Aparato y proceso para la formación de haces de barras laminadas.
(16/04/2014) Un aparato para la formación de un haz de barras laminadas, comprendiendo medios de transporte de barras, un dispositivo de plano inclinado para la formación de una capa de barras y un medio de acumulación de barras,
en el que el dispositivo de plano inclinado comprende
una pluralidad de elementos de soporte , dispuestos en paralelo entre sí y que definen un primer plano inclinado mediante un ángulo (a) con respecto a una dirección horizontal, y adaptado para recibir un número predeterminado de barras que definen la capa de barras sobre dicho primer plano desde dicho medio de transporte de barras, medios de manejo configurados para el traslado del dispositivo de plano inclinado desde una primera posición…
Dispositivo para la formación de bobinas de productos largos laminados o estirados.
(04/07/2012) Dispositivo para bobinar un producto de metal largo que se puede enrollar , que comprende un mandril provisto de una sección transversal sustancialmente circular y que gira alrededor de un eje horizontal, vertical oinclinado, un elemento de contención para contener dicho producto de mental , instalado encorrespondencia con dicho mandril y sustancialmente ortogonal a dicho eje y por lo menos un elemento de guiay de contenci6n capaz de ser accionado entre una primera posición de trabajo en la que coopera con dichomandril y una segunda posición inactiva en la que esta instalado distante de dicho mandril , en el que dichoelemento de contención comprende un canal anular el cual esta realizado en la proximidad de unasuperficie exterior…
PLANTA COMPACTA PARA PRODUCCIÓN CONTINUA DE BARRAS Y/O PERFILES.
(23/02/2012) Planta compacta para la producción continua de barras y/o perfiles de acero de acero líquido, que incorpora una estación de planta de acero provista de un horno primario para fundir la chatarra, y un horno secundario para la metalurgia secundaria del acero líquido, una estación de colada continua , adecuada para colar tochos, una estación de extracción , una estación de laminado , una estación de acabado que comprende un aparato de empaquetado adecuado para empaquetar dichas barras y/o perfiles en paquetes o haces de un peso definido, listos para la venta, estando dichas estaciones todas en línea, sin puntos de interrupción intermedios, caracterizada por que dicho aparato de empaquetado está provisto de una primera cizalladora en la salida de la última caja de laminado de dicha estación de laminado , para cortar directamente a una…
DISPOSITIVO Y PROCEDIMIENTO PARA FORMAR PAQUETES DE BARRAS LAMINADAS.
(25/01/2012) Un dispositivo para formar un paquete de barras laminadas, adaptado para cooperar con un extremo de un transportador de dichas barras, definiendo el transportador un primer plano, comprendiendo el dispositivo:
- una pluralidad de elementos de soporte transversales , dispuestos sobre un segundo plano y paralelos entre sí,
- medios de movimiento adaptados para mover la pluralidad de elementos de soporte transversales a lo largo de dicho segundo plano desde una primera posición de recepción adyacente a dicho extremo del transportador , en el que los elementos de soporte se colocan durante una etapa de recepción de un número predeterminado de barras que se descargan desde el transportador para formar una capa de barras sobre dichos elementos de soporte , hasta una segunda posición de descarga con el objeto de descargar dicha capa de barras…
DISPOSITIVO Y PROCEDIMIENTO DE BOBINADO PARA PRODUCTOS LARGOS LAMINADOS O ESTIRADOS.
(20/09/2010) Dispositivo para bobinar un producto
metálico largo bobinable , que comprende un mandril que
tiene una sección sustancialmente circular y que rota alrededor de
un eje horizontal, vertical o inclinado, al menos una guía y un
dispositivo de contención capaz de ser dirigido entre una
primera posición de trabajo en la que colabora con dicho mandril
y una segunda posición inactiva en la que está dispuesta
distante de dicho mandril , y al menos un dispositivo de
sujeción asociada con dicho mandril y capaz de sujetar al
menos temporalmente un segmento inicial de dicho producto metálico
, que se caracteriza porque dicho dispositivo de
sujeción comprende un medio de tenaza…
PROCEDIMIENTO Y DISPOSITIVO DE ARROLLAMIENTO PARA PRODUCTOS LARGOS LAMINADOS O ESTIRADOS.
