Unidad de válvulas para una instalación de revestimiento.
Unidad de válvulas (6; 6') para una instalación de revestimiento,
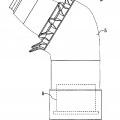
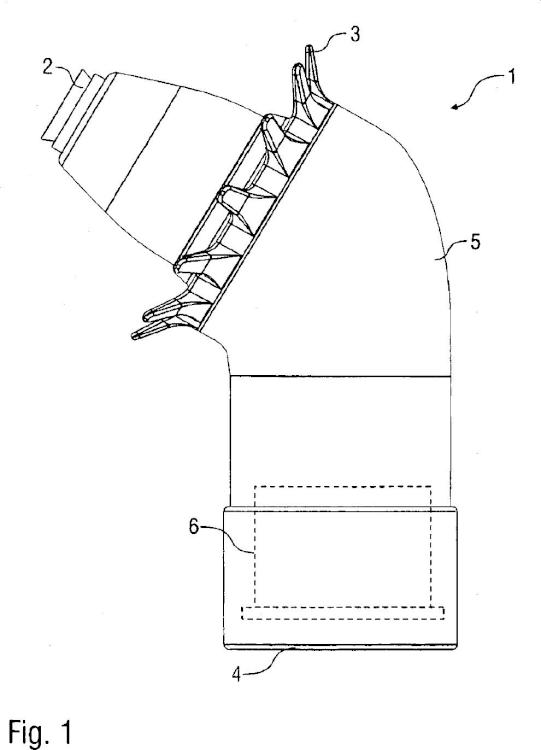
en particular en forma de cambiador de color integrado o mezclador de dos componentes en un pulverizador de rotación (1), con
a) una carcasa (7, 8; 7', 8') y
b) por lo menos un alojamiento de válvula (9-15), el cual está dispuesto en la carcasa (7, 8; 7', 8') y que sirve para alojar una válvula (16-24; 16'), y
c) por lo menos un conducto de alimentación de medio de revestimiento (27, 28; 27'), y
d) un canal de medio de revestimiento (29; 29'), en el cual desemboca el conducto de alimentación de medio de revestimiento (27, 28; 27') a través de la válvula (16-24; 16'),
caracterizada por que
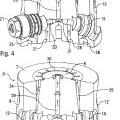
e) la carcasa (7, 8; 7', 8') presenta por lo menos una primera pieza de carcasa (8; 8') y una segunda pieza de carcasa (7; 7'), siendo la primera pieza de carcasa (8; 8') de un material distinto al de la segunda pieza de carcasa (7; 7'), y
f) la primera pieza de carcasa (8; 8') es de un material metálico, mientras que la segunda pieza de carcasa (7; 7') es de plástico, y
g) el conducto de alimentación de material de revestimiento (27, 28; 27') y el canal de medio de revestimiento (29; 29') están directamente formados por la primera pieza de carcasa (8; 8'), de manera que el fluido que circula a su través entra en contacto directo con el material de la primera pieza de carcasa (8; 8').
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/001037.
Solicitante: DURR SYSTEMS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: CARL-BENZ-STRASSE 34 74321 BIETIGHEIM-BISSINGEN ALEMANIA.
Inventor/es: SEIZ,BERNHARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B05B12/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05B APARATOS DE PULVERIZACION; APARATOS DE ATOMIZACION; TOBERAS O BOQUILLAS (mezcladores de pulverización con toberas B01F 5/20; procedimientos para aplicar líquidos u otros materiales fluidos a superficies por pulverización B05D). › B05B 12/00 Disposiciones para controlar la distribución; Disposiciones para controlar la zona de pulverización. › para suministrar a un orificio de pulverización único, un líquido u otro material fluido elegido entre varios.
- B05B5/04 B05B […] › B05B 5/00 Pulverización electrostática; Dispositivos de pulverización dotados de medios para cargar eléctricamente el pulverizado; Pulverización de líquidos u otros materiales fluidos por vías eléctricas. › caracterizados por incluir una salida rotativa o elementos deflectores.
- B05B5/047 B05B 5/00 […] › que utilizan carga por fricción.
PDF original: ES-2514669_T3.pdf
Fragmento de la descripción:
Unidad de válvulas para una instalación de revestimiento.
