11 inventos, patentes y modelos de BRUSSEL, RICHARD
(03/12/2014) Convertidor, en particular para la conversión de una o varias fibras en fibras apiladas, con al menos una unidad de cojinete de corte que puede ser accionada de forma giratoria, con al menos una unidad de corte alojada de manera que puede ser accionada de forma giratoria por medio de la unidad de cojinete de corte , con al menos una unidad de corte alojada de manera que puede ser accionada de forma giratoria por medio de la unidad de cojinete de corte, con al menos una contra unidad de corte fija estacionaria en el funcionamiento, que colabora con la unidad de corte , y con al menos dos unidades de salida de fibras asociadas a la unidad de cojinete de corte , desde las que se descargan fibras sin fin previstas en el funcionamiento…
Prensa hidráulica para el procesamiento de metales y plásticos.
(09/06/2014) Prensa hidráulica para el procesamiento de metales o plásticos, que consiste en un bastidor de prensa con una mesa de prensa dispuesta en ello, y taqués de prensa dispuestos de manera desplazable en el mismo, estando dispuestos cilindros de marcha rápida con una conexión de taqué para la carrera en vacío rápida del taqué de prensa , estando dispuesto de manera fija en el cabezal del bastidor de prensa el o los cilindros de trabajo con pistones dirigidos a la mesa de prensa , estando dispuesto en el pistón dirigido a la mesa de prensa una garra de acoplamiento mecánico y, opuesto a ella, un travesaño con cilindro de posicionamiento y sincronización…
Convertidor de tobera de rotor.
(23/04/2013) Convertidor de tobera de rotor para la conversión de uno o varios hilos sin fin en fibras cortadas, conuna tobera de rotor , que presenta un rotor , y con un corte , en el que el rotor presenta un canal pare el paso del hilo y la función de tobera está integrada en el rotor , caracterizado porque el hilo esdesviado en el rotor en un ángulo inferior a 90º.
(10/04/2013) Convertidor para la conversión de una o varias fibras en fibras cortas con al menos una unidad de cojinete decorte (22a) que se puede accionar de forma giratoria y con un dispositivo de corte de convertidor, que comprende almenos una unidad de corte (10a; 10b) prevista para la rotación y una unidad de peso de compensación (12a; 12b),que está prevista, al menos parcialmente, para la compensación de una fuerza centrífuga (14a; 14b) que actúadurante el funcionamiento sobre la unidad de corte (10a; 10b), en el que el dispositivo de corte de convertidorcomprende un acoplamiento (16a; 16b), que está previsto para acoplar la unidad de corte (10a; 10b) y la unidad depeso de compensación (12a; 12b), en el que la unidad de peso de compensación (12b) forma, además de…
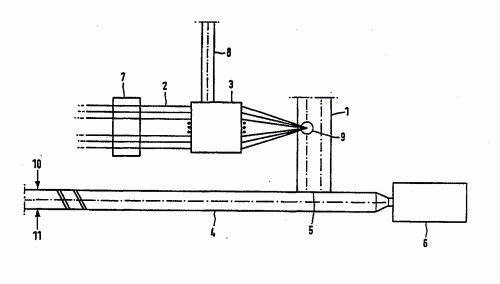
PROCEDIMIENTO PARA LA PRODUCCION DE UN MATERIAL COMPUESTO A BASE DE UN MATERIAL SINTETICO CON INSERCION FIBROSA SOLIDA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2000). Ver ilustración. Solicitante/s: MENZOLIT-FIBRON GMBH. Clasificación: B29C47/00, B29C47/50.