(10/09/2010) Dispositivo para el arrollamiento de un producto largo que comprende un mandril con una forma sustancialmente cilíndrica y que rota alrededor de su propio eje, un elemento de contención coaxial con dicho mandril , que rota conjuntamente con él y que define una pared frontal para contener la bobina de producto que va a ser conformada, en el que dicho mandril comprende una zona de conformación para al menos una primera espiral de dicha bobina y en el que dicho elemento de contención comprende un canal anular para sujetar el extremo delantero de dicho producto alrededor de dicho mandril , en el que dicho elemento de contención puede ser desplazado axialmente con respecto a dicho mandril entre…
PROCEDIMIENTO PARA EL ENROLLADO EN BOBINAS DE BARRAS DE METAL.
(17/05/2010) Procedimiento para el enrollado en bobinas de barras de metal, en el cual se dispone a la salida del tren de laminación de las siguientes fases:
a) enfriamiento de la barra mediante una primera caja de agua (4'') a una segunda temperatura predeterminada, superior a la temperatura a la cual empieza a formarse la martensita;
b) realización de la igualación (de temperaturas) al aire y de un revenido de la superficie;
c) enfriamiento mediante una o más cajas de agua (4'''', 4''''''), descendiendo la superficie del producto por debajo de la temperatura a la cual empieza a formarse la martensita;
d) realización de la igualación al aire, después de cada…
DISPOSITIVO DE BOBINADO PARA PRODUCTOS LAMINADOS SEMIACABADOS.
(01/11/2008) Dispositivo de bobinado para material laminado (BL), situado a continuación de una línea de laminación, que comprende por lo menos un primer elemento de guía y un segundo elemento de guía , definiendo cada uno de ellos un paso diseñado para soportar, contener y guiar dicho material laminado (BL), en donde el primer elemento de guía está diseñado por lo menos para girar sobre un eje que es substancialmente normal a su propio plano de apoyo y comprende un extremo de entrada adaptado para recibir dicho material laminado que sale de dicha línea de laminación, y un extremo de salida del cual puede salir dicho material laminado, y donde el segundo elemento de guía comprende un extremo de entrada, situado en las proximidades de dicho extremo de salida de dicho primer elemento de guía , dentro del cual es posible introducir el material…
DISPOSITIVO DE CAMBIO DE VELOCIDAD DE UNA BARRA.
(01/07/2008) Dispositivo de cambio de velocidad de barras , para cambiar una primera velocidad a la que se desplazan las barras de una longitud dada a lo largo de su eje (X) después de abandonar un tren de laminación a una segunda velocidad a la que se alimentan dichas barras, que comprende al menos un primer par de medios de rotación (59, 59''), con sus respectivos ejes de rotación paralelos entre sí, de modo que se crea un soporte para las barras, y al menos un segundo par de medios de rotación (55, 55''), que presentan sus respectivos ejes de rotación paralelos entre sí, dispuestos a una distancia predefinida desde el primer par de medios…
INSTALACION DE EMBALAJE DE BARRAS Y PROCEDIMIENTO ASOCIADO.
(16/06/2008) Instalación de embalaje de barras que comprende: unos medios para transportar una barra, de una longitud indefinida, a lo largo de una trayectoria paralela a su eje a una primera velocidad; unos dispositivos para cortar en longitud destinados a cortar la barra en segmentos de una longitud predefinida; unos medios para desviar los segmentos de barra para poder enviar dichos segmentos de barra a lo largo de una pluralidad de direcciones predefinidas; unos medios de frenado para ajustar la velocidad de los segmentos de barra, de modo que dichos segmentos de barra sean enviados a velocidades predefinidas que no sean…
DISPOSITIVO PARA EL TRATAMIENTO EN CONTINUO DE PRODUCTOS METALICOS LAMINADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2006). Ver ilustración. Solicitante/s: DANIELI & C. OFFICINE MECCANICHE S.P.A.. Clasificación: B21B1/18, B21B43/00, B21C43/00.
