21 inventos, patentes y modelos de BRIAND, FRANCIS
Procedimiento de soldadura híbrida arco/láser de piezas en acero aluminizado con gas que incluye nitrógeno y/o oxigeno.
Sección de la CIP Técnicas industriales diversas y transportes
(21/12/2015). Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE. Clasificación: B23K35/02, B23K26/14, B23K26/32, B23K35/30, B23K26/20, B23K35/38, B23K28/02.
Procedimiento de soldadura híbrida láser/arco que emplea un arco eléctrico y un haz láser que se combinan, uno con el otro, siendo un baño de soldadura realizado sobre al menos una pieza de acero que incluye un revestimiento de la superficie a base de aluminio, en el cual metal fundido es aportado por fusión de un hilo fusible, y en el cual se emplea, por otra parte, un gas de protección, caracterizado por que el gas de protección está constituido de al menos compuesto principal elegido entre el argón y el helio, y de 1 a 20% en volumen de al menos un compuesto adicional elegido entre el nitrógeno y el oxígeno.
PDF original: ES-2554494_T3.pdf
Procedimiento de soldadura híbrida por arco láser de piezas de acero aluminizado con hilo que contiene elementos gammágenos y gas que contienen menos de 10% de nitrógeno u oxígeno.
(13/11/2015) Procedimiento de soldadura híbrida por arco láser que emplea un arco eléctrico y un haz láser que se combina uno con el otro en el seno de un único baño de soldadura, en el cual el metal fundido es aportado por fusión de un hilo fusible, siendo el baño de soldadura realizado sobre al menos una pieza de acero que incluye un revestimiento de la superficie a base de aluminio, y emplea un gas de protección, caracterizado porque el hilo fusible contiene al menos 3% en peso y a lo sumo 20% en peso de uno o varios elementos gammágenos y el gas de protección está formado por helio y/o por argón a lo que se añade al menos 2% en volumen, a menos 10% en volumen, de nitrógeno u oxígeno.
Procedimiento e instalación de corte por láser con modificación del factor de calidad del haz láser mediante un componente óptico difrangente.
(18/03/2015) Procedimiento de corte mediante haz láser de une pieza que se va a cortar, en el que:
a) se genera un haz láser incidente que presenta una longitud de onda llamada de trabajo y un factor de calidad (BPP) inicial dado, por medio de una fuente láser de fibras que contienen iterbio acoplada a al menos una fibra óptica de transporte de haz,
b) se hace llegar dicho haz láser incidente hasta un cabezal de focalización que incluye al menos una óptica de focalización ,
c) se focaliza el haz láser incidente por medio de la óptica de focalización en orden a obtener un haz láser focalizado, y
d) se corta la pieza por medio del haz láser focalizado,
caracterizado…
Cabezal de focalización láser con lentes de ZnS que tienen un espesor en los bordes de al menos 5 mm; instalación y proceso de corte láser que emplean un cabezal de focalización de ese tipo.
(15/01/2014) Cabezal de focalización de haz láser que comprende una lente de colimación y una lente de focalización , caracterizado por que:
- la lente de colimación y la lente de focalización son de ZnS y tienen un espesor en los bordes de al menos 5 mm, y
- un espejo de reenvío que funciona en un ángulo de incidencia (α) comprendido entre 40 y 50º está dispuesto en el trayecto del haz láser en el seno de dicho cabezal de focalización, entre las lentes de colimación y de focalización .
Procedimiento de soldadura híbrida por láser-arco de piezas metálicas revestidas que contienen principalmente aluminio y silicio.