LA INVENCION TRATA DE UN PROCEDIMIENTO PARA FABRICAR UN COMPUESTO A PARTIR DE UN PLASTICO CON FIBRAS DE REFUERZO SOLIDAS, EN EL CUAL SE EMPLEA UNA EXTRUSIONADORA DE TORNILLO SIN FIN CALENTADA POR LA QUE SE HACEN PASAR FIBRAS SIN FIN POR SU PROPIA TENSION, ALLI SON CORTADAS, MEZCLADAS Y SACADAS A CONTINUACION COMO UN COMPUESTO DE FIBRAS YA ACABADO. A FIN DE CONSEGUIR UNA PROPORCION ELEVADA DE FIBRAS LARGAS EN EL COMPUESTO DE FIBRAS ACABADO SE PROPONE QUE LAS FIBRAS SIN FIN SE IMPREGNEN EN UNA HERRAMIENTA DE IMPREGNACION CON EL PLASTICO ANTES DE ENTRAR EN LA EXTRUSIONADORA.
DISPOSITIVO PARA LA LIMPIEZA DE UNA HERRAMIENTA DE MOLDE DE MAQUINAS DE TRATAMIENTO DE PLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1995). Solicitante/s: UMFORMTECHNIK ERFURT GMBH. Clasificación: B30B15/00, B29C33/72.
EL INVENTO SE REFIERE A UN DISPOSITIVO PARA LIMPIAR UNA HERRAMIENTA DE MOLDE DE MAQUINAS DE TRABAJAR PLASTICO, PRINCIPALMENTE UNA HERRAMIENTA DE MOLDE DE PRENSAS HIDRAULICAS PARA EL PRENSADO DE PIEZAS DE MOLDE DE PREFERENTEMENTE DE PLASTICOS CON FIBRAS QUE TENGAN POR LO MENOS UNA HERRAMIENTA DE LIMPIEZA (15, 15A) AJUSTABLE DE LAS SUPERFICIES A LIMPIAR CON DOS PIEZAS (MATRIZ 6, MATRIZ 7) DE LA HERRAMIENTA DE MOLDEO. PARA PODER LIMPIAR AUTOMATICAMENTE LA HERRAMIENTA DE MOLDEO EN UN TIEMPO MINIMO Y EXCLUIR AL PROPIO TIEMPO QUE SE DETERIORES LA HERRAMIENTA Y LA MAQUINA SE PROPONE QUE LA HERRAMIENTA Y LA MAQUINA SE PROPONE QUE LA HERRAMIENTA DE LIMPIEZA (15, 15A) ESTE COLOCADA EN UN TIRANTE DE LA HERRAMIENTA DE MOLDEO MOVIL CON SOPORTE DE SUJECCION Y QUE EL MOVIMIENTO ESTE SINCRONIZADO A LA CARRERA DE TRABAJO DE LA MAQUINA.
PROCEDIMIENTO PARA LA FABRICACION DE TIRAS DE MATS A PARTIR DE BANDAS DE MATERIAL PEGAJOSAS ANCHAS, RECUBIERTAS CON UNA PELICULA DE COBERTURA Y DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1994). Solicitante/s: UMFORMTECHNIK ERFURT GMBH. Clasificación: B26D7/06, B26D11/00.
EL INVENTO SE REFIERE A UN PROCEDIMIENTO Y A UN DISPOSITIVO PARA LA FABRICACION DE TIRAS DE MATS DE BANDAS DE MATERIAL PEGAJOSAS ANCHAS, RECUBIERTAS CON UNA PELICULA DE COBERTURA POR SUBDIVISION DE LAS BANDAS DE MATERIAL EN EL SENTIDO LONGITUDINAL Y EN EL TRANSVERSAL Y POR SEPARACION DE LA PELICULA DE COBERTURA FUERA DEL TIEMPO ACTIVO DEL DISPOSITIVO DE CORTE. PARA MEJORAR LA RENTABILIDAD Y LA SEGURIDAD DE FUNCIONAMIENTO DE ESTOS PROCEDIMIENTOS Y DE ESTOS DISPOSITIVOS SE PROPONE, QUE LA PARTE FINAL (2A) DE LA BANDA DE MATERIAL SEA RECOGIDA, DESPUES DE LA SEPARACION DE LAS PELICULAS DE COBERTURA (9A,9B) CON PINZAS Y QUE SE SUBDIVIDA POR MEDIO DEL DISPOSITIVO DE CORTE LONGITUDINAL DURANTE SU MOVIMIENTO, CORRESPONDIENTE A LA LONGITUD DE LA TIRA DE MAT, EN EL SENTIDO LONGITUDINAL DE LA BANDA DE MATERIAL, ANTES DE QUE LAS TIRAS DE MATS SEAN CORTADAS, CON LA BANDA DE MATERIAL APRISIONADA, POR EL DISPOSITIVO DE CORTE TRANSVERSAL.