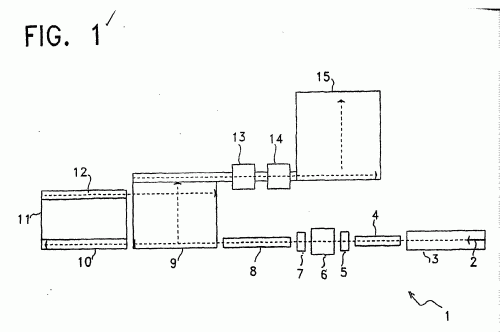
Dispositivo, para el tratamiento de productos metálicos moldeados que tienen una forma alargada, tales como barras, platinas, perfiles estructurales o similares, dispuesto en continuo y a continuación de un tren de laminación , incluyendo dichos medios de tratamiento en el orden siguiente, una bancada de enfriamiento , un cajón de enfriamiento , medios de decapado , medios para el control de calidad de los productos metálicos y una zona de enfajado y/o atado de los productos metálicos.
Dispositivo y método para fabricar bobinas de productos largos laminados o estirados.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2006). Solicitante/s: DANIELI & C. OFFICINE MECCANICHE S.P.A.. Clasificación: B21C47/30, B21C47/32.
Resumen no disponible.
PROCEDIMIENTO PARA EL ENROLLADO EN BOBINAS DE BARRAS DE METAL.
(16/02/2006) Procedimiento para el enrollado en bobinas de barras de metal, en el cual se dispone a la salida del tren de laminación de las siguientes fases: a) enfriamiento de la barra mediante una primera caja de agua (4) a una segunda temperatura predeterminada, superior a la temperatura a la cual empieza a formarse la martensita; b) realización de la igualación (de temperaturas) al aire y de un revenido de la superficie; c) enfriamiento mediante una o más cajas de agua (4, 4), descendiendo la superficie del producto por debajo de la temperatura a la cual empieza a formarse la martensita; d) realización de la igualación al aire, después de cada una de dichas cajas de agua (4, 4) en las fases correspondientes, hasta las respectivas temperaturas…
DISPOSITIVO DE SEPARACION PARA BARRAS LAMINADAS.
(16/02/2004) Dispositivo para separar barras laminadas que avanzan sobre un plano portador con una dirección sustancialmente ortogonal a sus ejes hacia una zona de unión y/o empacado, comprendiendo el plano portador una pluralidad de elementos de movimiento dispuestos en la dirección de avance de las barras y separados longitudinalmente, estando incluido un dispositivo contador/separador adecuado para separar las barras unas de otras en correspondencia con un segmento extremo delantero, comprendiendo el dispositivo una pluralidad de conjuntos de separador dispuestos en alineación a lo largo de una dirección paralela al eje longitudinal de las barras y cada uno dispuesto en el espacio entre dos elementos de movimiento contiguos , comprendiendo cada conjunto de separador medios separadores que tienen una primera posición inactiva dispuesta…
LINEA DE ARROLLAMIENTO PARA MATERIAL LAMINADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2003). Ver ilustración. Solicitante/s: DANIELI & C. OFFICINE MECCANICHE S.P.A.. Clasificación: B21C47/24, B21C47/00, B21C47/34.
Línea de arrollamiento situada aguas abajo de un tren de laminadores provisto de cizallas que permiten cizallar el material laminado procedente del tren de laminadores , que comprende una primera máquina de arrollamiento que tiene un primer mandril giratorio conectado a un dispositivo correspondiente de transmisión para enrollar el material laminado y obtener la primera bobina correspondiente, por lo menos una segunda máquina de arrollamiento , que tiene un segundo mandril giratorio conectado a un dispositivo de transmisión correspondiente para enrollar el material laminado y obtener una segunda bobina correspondiente, unos medios de selección dispuestos aguas abajo de dichas cizallas para desviar el material laminado alternativamente hacia la primera o la segunda máquina de arrollamiento.
MAQUINA BOBINADORA PARA METERIA PRIMA LAMINADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2003). Ver ilustración. Solicitante/s: DANIELI & C. OFFICINE MECCANICHE SPA. Clasificación: B21C47/24, B21C47/00, B21C47/32, B65H67/04, B21C47/06.
Máquina bobinadora para materia prima laminada que se puede situar después, según la dirección de avance, de un tren laminador , que comprende un mandril montado en voladizo y de manera que es giratorio con respecto a un eje de giro en una estructura fija , presentando dicho mandril una pared interior ortogonal con respecto al eje de giro y un extremo exterior, caracterizada la máquina bobinadora porque una placa cilíndrica es adecuada para colaborar selectivamente con dicho extremo exterior, siendo movible la placa cilíndrica entre una posición de trabajo, en la que está dispuesta sustancialmente ortogonal con respecto al eje de giro de manera que define una pared lateral paralela a la pared interior , de modo que se permite la formación de la bobina de materia prima laminada , y una posición inactiva, en la que está distanciada y bajada con respecto al mandril para permitir la extracción axial de la bobina de materia prima laminada.