(19/09/2013) Procedimiento de soldadura híbrida por láser-arco de al menos una pieza de acero que presenta unrevestimiento de superficie donde el revestimiento contiene principalmente aluminio y silicio y tiene unespesor (E) comprendido entre 5 mm y 45 mm, caracterizado por los aspectos siguientes:
- se pone en práctica un haz láser y un arco eléctrico que se combinan uno al otro para incidirsimultáneamente en un sitio o una zona de soldadura común única y fundir en ella el metal de la pieza o las piezasque hay que ensamblar,
- el haz láser es generado por un generador láser de tipo CO2, de diodos o de fibra de iterbio, y
- se sueldan dos zonas puestas en posición unidas por los bordes o los dos bordes de una misma pieza cuyosbordes son…
PROCEDIMIENTO DE CORTE CON UN LÁSER QUE TIENE AL MENOS UNA FIBRA A BASE DE ITERBIO CON CONTROL AL MENOS DE LA POTENCIA DE LA FUENTE DE LÁSER, DEL DIÁMETRO DEL HAZ FOCALIZADO Y DEL FACTOR CALIDAD DEL HAZ.
(22/07/2011) Procedimiento de corte mediante haz láser de una pieza que va a cortarse, en el que se usan medios de generación de haz láser que comprenden al menos una fibra que contiene iterbio que tiene una longitud de onda de entre 1 y 4 µm para generar el haz láser de una potencia comprendida entre 0,1 y 40 kW, caracterizado porque dicho haz láser se selecciona de manera que presenta: - una densidad de potencia de entre 1,5 y 20 MW/cm 2 , - un diámetro de haz focalizado comprendido entre 0,1 mm y 0,50 mm y - un factor de calidad (BPP) de entre 2 y 8 mm·mrad
PROCEDIMIENTO DE SOLDADURA HÍBRIDA POR LÁSER Y ARCO DE PIEZAS METÁLICAS QUE PRESENTAN UN REVESTIMIENTO SUPERFICIAL QUE CONTIENE ALUMINIO.
(25/01/2011) Procedimiento de soldadura mediante haz de láser de al menos una pieza de acero que presenta un revestimiento superficial que contiene aluminio, en el que el revestimiento contiene principalmente aluminio y silicio (Al/Si), caracterizado porque el haz de láser se combina con al menos un arco eléctrico de manera a llevar a cabo una fusión del metal y la soldadura de dicha o dichas piezas , y porque al menos una de las piezas presenta, previamente a su soldadura, (2a, 2b) depósitos del revestimiento Al/Si sobre la superficie de uno de sus cantos (1a) laterales que se debe soldar
PROCEDIMIENTO DE CORTE DE FIBRA DE ACERO INOXIDABLE CON UN LASER.