PROCEDIMIENTO PARA FABRICAR PAQUETES DE MATS A PARTIR DE BANDAS DE MATERIAL PEGAJOSAS Y DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1994). Solicitante/s: UMFORMTECHNIK ERFURT GMBH. Clasificación: B26D7/01, B29C67/14.
EL INVENTO SE REFIERE A UN PROCEDIMIENTO Y A UN DISPOSITIVO PARA LA FABRICACION DE PAQUETES DE MATS DE BANDAS DE MATERIAL PEGAJOSAS, QUE SE LLEVAN, DE ACUERDO CON EL ANCHO DE LA TIRA DE MATS A PRODUCIR, PASO A PASO Y DESPUES DE RETIRAR LA PELICULA DE COBERTURA A UN DISPOSITIVO DE CORTE, QUE LAS SUBDIVIDE EN TIRAS DE MATS DE LAS QUE SE SUPERPONEN VARIAS SOBRE UN DISPOSITIVO DE TRANSPORTE. PARA MEJORAR LA RENTABILIDAD Y LA SEGURIDAD DE FUNCIONAMIENTO DEL PROCEDIMIENTO Y DEL DISPOSITIVO SE PROPONE, QUE DESPUES DE CADA OPERACION DE CORTE SE INTRODUZCA UN ELEMENTO DE SUSTENTACION DEBAJO DE LA PARTE FINAL (2B) DE LA BANDA DE MATERIAL , QUE ESTE ELEMENTO SE DESPLACE DE FORMA SINCRONIZADA Y EJERCIENDO SU FUNCION DE SUSTENTACION DURANTE EL MOVIMIENTO DE DESPLAZAMIENTO (FLECHA 4) Y QUE SE RETIRE DE LA BANDA DE MATERIAL, CUANDO SE DETIENE EL MOVIMIENTO DE DESPLAZAMIENTO Y CUANDO EL DISPOSITIVO DE TRANSPORTE SE HAYA DESPLAZADO HASTA LA PROXIMIDAD DE LA TIRA DE MATS (2A) A FABRICAR.
PROCEDIMIENTO PARA DOSIFICAR LA CANTIDAD DE MATERIAL EN LA PRODUCCION DE PIEZAS PERFILADAS EN MASA DE MOLDEO ENDURECIBLES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1994). Solicitante/s: UMFORMTECHNIK ERFURT GMBH. Clasificación: B29C43/58, B29C67/14.
EN UN PROCEDIMIENTO PARA DOSIFICAR LA CANTIDAD DE MATERIAL EN LA PRODUCCION DE PIEZAS PERFILADAS EN MASA DEL MOLDEO ENDURECIBLES EN EL QUE SE RECORTA UNA VIA DE MALLAS DE RESINA EL RECORTE INDIVIDUAL SE AMONTONA EN PAQUETES DE MALLAS, PAQUETES SE CONDUCEN A LA HERRAMIENTA DE LA PRENSA REGULADA Y DE MARCHA PARALELA, Y EQUIPADA CON SISTEMA DE MEDIDA DEL RECORRIDO A DISTANCIA DE SEPARACION ENTRE SE COMPACTAN LOS PAQUETES DE MALLAS COMO PIEZAS PERFILADAS Y SE CONSIGUE UN VOLUMEN CONSTANTE EN LA PIEZA PERFILADA, YA QUE SE MIDEN EL ESPESOR DE LA PIEZA PERFILADA MEDIANTE EL SISTEMA DE MEDIDA DEL RECORRIDO EN TIEMPOS DEFINIDOS Y EL VAL9OR MEDIDO SIN DETERMINAR COMO MAGNITUD REGULADORA PARA EL TAMAÑO DEL CORTE DE LA VIA DE MALLAS DE RESINA.