La presente invención se refiere a una unidad de válvulas para una instalación de revestimiento, en particular en forma de intercambiador de color integrado o mezclador de dos componentes en un pulverizador de rotación.
Por el documento WO 2007/131636 A1, se conoce un pulverizador de rotación con un cambiador de color integrado (en inglés ICC: Integrated Color Changer) , estando el cambiador de color integrado constructivamente en la carcasa del pulverizador de rotación. Además se conoce, gracias al documento WO 2008/071273 A2, una forma constructiva anular para un cambiador de color de este tipo, estando formado el cambiador de color por una unidad de válvulas, la cual está alojada en la unidad de válvulas. La unidad de válvulas conocida consiste al mismo tiempo esencialmente en un canal de medio de revestimiento central, en el cual desembocan radialmente conductos de alimentación de medios de revestimiento, siendo controlada la entrada desde los conductos de medio de revestimiento individuales al canal de medio de revestimiento central mediante válvulas de aguja que discurren radialmente. La carcasa de la unidad de válvulas está hecha usualmente de plástico (por ejemplo, POM: polioximetileno) , estando formados en la carcasa hecha de plástico de la unidad de válvulas los alojamientos de válvula, los asientos de válvula, el canal de medio de revestimiento central y los conductos de alimentación de medio de revestimiento. Esta forma constructiva usual de la unidad de válvulas con una carcasa realizada por completo en plástico presenta, sin embargo, diferentes desventajas que se explican a continuación brevemente.
Una desventaja de esta forma constructiva habitual consiste en que el plástico de la carcasa presenta, frente a las pinturas y los agentes de lavado utilizados, únicamente una resistencia de materiales insatisfactoria, dado que las pinturas o los agentes de lavado pueden atacar al plástico.
Otra desventaja de la forma constructiva habitual descrita con anterioridad de una unidad de válvulas consiste en que entre los alojamientos de válvula contiguos en la carcasa de la unidad de válvulas debe existir un grosor de material de la carcasa de por lo menos 2 mm, con el fin de garantizar una resistencia suficiente. Esto tiene, sin embargo, la desventaja de que la densidad de empaquetamiento de las válvulas en la carcasa está limitada, lo que es desventajoso en particular en una integración constructiva de la unidad de válvulas en un pulverizador de rotación, dado que el espacio constructivo disponible está allí limitado.
Otra desventaja más de la forma constructiva habitual descrita con anterioridad de una unidad de válvulas tiene efecto en particular cuando la unidad de válvulas no se utiliza como cambiador de color, sino como mezclador de dos componentes, con el fin de mezclar una pintura de base con un endurecedor. Aquí hay que limpiar la unidad de válvulas con regularidad para impedir que la pintura de base se endurezca dentro de la unidad de válvulas, lo que conduciría a un siniestro total en la unidad de válvulas. Esta limpieza de la unidad de válvulas esconde, sin embargo, en sí el peligro de que el asiento de válvula sea dañado o incluso destruido por el proceso de limpieza.
Por el documento US 3 870 233, se conoce una unidad de válvulas con dos piezas de carcasa, las cuales están hechas sin embargo ambas de plástico.
Además se conocen, gracias al documento DD 276 038 A5, al documento DE 698 27 611 T2, al documento DE 10 2005 033 191 A1 y al documento EP 2 110 177 B1, componentes de instalación de pintado los cuales están hechos, parcialmente, de diferentes materiales. Aquí no se trata sin embargo de unidades de válvulas según la invención.
Finalmente se remite, en cuanto al estado de la técnica, al documento DE 35 34 269 A1.
En las unidades de válvulas genéricas conocidas la carcasa está hecha por lo tanto de un único material, lo que es desventajoso.
La invención se plantea por ello el problema de mejorar correspondientemente la unidad de válvulas descrita al principio.
Este problema es resuelto mediante la unidad de válvulas según la invención según la reivindicación principal.
La invención abarca la enseñanza técnica general de componer la carcasa de la unidad de válvulas con diferentes piezas de carcasa, las cuales estén hechas de materiales diferentes, de manera que puedan ser optimizados los materiales en cuanto a la función de la pieza de carcasa respectiva.