(18/05/2010) Procedimiento de corte de una pieza de acero inoxidable por haz láser , en el cual se utilizan medios de generación de haz láser que comprenden al menos una fibra que contiene iterbio para generar el haz láser que sirve para fundir la pieza y de este modo realizar el corte propiamente dicho, caracterizado porque:
- el factor de calidad del haz láser está comprendido entre 1 y 8 mm.mrad, y
- la pieza a cortar tiene un espesor entre 0,40 y 30 mm
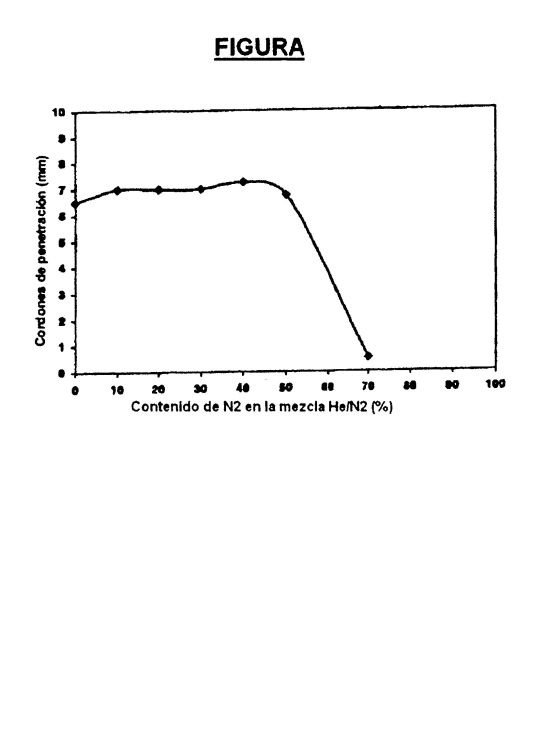
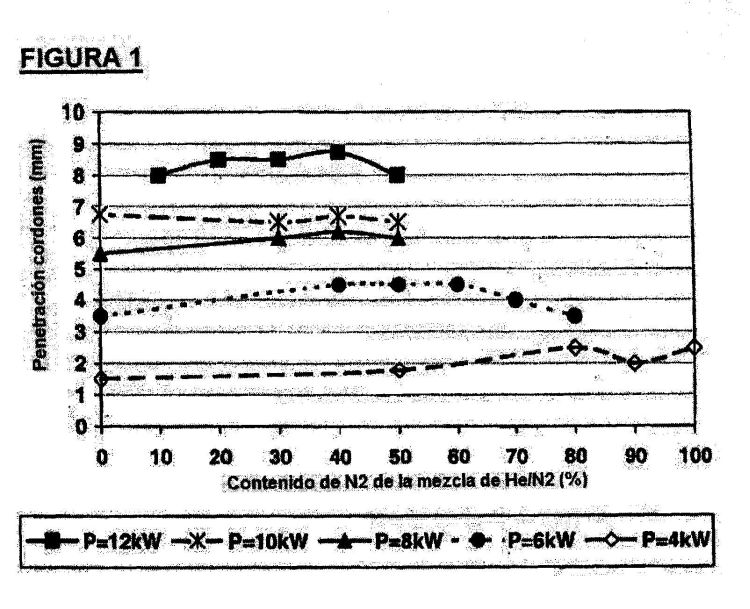
UTILIZACION DE MEZCLAS GASEOSAS HELIO/NITROGENO EN SOLDADURA LASER DE TUBOS DE ACERO.
Sección de la CIP Técnicas industriales diversas y transportes
(06/05/2009). Ver ilustración. Solicitante/s: L'AIR LIQUIDE S. A. DIRECTOIRE ET CONSEIL DE SURVEILLANCE POUR L'ETUDE ET L'EXPLOITATION DES PROCE. Clasificación: B23K26/26, B23K26/32, B23K26/12, B23K26/30, B23K35/38.
Procedimiento de soldadura, el uno con el otro, de los dos bordes longitudinales de una lámina de acero inoxidable austenítico, ferrítico o martensítico, que tiene un espesor de 0.5 a 4 mm, de manera a obtener un tubo soldado, que utiliza al menos un haz láser que tiene una potencia que va hasta 12 kW, y en el cual se utiliza una mezcla gaseosa constituida de 30% a 80% en volumen de nitrógeno y el resto de helio (hasta a 100%) para realizar una soldadura de penetración total o casi total, dicha lámina de acero que forma el tubo teniendo un índice de picadura (PI) tal que: PI = [%Cr]+ 3,3 x [%Mo]+ 16 x[%N] con PI < 35 donde: [%Cr], [%Mo] y [%N] son las proporciones ponderales de cromo, molibdeno y nitrógeno en el acero inoxidable de la lámina a soldar.
PROCEDIMIENTO DE CORTE DE UNA PIEZA DE ACERO C-MN CON AYUDA DE UNA FIBRA QUE CONTIENE ITERBIO.
Sección de la CIP Técnicas industriales diversas y transportes
(06/05/2009). Ver ilustración. Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE
AIR LIQUIDE WELDING FRANCE. Clasificación: B23K26/14, B23K26/38, B23K26/40.
Procedimiento de corte por rayo láser de una pieza de acero C-Mn, caracterizado porque se utilizan medios de generación de rayo láser que comprenden al menos una fibra que contiene iterbio para generar el rayo láser y porque el factor de calidad del rayo láser está comprendido entre 0,33 y 8 mm.mrad.