DISPOSITIVO PARA EXTRAER BOBINAS DE MATERIAL LAMINADO DE UNA MAQUINA DE BOBINADO.
(01/10/2003) Dispositivo para extraer bobinas de material laminado de una máquina de bobinado dispuesta curso abajo de un tren de laminado y que presenta un mandril montado giratorio alrededor de un eje de giro que se dispone en un plano substancialmente horizontal, comprendiendo el dispositivo un carro montado deslizante sobre unos elementos fijo de guía paralelos al citado eje de giro de dicho mandril , un bastidor de soporte montado en dicho carro , una pluralidad de rodillos montados sobre dicho bastidor de soporte con sus ejes de giro substancialmente paralelos a dicho eje de giro de dicho mandril y capaces de cooperar con dicha bobina para evitar que se deshagan las espirales del material laminado , pudiéndose mover dicho carro y el bastidor de soporte montado en el mismo en una dirección substancialmente paralela a dicho eje…
DISPOSITIVO PARA FORMAR ESPIRALES EN UNA MAQUINA BOBINADORA.
(16/07/2003) Dispositivo para formar espirales en una maquina bobinadora para material laminado situado curso abajo de un tren de laminado provisto de unos cilindros laminadores , en el que la máquina bobinadora comprende un carrete capaz de girar alrededor de un eje de giro , comprendiendo el dispositivo un elemento de guía para guiar el material laminado en un tramo entre dichos cilindros laminadores y dicha máquina bobinadora , primeros medios de traslación capaces de cooperar con dicho elemento de guía para desplazar por lo menos un primer extremo del mismo en un sentido substancialmente paralelo a dicho eje de giro de dicho carrete , y segundos medios de traslación capaces de cooperar con dicho elemento de guía para desplazar por lo menos dicho primer extremo sobre un…
METODO PARA CIZALLAR A MEDIDA BARRAS LAMINADAS Y CIZALLA CORRESPONDIENTE PARA CIZALLAR A MEDIDA.
(16/11/2002) Método para cizallar a medida barras laminadas, utilizando el método una cizalla que comprende un par de tambores contrapuestos y contrarrotativos con cu chillas dispuestas en su circunferencia en una posición de acoplamiento, comprendiendo dicha cizalla por lo menos un dispositivo de desviación situado antes de dichos tambores según el sentido de avance y adecuado para trasladarse en un plano sustancialmente horizontal de manera que transporta longitudinalmente un material laminado que sale de un tren de laminado, siendo adecuado dicho dispositivo de desviación para provocar que dicho material laminado pase por…
PROCEDIMIENTO PARA MANIPULAR UNA PLATAFORMA DE REFRIGERACION AISLADA Y UNA PLATAFORMA DE REFRIGERACION DISPUESTA ENTRE POR LO MENOS UNA MAQUINA DE FUNDICION CONTINUA Y UN LAMINADOR.
(16/09/2002) METODO PARA MANEJAR UN LECHO AISLADO DE REFRIGERACION SITUADO A CONTINUACION DE AL MENOS UNA MAQUINA DE FUNDICION CONTINUA CON UNO O MAS ALIMENTADORES (12A, 12B, 12C, 12D) Y POR DELANTE DE UN RODILLO DE SALIDA , ASOCIADO CON UN HORNO DE RECALENTAMIENTO Y ECUALIZACION DE TEMPERATURA QUE TRABAJA PARA UN LAMINADOR . EL LECHO DE REFRIGERACION POSEE EN LA ENTRADA UNA PRIMERA GRUA DE PUENTE (21A) PARA CARGAR LOS TOCHOS DESDE LOS ALIMENTADORES (12A, 12B, 12C, 12D) Y QUE JUNTO CON UNA PLATAFORMA AYUDA EN LA SALIDA A SU RECOGIDA. LA PRIMERA GRUA DE PUENTE (21A) RECOGE LOS TOCHOS DE UNO DE LOS RODILLOS Y LOS DEPOSITA GRADUALMENTE EN EL LECHO DE REFRIGERACION AISLADO AL MENOS EN SU PARTE INFERIOR. UNA SEGUNDA GRUA DE PUENTE (21B) RECOGE LOS…
DISPOSITIVO DE SELECCION Y CONTROL PARA BARRAS Y METODO CORRESPONDIENTE.