De este modo la unidad de válvulas puede constar, por ejemplo, de un núcleo de carcasa y un revestimiento de carcasa, el cual rodea el núcleo de carcasa.
El núcleo de carcasa puede estar hecho entonces, por ejemplo, de acero fino y albergar el asiento de válvula y los conductos de medios, ofreciendo la elección del acero fino diferentes ventajas para el núcleo de carcasa. Por un lado, el acero fino es mucho más duro que el plástico utilizado usualmente, de manera que durante la limpieza de la
carcasa no existe el peligro de que el asiento de válvula que se encuentra en el núcleo de carcasa resulte dañado por el proceso de limpieza. Por el otro, el acero fino tiene también una mayor resistencia de material con respecto a las pinturas y los agentes de lavado utilizados usualmente.
El revestimiento de carcasa está hecho por el contrario, según la invención, de plástico (por ejemplo, POM: polioximetileno) , con lo cual el peso total de la unidad de válvulas se encuentra, de manera insignificante, por encima del peso total de las unidades de válvulas usuales, cuya carcasa está hecha completamente de plástico.
En general puede afirmarse que una de las piezas de carcasa (por ejemplo, el núcleo de carcasa) está hecha de un material más duro, más resistente a la abrasión, más resistente al agente de lavado y/o más resistente a la pintura que la otra pieza de carcasa (por ejemplo, el revestimiento de carcasa) . Esto conduce por regla general también a que una pieza de carcasa (por ejemplo, el núcleo de carcasa) sea de un material eléctricamente conductor, mientras que por el contrario la otra pieza de carcasa (por ejemplo, el revestimiento de carcasa) está hecho, por regla general, de un material eléctricamente aislante. Una exigencia importante al material del revestimiento de carcasa consiste en un peso lo más reducido posible lo que es importante, en particular, cuando la unidad de válvulas debe ser integrada en un pulverizador de rotación, dado que el pulverizador de rotación es movido, por regla general, con gran movilidad por un robot de pintado de varios ejes, de manera que la dinámica del robot se vería menoscabada por un gran peso del pulverizador de rotación. El revestimiento de la carcasa está realizado por ello, preferentemente, en un material esencialmente más ligero que el núcleo de carcasa, siendo la densidad másica del material del revestimiento de carcasa preferentemente menor que el 50%, 30%, 20% o incluso que el 10% de la densidad másica del núcleo de carcasa.
Además existe, en el marco de la invención, la posibilidad de que la pieza de carcasa este hecha de un material transparente, lo que hace posible un control visual a través del revestimiento de carcasa.
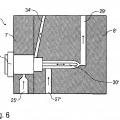
En la pieza de carcasa metálica (por ejemplo, el núcleo de carcasa) se encuentra preferentemente un asiento de válvula para una aguja de válvula de la válvula, que puede ser alojada por el alojamiento de válvula de la unidad de válvulas. Esta pieza de carcasa metálica contiene, además, conductos que conducen medios según la invención de la unidad de válvulas, como un canal de medio de revestimiento central y conductos de alimentación de medio de revestimiento, las cuales desembocan a través de una válvula en el canal de medio de revestimiento central, así como, preferentemente, conductos de fugas correspondientes, que salen de los alojamientos de válvula. Esta pieza de carcasa contiene por lo tanto, preferentemente, todos los componentes de la unidad de válvulas, los cuales se benefician de que se elija otro material diferente al plástico.
La otra pieza de carcasa (por ejemplo, el revestimiento de carcasa) puede contener por el contrario, de forma usual, un conducto de control neumático para controlar la válvula. La invención no está limitada sin embargo, en lo que respecta al control de las válvulas, a válvulas neumáticas, sino que se puede realizar, fundamentalmente, también con válvulas que se puedan accionar eléctrica o magnéticamente o, incluso, con válvulas controladas mecánicamente.