APLICACION DE UN PROCEDIMIENTO HIBRIDO LASER-ARCO A LA SOLDADURA DE TUBO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2009). Ver ilustración. Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE L'AIR LIQUIDE S.A. Clasificación: B23K26/14, B23K9/02, B23K26/24, B23K26/30.
Procedimiento de fabricación de un tubo soldado a partir de una banda metálica que tiene dos bordes longitudinales que se acercan uno a otro para quedar aproximadamente en contacto uno con otro y formar así un pretubo no soldado, soldándose a continuación uno con otro los dos bordes longitudinales de la banda metálica que tiene una forma de pretubo para obtener un tubo metálico soldado por aplicación, de manera aproximadamente simultánea, de al menos un haz láser y de al menos un arco eléctrico, caracterizado porque dicho arco y dicho haz láser se combinan uno con otro en un único punto de impacto o zona de impacto al nivel del plano de junta que debe soldarse de manera a obtener una fusión localizada del metal de los bordes que deben unirse por acción del haz láser y del arco eléctrico así combinados uno con otro.
PROCEDIMIENTO DE SOLDADURA LASER O HIBRIDA LASER-ARCO CON FORMACION DE UN PLASMA POR EL LADO REVERSO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/2009). Ver ilustración. Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME A DIRECTOIRE ET CONSEIL DE SURVEILLANCE POUR L'ETUDE ET L'EXPLOITAT. Clasificación: B23K26/14.
Procedimiento de soldadura láser de tipo CO2 para ensamblar por soldadura una o varias piezas metálicas, en el cual: #(a) se pone por el lado anverso de la o de las piezas a soldar, un primer gas de protección, #(b) se pone por el lado reverso de la o de las piezas a soldar, un segundo gas de protección, este segundo gas de protección es un gas de composición diferente a la del primer gas de protección, #(c) se realiza una junta de soldadura con plena penetración a través de un "keyhole" obtenido mediante al menos el haz láser liberado por el lado anverso de la o de las piezas, y (d) se crea, durante la etapa c), un plasma por el lado reverso en el segundo gas de protección utilizando al menos una parte de la potencia transmitida a través del "keyhole" de la etapa c) para desencadenar la aparición de dicho plasma en el gas de protección por el lado reverso, dicho plasma por el lado reverso participa en la realización de dicha junta de soldadura.
PROCEDIMIENTO E INSTALACION DE SOLDADURA LASER CON UNA MEZCLA GASEOSA N2/HE, EN CANTIDADES CONTROLADAS EN FUNCION DE LA POTENCIA LASER.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2008). Ver ilustración. Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE. Clasificación: B23K26/12.
Procedimiento de soldadura por rayo láser empleando una mezcla gaseosa de protección que contiene nitrógeno y helio, en la cual la proporción de nitrógeno y/o helio en dicha mezcla gaseosa es escogida o ajustada en función de la potencia o de la densidad de potencia de dicho rayo láser, caracterizado porque la proporción de helio en la mezcla gaseosa es aumentada cuando la potencia láser o la densidad de potencia aumenta.
GENERADOR DE CORRIENTE DE SOLDADURA CON REGULACION DEL TIPO DE JUNTURA Y DE LA POSICION DE SOLDADURA.
(01/11/2008) Dispositivo de soldadura que comprende unos medios de selección que permiten a un operario seleccionar, antes del comienzo de la soldadura, al menos el parámetro primario elegido entre el tipo de juntura que hay que soldar, la posición de soldadura y sus combinaciones, siendo los medios de selección manejables manualmente o digitalmente por el operario, caracterizado porque: - dichos medios de selección comprenden al menos un órgano de accionamiento móvil entre varias posiciones, correspondiendo cada una de dichas posiciones a un tipo de juntura que hay que soldar y/o a una posición de soldadura, y - dichas posiciones están referenciadas mediante unos…
UTILIZACION DE MEZCLAS DE GASES HELIO/NITROGENO EN SOLDADURA LASER DE FLANCOS EMPALMADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2008). Ver ilustración. Solicitante/s: L'AIR LIQUIDE S. A. DIRECTOIRE ET CONSEIL DE SURVEILLANCE POUR L'ETUDE ET L'EXPLOITATION DES PROCE. Clasificación: B23K26/32, B23K26/12, B23K35/38.