(01/02/2002) SE DESCRIBE UN DISPOSITIVO DE SELECCION Y CONTROL PARA EL RECUENTO DE BARRAS QUE SE ALIMENTAN SEPARADAS, ORTOGONALMENTE A SU EJE, EN UN PLANO, Y COOPERAN CON MEDIOS DE DESPLAZAMIENTO , INCLUYENDO EL DISPOSITIVO DOS MEDIOS DE SUPERVISION OPTICA Y UNA UNIDAD DE PROCESO , ESTANDO LOS MEDIOS DE SUPERVISION OPTICA DISPUESTOS EN ANGULO, CON SUS VERTICES PRACTICAMENTE EN EL PLANO EN EL QUE SE ALIMENTAN LAS BARRAS , Y CUYO EJE DE SUPERVISION RESPECTIVO COOPERA CON UNA PARTE DEL PLANO POR EL QUE PASA LA BARRA QUE SE ALIMENTA, TENIENDO LOS EJES RESPECTIVOS DE CONTROL UN ANGULO DE INCIDENCIA, CON RELACION AL PLANO EN EL QUE SE ALIMENTAN LAS BARRAS , CERCA DE UN PUNTO COMUN QUE COOPERA SUSTANCIALMENTE…
METODO PARA FORMAR PAQUETES DE PERFILES LAMINADOS.
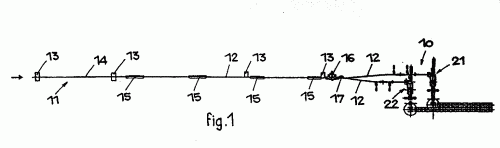
(01/09/2001) METODO PARA FORMAR HACES DE UNA O MAS CAPAS DE PERFILES LAMINADOS , COMPRENDIENDO CADA CAPA AL MENOS UNA FILA DE PERFILES LAMINADOS ADYACENTES, UTILIZADO EN COOPERACION CON UN TRANSPORTADOR ADECUADO PARA TRANSPORTAR LOS PERFILES LAMINADOS TENDIDOS Y ADYACENTES ENTRE SI EN UNA DIRECCION SUSTANCIALMENTE PERPENDICULAR AL EJE LONGITUDINAL DE LOS PERFILES ; TAMBIEN SE INCLUYE, EN COOPERACION CON EL EXTREMO TERMINAL (13A) DEL TRANSPORTADOR , UNA ESTACION PARA ALMACENAR, ATAR Y/O DESCARGAR LOS HACES . EL METODO PERMITE LO SIGUIENTE: - LA FORMACION DE UNA CAPA DE PERFILES LAMINADOS QUE CAEN DEL TRANSPORTADOR SOBRE BARRAS DE DESCARGA DISPUESTAS PARALELAMENTE…
INSTALACION PARA BOBINAR PRODUCTOS DE HIERRO Y ACERO.
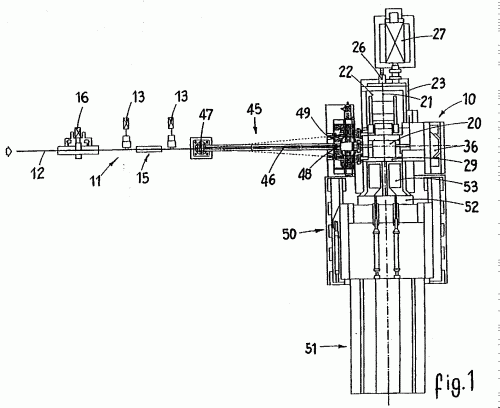
(01/08/2000) UN ENSAMBLAJE DE BOBINADO PARA PRODUCTOS DE HIERRO Y ACERO QUE COOPERA CON UN ELEMENTO PARA ALIMENTAR EL PRODUCTO ENROLLADO Y QUE INCLUYE UN ELEMENTO DE APILACION ASOCIADO CON UN TAMBOR CILINDRICO COAXIAL PARA DEFINIR UN CONDUCTO ANULAR Y CONTENER, FORMAR Y ACUMULAR ESPIRALES Y UNA PLANCHA ANULAR INCLUIDA PARA SOPORTAR LAS ESPIRALES QUE SE ESTAN FORMANDO Y QUE TIENEN UNA PRIMERA POSICION ELEVADA (17A) PARA LA INICIACION DEL BOBINADO EN COOPERACION SUSTANCIALMENTE CON EL ELEMENTO QUE ALIMENTA EL PRODUCTO ENRROLLADO, UNA PLURALIDAD DE POSICIONES INTERMEDIAS DEFINIDAS A LO LARGO DEL CONDUCTO ANULAR Y UNA POSICION (17B) PARA LA FINALIZACION DEL BOBINADO EN COOPERACION CON LA BASE DEL CONDUCTO ANULAR , UN MECANISMO CIRCUNFERENCIAL (19A,19B) PARA CONTENER LAS ESPIRALES QUE SE INCLUYEN EN COOPERACION…
DISPOSITIVO PARA LA RETIRADA Y DESCARGA DE BARRAS CORTAS.