INSTALACION PARA EL TRASLADO DE UNA CINTA DE MATERIAL GLUTINOSO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1994). Solicitante/s: UMFORMTECHNIK ERFURT GMBH. Clasificación: B65H35/04, B65H35/02, B65H5/14, B65H29/10.
SE DESCRIBE UNA INSTALACION PARA EL TRASLADO DE UNA CINTA DE MATERIAL GLUTINOSO, QUE DISPONE DE UN CARRO DESPLAZABLE EN DIRECCION LONGITUDINAL CON UNAS TENAZAS DE SUJECION CUYAS PATAS, EN SUS LADOS INTERIORES, TIENEN UN ACABADO ANTIADHESIVO. A FIN DE MEJORAR LA ECONOMIA Y LA SEGURIDAD DE FUNCIONAMIENTO DE LA INSTALACION, SE PROPONE PROVEER LOS LADOS INTERIORES (14E,14F) DE LAS PATAS DE TENAZA (14A,14B) DE UNA HOJA ANTIADHESIVA SIN FIN, PRETENSADA MEDIANTE UN CUADRO TENSOR . LA HOJA ANTIADHESIVA TIENE QUE SER MOVIBLE MEDIANTE UN CARRO , DE MANERA QUE EL DESPLAZAMIENTO DE LAS TENAZAS DE SUJECION MEDIANTE EL CARRO, CONLLEVE UN ACERCAMIENTO DE LA HOJA ANTIADHESIVA A LAS SECCIONES FRONTALES (14G,14H) DE LAS PATAS DE TENAZA, A UNA VELOCIDAD EQUIVALENTE Y EN SENTIDO INVERSO. MEDIANTE EL MOVIMIENTO DE APERTURA DE LAS TENAZAS DE SUJECION , LA CINTA DE MATERIAL GLUTINOSO, SITUADA ENTRE LAS PATAS DE TENAZA, SE SUELTA SIN MOVIMIENTO PROPIO.
DISPOSITIVO PARA DETERMINAR LA DISTANCIA ENTRE DOS SUPERFICIES QUE ESTAN UNIDAS CON LA MITAD DEL MOLDE SUPERIOR O INFERIOR DE UNA HERRAMIENTA DE PRENSA.
Secciones de la CIP Técnicas industriales diversas y transportes Física
(01/08/1993). Solicitante/s: UMFORMTECHNIK ERFURT GMBH. Clasificación: B29C43/32, G01B13/12.
PARA ASEGURAR QUE LA FUERZA DE PRESION QUE SE EJERCE EN LA FABRICACION DE PIEZAS DE FORMA SE EJERZA EN LA MEDIDA DE LA FORMA Y QUE, POR TANTO, NO SEA RECIBIDA POR LOS MANTENEDORES DE LA DISTANCIA ADOSADOS A LA MITAD DEL MOLDE, SE PROPONE QUE UNA DE LAS DOS SUPERFICIES AVECINADAS DEL DISTANCIADOR SEA EQUIPADA CON UNA TOBERA , QUE PUEDA SER CONECTADA CON UN COMPRESOR , POR MEDIO DE UN ACUMULADOR DE CORRIENTE COMPRIMIBLE. PARTIENDO DE UN ESTADO DE COMIENZO, EN EL QUE SE INSTALA UNA CORRIENTE DETERMINADA PREFIJADA EN EL ACUMULADOR, SE MIDE, TRAS LA DESCONEXION DEL COMPRESOR, LOS LAPSOS DE TIEMPO, EN LOS QUE LA PRESION QUE RADICA EN EL ACUMULADOR BAJA HASTA EL VALOR INFERIOR PREFIJADO. ESTOS LAPSOS REPRESENTAN UNA MEDIDA PARA LA DISTANCIA RELATIVA (X) DE LAS DOS SUPERFICIES DE MEDIO MOLDE (1A,2A).
{kind=link}