Procedimiento de soldadura de flancos empalmados formados por un material que contiene mayoritariamente acero, utilizando al menos un haz de láser, en el que se realiza al menos una unión de soldadura de tipo de penetración completa utilizando una mezcla gaseosa que comprende nitrógeno y helio para asistir a dicho haz de láser, caracterizado porque el material contiene una proporción superior a 0,015% en peso de aluminio y porque la mezcla gaseosa está constituida por 30% a 80% en volumen de nitrógeno y helio para el resto (hasta 100%).
DISPOSITIVO DE CONTROL REMOTO INALAMBRICO DE UN PUESTO DE TRABAJO DE ARCO ELECTRICO.
Secciones de la CIP Física Técnicas industriales diversas y transportes
(16/06/2006). Solicitante/s: L'AIR LIQUIDE, S.A. A DIRECTOIRE ET CONSEIL DE SURVEILLANCE POUR L'ETUDE ET L'EXPLOITATION DES PRO LA SOUDURE AUTOGENE FRANCAISE. Clasificación: G08C17/02, B23K9/10, G08B21/00, B23K103/00.
Dispositivo de control remoto inalámbrico para controlar a distancia una instalación de trabajo de arco eléctrico, que comprende una carcasa y medios de emisión de al menos una orden y/o una información que permiten emitir al menos una orden y/o una información en forma de una onda de radio codificada que tiene una frecuencia comprendida entre 300 MHz y 1, 2 GHz.
PROCEDIMIENTO DE SOLDADURA HIBRIDA CON ARCO POR LASER CON MEZCLA GASEOSA APROPIADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2004). Ver ilustración. Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE L'AIR LIQUIDE S.A. Clasificación: B23K26/14, B23K28/02.
Procedimiento de soldadura híbrida por láser/arco eléctrico con electrodo, de una o más piezas metálicas a unir por realización de la menos una junta de soldadura entre los bordes a soldar portados por dicha o dichas piezas metálicas, siendo dicha junta de soldadura obtenida por la utilización de al menos un haz láser y de al menos un arco eléctrico, en el cual, durante la soldadura de la junta, se protege al menos una parte de la zona de soldadura que comprende al menos una parte de dicha junta de soldadura durante la realización con al menos una atmósfera protectora, caracterizado porque la atmósfera protectora está formada por una mezcla gaseosa compuesta: - de al menos 70% en volumen de argón o de helio, y - de CCO2 o de O2, siendo el contenido de CO2 o de O2 no nulo y siendo hasta 30% en volumen.
PROCEDIMIENTO DE SOLDADURA HIBRIDA POR LASER Y ARCO ELECTRICO, EN PARTICULAR DE PIEZAS DE AUTOMOVILES O DE TUBOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2004). Ver ilustración. Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE LA SOUDURE AUTOGENE FRANCAISE. Clasificación: B23K26/14.
Procedimiento de soldadura de una o varias piezas metálicas a soldar utilizando al menos un rayo láser y al menos un arco eléctrico, en particular un arco-plasma, en el cual, después de la realización de al menos una unión de soldadura en la o en las citadas piezas: (a) el rayo láser es enviado y/o desviado, por medio de uno o varios espejos de reenvío móviles, hacia medios de absorción del rayo que comprenden al menos una cavidad de absorción que permite absorber al menos parte de la radiación de dicho rayo láser, (b) la intensidad del arco eléctrico es atenuada o disminuida o el arco es interrumpido aproximadamente en sincronismo con el envío y/o la desviación del rayo láser hacia los medios de absorción de radiación que permiten absorber al menos parte de la radiación de dicho rayo láser, y en el cual: (c) el movimiento del o de los espejos de reenvío está sincronizado con la parada de la fase de soldadura, el movimiento de la o de las piezas a soldar y/o de la cabeza de soldadura.