(16/06/1999) DISPOSITIVO PARA RETIRAR Y DESCARGAR BARRAS CORTAS, QUE ESTA ASOCIADO CON UNA ZONA DE SEPARACION Y COMPUTO DEL MEDIO ALIMENTADOR DE LAS BARRAS EN SENTIDO ASCENDENTE, DE UNA ESTACION, PARA LA FORMACION DE HACES O MANOJOS DE BARRAS, TENIENDO ESTAS BARRAS SUSTANCIALMENTE UN TOPE O MOCHO EN EL PRIMER LADO DEL DISPOSITIVO Y SIENDO AVANZADAS HACIA ADELANTE, EN UNA DIRECCION PERPENDICULAR A SU EXTENSION EN SENTIDO LONGITUDINAL, SOBRESALIENDO LAS BARRAS DE UNA LONGITUD REQUERIDA EN EL SEGUNDO LADO DEL DISPOSITIVO, DESDE SU MEDIO DE AVANCE , UN MEDIO PARA REALIZAR LA RETENCION PROVISIONAL, ESTANDO INCLUIDA EN COOPERACION CON LA ZONA DE SEPARACION Y COMPUTO, Y CON EL SEGUNDO LADO DEL DISPOSITIVO, Y DEFINIENDO UNA…
DISPOSITIVO PARA DESCARTAR BARRAS CORTAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1999). Solicitante/s: DANIELI & C. OFFICINE MECCANICHE S.P.A.. Clasificación: B07B13/04.
DISPOSITIVO PARA DESCARTAR BARRAS (11A) CORTAS QUE ESTAN ASOCIADAS CON MEDIOS DE ALIMENTACION QUE COMPRENDE UNA PLURALIDAD DE PRIMERAS CADENAS (14A) DE TRANSPORTE Y UNA PLURALIDAD EMPAREJADA DE SEGUNDAS CADENAS (14B) DE TRANSPORTE, SOBRE LAS CUALES ESTAN POSICIONADAS LAS BARRAS PERPENDICULARES A LAS CADENAS DE TRANSPORTE Y ESTAN ALIMENTADAS EN UNA DIRECCION EN UN ANGULO RECTO CON RESPECTO A LA EXTENSION A LO LARGO DE LAS BARRAS , SIENDO LOS EXTREMOS DE CORRIENTE ABAJO DE LAS PRIMERAS CADENAS (14A) DE TRANSPORTE Y LOS EXTREMOS DE CORRIENTE ARRIBA DE LAS SEGUNDAS CADENAS (14B) DE TRANSPORTE TAMBALEADOS PROGRESIVAMENTE COMO PARA DEFINIR UN CANAL DE SEPARACION COLOCADO EN UN ANGULO CON RESPECTO AL EJE DE ALIMENTACION DE LAS BARRAS , UN ANGULO DE ENTRE 10 IDO ENTRE EL CANAL DE SEPARACION Y EL EJE DE LAS BARRAS , EL CANAL DE SEPARACION QUE COOPERA CON MEDIOS DE PUENTE.
MAQUINA CON DISPOSITIVOS DE MANEJO PARA EL EMBALADO DE CAPAS DE VARILLAS.