En un ejemplo de realización preferido de la invención la carcasa de la unidad de válvulas presenta... [Seguir leyendo]
Reivindicaciones:
1. Unidad de válvulas (6; 6â?) para una instalación de revestimiento, en particular en forma de cambiador de color integrado o mezclador de dos componentes en un pulverizador de rotación (1) , con a) una carcasa (7, 8; 7â?, 8â?) y b) por lo menos un alojamiento de válvula (9-15) , el cual está dispuesto en la carcasa (7, 8; 7â?, 8â?) y que sirve para alojar una válvula (16-24; 16â?) , y c) por lo menos un conducto de alimentación de medio de revestimiento (27, 28; 27â?) , y d) un canal de medio de revestimiento (29; 29â?) , en el cual desemboca el conducto de alimentación de medio de revestimiento (27, 28; 27â?) a través de la válvula (16-24; 16â?) , caracterizada por que e) la carcasa (7, 8; 7â?, 8â?) presenta por lo menos una primera pieza de carcasa (8; 8â?) y una segunda pieza de carcasa (7; 7â?) , siendo la primera pieza de carcasa (8; 8â?) de un material distinto al de la segunda pieza de carcasa (7; 7â?) , y f) la primera pieza de carcasa (8; 8â?) es de un material metálico, mientras que la segunda pieza de carcasa (7; 7â?) es de plástico, y g) el conducto de alimentación de material de revestimiento (27, 28; 27â?) y el canal de medio de revestimiento (29; 29â?) están directamente formados por la primera pieza de carcasa (8; 8â?) , de manera que el fluido que circula a su través entra en contacto directo con el material de la primera pieza de carcasa (8; 8â?) .
2. Unidad de válvulas (6; 6â?) según la reivindicación 1, caracterizada por que la primera pieza de carcasa (8; 8â?) es un núcleo de carcasa, mientras que la segunda pieza de carcasa (7; 7â?) es un revestimiento de carcasa, rodeando el revestimiento de carcasa el núcleo de carcasa.
3. Unidad de válvulas (6; 6â?) según una de las reivindicaciones anteriores, caracterizada por que
a) la primera pieza de carcasa (8; 8â?) es de acero fino, mientras que la segunda pieza de carcasa (7; 7â?) es de polioximetileno; y/o b) la primera pieza de carcasa (8; 8â?) es de un material más duro que la segunda pieza de carcasa (7; 7â?) , y/o c) la primera pieza de carcasa (8; 8â?) es de un material más resistente a la abrasión que la segunda pieza de carcasa (7; 7â?) , y/o d) la primera pieza de carcasa (8; 8â?) es de un material más resistente al agente de lavado y/o más resistente a la pintura que la segunda pieza de carcasa (7; 7â?) , y/o e) la segunda pieza de carcasa (7; 7â?) es de un material eléctricamente aislante, mientras que la primera pieza de carcasa (8; 8â?) es de un material eléctricamente conductor, y/o f) la segunda pieza de carcasa (7; 7â?) es de un material más ligero que la primera pieza de carcasa (8; 8â?) , en particular de un material con una densidad másica, la cual es menor que el 50%, 30%, 20% o 10% de la densidad másica del material de la primera pieza de carcasa, y/o g) la segunda pieza de carcasa (7; 7â?) es de un material transparente.
4. Unidad de válvulas (6; 6â?) según una de las reivindicaciones anteriores, caracterizada por que a) la primera pieza de carcasa (8; 8â?) contiene un asiento de válvula para una aguja de válvula (30) de la válvula (16-24; 16â?) , y/o b) la primera pieza de válvula (8; 8â?) contiene todos los conductos que conducen medios de la unidad de válvulas (6; 6â?) , en particular el canal de medio de revestimiento central (29; 29â?) , dicho por lo menos un conducto de medio de revestimiento (27, 28; 27â?) , que desemboca a través de una válvula (16-24; 16â?) en el canal de medio de revestimiento central (29; 29â?) , así como por lo menos un conducto de fugas, que sale del alojamiento de válvula (9-15) , y/o c) la segunda pieza de carcasa (7; 7â?) contiene un conducto de control (25, 25; 25â?) para controlar la válvula (16
24; 16â?) , en particular un conducto de control neumático.