PROCEDIMIENTO Y DISPOSITIVO DE SOLDADURA POR ARCO EN CORRIENTE PULSADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2002). Ver ilustración. Solicitante/s: LA SOUDURE AUTOGENE FRANCAISE. Clasificación: B23K9/09.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y A UN DISPOSITIVO DE SOLDADURA POR ARCO EN CORRIENTE PULSADA EN EL QUE EL IMPULSO DE CORRIENTE ELECTRICA PRESENTA PENDIENTES DE SUBIDA Y/O DE BAJADA COMPRENDIDAS ENTRE 50 A/MS Y 1000 A/MS Y MAS CONCRETAMENTE ENTRE 100 A/MS Y 500 A/MS, SALVO UN IMPULSO DE FORMA TRIANGULAR. APLICACION EN LA SOLDADURA MIG O MAG.
SOPLETE DE CONO INTERNO UNICO, CON PREMEZCLA DE CAUDAL SUPERIOR A 1000 LITROS/HORA.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/05/2002). Solicitante/s: LA SOUDURE AUTOGENE FRANCAISE. Clasificación: F23D14/46, F23D14/08, F23D14/38.
La invención se refiere a un quemador, en particular a un soplete de cono interno único, con una premezcla de caudal superior a 1000 l/h que comprende un conducto que suministra mezcla gaseosa que presenta un extremo que suministra mezcla gaseosa y una única boquilla para la producción de la llama montada en el otro extremo. El conducto de suministro se adapta de tal forma que en cualquier punto de al menos una sección transversal del mismo, el número de Reynolds en el conducto de suministro es inferior a 3000, cuando el quemador, por ejemplo el soplete, opera en condiciones de estado estacionario a un caudal superior a 1000 l/h. El soplete es útil para soldar, aplanar, precalentamiento antes de la soldadura, conformado por calor o tratamiento térmico.
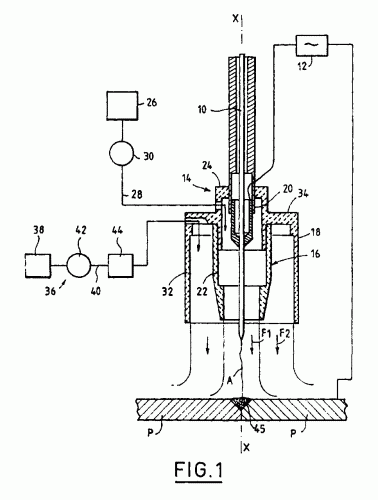
PROCEDIMIENTO Y DISPOSITIVO PARA LA REDUCCION DE LAS EMISIONES DE OZONO PRODUCIDAS DURANTE UNA OPERACION DE SOLDADURA CON ARCO ELECTRICO BAJO UN GAS DE PROTECCION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/2001). Ver ilustración. Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE. Clasificación: B23K35/38, B23K9/167.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y A UNA DISPOSICION DE REDUCCION DE LAS EMISIONES DE OZONO PRODUCIDAS DURANTE UNA OPERACION DE SOLDADURA AL ARCO BAJO GAS PROTECTOR (F1, 26). EL PROCEDIMIENTO IMPLICA EL EMPLEO DE UN GAS QUE ENVUELVE (F2,38) EL ARCO ELECTRICO, DICHO GAS ENVOLVENTE TIENE UNA TEMPERATURA SUPERIOR A 100 (GRADOS) C INMEDIATAMENTE ANTES DE LA RAIZ DEL ARCO ELECTRICO. APLICACION EN EL PROCEDIMIENTO DE SOLDADURA DE TIPO TIG.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}