(16/07/1996) SE PRESENTA UNA MAQUINA CON DISPOSITIVOS DE MANEJO PARA EMPAQUETAR CAPAS DE VARILLAS, QUE COOPERA CON UNA CINTA TRANSPORTADORA DE SUMINISTRO Y CON MEDIOS DE RECOLECCION Y DESCARGA , LA CINTA TRANSPORTADORA COMPRENDE UNA PRIMERA PLURALIDAD COORDINADA DE PARTES SOBRESALIENTES ESTACIONARIAS (14A) PARA POSICIONAR UNA CAPA QUE CONTENGA N O N-1 VARILLAS ALTERNATIVAMENTE Y UNA SEGUNDA PLURALIDAD COORDINADA DE PARTES SOBRESALIENTES MOVILES (14B) PARA POSICIONAR MOMENTANEAMENTE UNA CAPA DE ESPERA QUE CONTENGA N-1 O N VARILLAS , LA MAQUINA INCLUYE UN EJE IMPULSOR SITUADO POR DEBAJO DEL PLANO DE LA CINTA TRANSPORTADORA DE SUMINISTRO Y EN UNA POSICION TERMINAL DE…
MAQUINA EMPAQUETADORA PARA SECCIONES DE EMBALAJE EN CAPAS ALTERNADAS CON UN GRUPO SIMPLE DE CABEZALES MAGNETICOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1993). Solicitante/s: DANIELI & C. OFFICINE MECCANICHE S.P.A.. Clasificación: B65G57/18.
UNA MAQUINA EMPAQUETADORA PARA SECCIONES DE EMBALAJE EN CAPAS ALTERNADAS CON UN GRUPO SIMPLE DE CABEZALES MAGNETICOS, QUE COMPRENDE UN PORTADOR DE BANCO , UN BRAZO OSCILADOR CON UN CABEZAL MAGNETICO Y UN AREA PARA LA FORMACION DE EMBALAJES , EL PORTADOR (119 SOPORTA LAS CAPAS ALTERNADAS PRIMERA Y SEGUNDA DE LAS SECCIONES EN DONDE UNA CAPA COMPRENDE "N" SECCIONES ASI COMO LA SIGUIENTE CAPA COMPRENDE "N MENOS 1" SECCIONES, CADA CAPA ESTA DEFINIDA POR UNA CLAVIJA POR LO QUE EL CABEZAL COGE UNA SEGUNDA CAPA SUPERIOR PRIMERO, LA VUELCA Y LA SITUA SOBRE UNA PRIMERA CAPA PREVIA LOCALIZADA HACIA ABAJO Y TRASLADA AMBAS CAPAS SOBRE UN EMBALAJE QUE ESTA FORMADO TRAS UN DESPLAZAMIENTO RELATIVO VERTICAL COMO ENTRE EL BANCO Y EL BRAZO AL MENOS DURANTE EL PASO DE TRANSFERENCIA DE LAS CAPAS SOBRE EL EMBALAJE QUE ES FORMADO, LA MAQUINA EMPAQUETADORA ESTA SITUADA BAJO EL BANCO Y EN EL LADO DEL EMBALAJE DEL AREA DE FORMACION.
MONTAJE FORMANDO UN SERPENTIN DE 2 FUNCIONES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1992). Solicitante/s: DANIELI & C. OFFICINE MECCANICHE S.P.A.. Clasificación: B21C47/14, B21C47/04.
MONTAJE FORMANDO UN SERPENTON DE 2 FUNCIONES EL CUAL COOPERA CON CANALES ALIMENTANDO UN STOCK RODADO Y CON AL MENOS UN TAMBOR FORMANDO HACES ENROLLADOS Y TENIENDO UN EJE AL MENOS MOMENTANEAMENTE VERTICAL Y COMPRENDE AL MENOS DE DOS UNIDADES ALIMENTADORAS TENIENDO DIFERENTES FUNCIONES INDIVIDUALES ( EL MONTAJE INCLUYENDO UNA COLUMNA GIRATORIA TENIENDO UN EJE SUBSTANCIALMENTE VERTICAL Y CAPAZ DE TOMAR AL MENOS DOS POSICIONES CIRCUNFERENCIALES PARA SOPORTAR Y SITUAR LAS UNIDADES ALIMENTADORAS, AL MENOS UNA DE LAS UNIDADES ALIMENTADORAS ESTANDO MOMENTANEAMENTE EN ASOCIACION DIRECTA CON EL TAMBOR FORMANDO HACES ENROLLADAS.
{kind=link}
{kind=link}
{kind=link}