte con un sistema escindible , que a su vez está dotado por su cara inferior con otra masa adhesiva , para soltar una unión pegada de materiales que se solapan, en especial para formar una unión de tipo empalme (splice) entre dos materiales de tipo banda plana enrollados en bobinas, durante un cambio rápido de bobinas, caracterizada porque el sistema escindible se separa hasta el solapamiento y en el punto del solapamiento de los dos materiales pegados se rompen (separan) una parte del sistema escindible y también la masa adhesiva subyacente , de modo que el resto (24a) del sistema escindible que queda sobre la parte solapada cubre de modo no adhesivo a la masa autoadhesiva restante (25a).
CINTA ADHESIVA DETECTABLE AUTOMATICAMENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2007). Solicitante/s: TESA AG. Clasificación: B65H19/10.
Cinta adhesiva para cambio rápido de rollos de material plano en banda continua enrollada en carretes, provisto por lo menos de un sistema adhesivo separable , caracterizado porqué, la cinta adhesiva está provista como mínimo de un transpondedor (T) que puede ser detectado por medio de un detector.
CINTA ADHESIVA DETECTABLE POR MEDIO DE UNA MAQUINA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2006). Ver ilustración. Solicitante/s: TESA AG. Clasificación: B65H19/10.
Cinta adhesiva para el cambio de rollos desmontable de un lado o voladizo de material en una tira plana arrollado a los rollos o bobinas, dotada de al menos un sistema adhesivo escindible , que se caracteriza por que la cinta adhesiva está equipada con un dispositivo reconocible o detectable ópticamente por medio de un detector, a saber, un código de barras, una red de difracción y /o un holograma, mediante el cual se pueden transmitir junto a la propia actividad de detección otras informaciones adicionales.
PROCEDIMIENTO DE FABRICACION DE PELICULAS POLIMERICAS NANO/MICROESTRUCTURADAS.
(01/11/2006) Método para la producción de películas poliméricas nano/microestructuradas en el que un polímero es guiado dentro de una ranura, formada por un rodillo y un dispositivo que ejerce una contrapresión, el polímero es presionado a través de la ranura, el polímero tras pasar la ranura se extiende sobre el rodillo en forma de película, que está envuelto por un molde para fundición inyectada que está provisto de un relieve, que equivale al negativo de la estructura superficial que se va a fabricar sobre la lámina polimérica y donde la profundidad de la estructura de la superficie del molde se encuentra entre 10 nm y 10.000 µm, de manera que la superficie próxima al rodillo de la lámina…
UTILIZACION DE RESINAS FENOLICAS REACTIVAS EN LA FABRICACION DE COMPOSICIONES AUTOADHESIVAS ALTAMENTE VISCOSAS.
Sección de la CIP Química y metalurgia
(16/10/2006). Ver ilustración. Solicitante/s: BEIERSDORF AG. Clasificación: C08L61/06, C09J107/00, C09J161/04.
Adhesivo fundido a base de caucho natural, que consta de cómo mínimo 100 partes de materia de caucho natural, 1 hasta 200 partes de materia de una o varias resinas plastificantes 1 hasta 100 partes de materia de una o varias resinas fenólicas reactivas con contenidos en metilol de 1 hasta 20% en peso respecto a la resina fenólica reactiva 1 hasta 100 partes de materia de sustancias que aceleran la reticulación.
EMPLEO DE ISOCIANATOS EN LA FABRICACION DE MASAS AUTOADHESIVAS DE ALTA VISCOSIDAD.
Sección de la CIP Química y metalurgia
(16/07/2005). Solicitante/s: TESA AG. Clasificación: C09J11/06, C09J107/00, C09J121/00.
Empleo de uno o varios isocianatos polifuncionales exentos de agentes bloqueadores, para la fabricación de un adhesivo de contacto por fusión a base de uno o varios elastómeros no termoplásticos, compuesto por lo menos de 100 partes en masa del elastómero o elastómeros no termoplásticos, 1 a 200 partes en masa de una o varias resinas para dar pegajosidad, en donde el adhesivo de contacto por fusión contiene de 8 milimoles a 5 moles de grupos isocianato reactivos del isocianato por kilogramo, del o de los elastómeros no termoplásticos empleados.
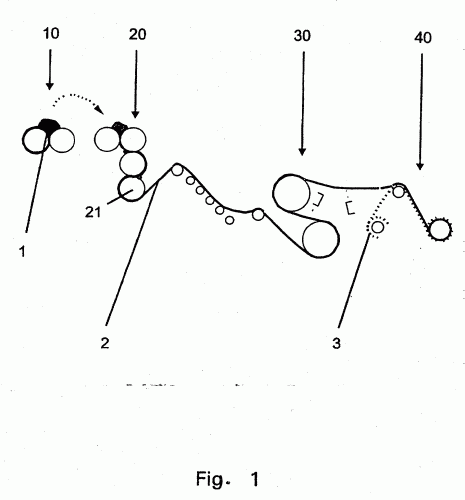
PROCEDIMIENTO PARA LA FABRICACION DE UNA BANDA TRANSPORTADORA DE ELASTOMERO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2005). Ver ilustración. Solicitante/s: TESA AG. Clasificación: B29C43/24.
Procedimiento para la fabricación de una banda soporte de menos , conteniendo las siguientes fases: a) entrega de una mezcla de polímero especialmente en un mezclador, b) transporte de la mezcla de polímero preconfeccionado en una calandra, formada por lo menos de dos cilindros, c) conformación de la mezcla de polímero en la calandra en una banda, d) aplicación de un soporte auxiliar en forma de banda, mediante un cilindro del cliente, que con el cilindro de calandra último conformador está en contacto para el alojamiento de la banda, y e) eventualmente enfriamiento, reticulación y/o enrollado de la banda que se encuentra en el soporte auxiliar.
EMPLEO DE AZUFRE Y DE DADORES DE AZUFRE PARA RETICULAR MASAS TERMOFUSIBLES AUTOADHESIVAS DE ALTA VISCOSIDAD BASADAS EN ELASTOMEROS NO TERMOPLASTICOS.
Sección de la CIP Química y metalurgia
(16/06/2004). Solicitante/s: BEIERSDORF AG. Clasificación: C09J7/02, C08J3/24, C08F8/34, C09J121/00.
Adhesivo termofusible, basado en uno o varios elastómeros no termoplásticos, que consta de: 100 partes en masa del o de los elastómeros no termoplásticos, 1 hasta 200 partes en masa de una o varias resinas taquificantes, así como azufre o dadores de azufre, de manera que el adhesivo termofusible contenga de 20 milimoles hasta 8 moles de azufre libre por kilo del o de los elastómeros no termoplásticos empleados.
RETICULACION DE ADHESIVOS DE FUSION EN CALIENTE A BASE DE ACRILATO.
Sección de la CIP Química y metalurgia
(01/05/2004). Solicitante/s: BEIERSDORF AKTIENGESELLSCHAFT. Clasificación: C08G18/62, C08G18/75, C08G18/79, C08G18/76, C09J175/00.
UTILIZACION DE ISOCIANATOS SIN BLOQUEANTES PARA LA RETICULACION QUIMICA/TERMICA DE ADHESIVOS FUNDIDOS DE ACRILATO (HOTMELT).
Procedimiento de obtención continua, sin disolventes y sin masticación, de masas autoadhesivas sensibles a la presión, basadas en elastómeros no termoplásticos, así comode su aplicación en forma de recubrimiento para fabricar artículos autoadhesivos.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(16/11/2002). Solicitante/s: BEIERSDORF AKTIENGESELLSCHAFT. Clasificación: C09J7/02, B29C47/42, B29C47/00.
Procedimiento de fabricación en continuo, sin disolventes y sin masticación, de masa autoadhesivas basadas en elastómeros no termoplásticos en una máquina que trabaja en continuo y posee una zona de alimentación y una zona de fabricación de compuesto , que consta de a) introducción de los componentes sólidos de la masa autoadhesiva , como son elastómeros y resinas, en la zona de alimentación de la máquina, eventualmente introducción de cargas de relleno, colorantes y/o reticulantes, b) transporte de los componentes sólidos de la masa autoadhesiva de la zona de alimentación a lazona defabricación de compuesto , c) adición de los componentes líquidos de la masa autoadhesiva, como son los plastificantes, reticulantes y/o otras resinas de pegajosidad, a la zona de fabricación del compuesto , d) fabricación de una masa autoadhesiva homogénea en la zona de fabricación de compuesto y e) descarga de la masa autoadhesiva.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}