5. Unidad de válvulas (6; 6â?) según una de las reivindicaciones anteriores, caracterizada por que a) la carcasa (7, 8; 7â?, 8â?) presenta varios alojamientos de válvula (9-15) para alojar respectivamente una válvula (16-24; 16â?) , y b) los alojamientos de válvula (9-15) se extienden, respectivamente, a través de la primera pieza de carcasa (8; 8â?) y a través de la segunda pieza de carcasa (7; 7â?) , y c) la primera pieza de carcasa (8; 8â?) presenta entre los alojamientos de válvula (9-15) contiguos un grosor de pared, que es parcialmente inferior a 2 mm, 1, 5 mm, 1 mm, 0, 75 mm o 0, 5 mm.
6. Unidad de válvulas (6; 6â?) según una de las reivindicaciones anteriores, caracterizada por que a) la unidad de válvulas (6; 6â?) presenta varios alojamientos de válvula (9-15) respectivamente para una válvula (16-24; 16â?) , b) los alojamientos de válvula individuales (9-15) presentan, respectivamente, un conducto de fugas (34, 35; 34â?) , c) los conductos de fugas (34, 35; 34â?) de los alojamientos de válvula (9-15) individuales discurren en la primera pieza de carcasa (8; 8â?) .
7. Unidad de válvulas (6; 6â?) según la reivindicación 6, caracterizada por que a) los conductos de fugas (34, 35; 34â?) discurren formando ángulo agudo con respecto al eje central de la unidad de válvulas (6; 6â?) , y/o b) los conductos de fugas (34, 35; 34â?) salen de los alojamientos de válvula (9-15) individuales y desembocan en 30 una primera superficie frontal de la unidad de válvulas (6; 6â?) , y/o c) en la primera superficie frontal de la unidad de válvulas (6; 6â?) , está dispuesto un canal de recogida (36) anular, en el cual desembocan los conductos de fugas (34, 35; 34â?) .
8. Unidad de válvulas (6; 6â?) según una de las la reivindicaciones anteriores, caracterizada por que a) en el alojamiento de válvula (9-15) está insertada una válvula (16-24; 16â?) y está fijada en el alojamiento de válvula (9-15) , en particular mediante una unión roscada con una rosca normalizada o una rosca especial, una conexión enchufable o un cierre de bayoneta, y/o b) la válvula (16-24; 16â?) es accionada neumática, eléctrica o magnéticamente, y/o c) el alojamiento de válvula (9-15) está formado directamente por la carcasa (7, 8; 7â?, 8â?) , de manera que la válvula (16-24; 16â?) insertada entra en contacto directo con el material de la carcasa, 45 d) el conducto de fugas (34, 35; 34â?) está formado directamente por la primera pieza de carcasa (8; 8â?) , de manera que el fluido que circula por ella entra en contacto directo con el material de la primera pieza de carcasa (8; 8â?) , y/o 50 e) la unidad de válvula (6; 6â?) presenta más de 4, 6, 8, 10 o más de 11 alojamientos de válvula (9-15) , y/o f) la unidad de válvula (6; 6â?) presenta una densidad de empaquetamiento determinada de los alojamientos de válvula (9-15) como relación entre el número de alojamientos de válvula (9-15) y el volumen de construcción de la unidad de válvulas (6; 6â?) , siendo la densidad de empaquetamiento mayor que 0, 01 cm-3 o 0, 02 cm-3 .
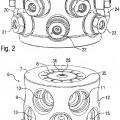
9. Unidad de válvulas (6; 6â?) según una de las reivindicaciones anteriores, caracterizada por que a) la carcasa (7, 8; 7â?, 8â?) es rotacionalmente simétrica o cilíndrica, y/o 60 b) los alojamientos de válvula (9-15) están dispuestos en la superficie de revestimiento de la carcasa (7, 8; 7â?, 8â?) y están orientados radialmente, de manera que las válvulas (16-24; 16â?) pueden ser insertadas radialmente en los alojamientos de válvula (9-15) , y/o c) los alojamientos de válvula (9-15) están dispuestos distribuidos a una distancia angular determinada unos 65 respecto a otros a lo largo del perímetro de la carcasa (7, 8; 7â?, 8â?) , y/o 9
d) los alojamientos de válvula (9-15) están dispuestos en varios planos unos encima de otros, y/o e) los alojamientos de válvula (9-15) están desplazados angularmente entre sí en los planos contiguos, es decir a la mitad de la distancia angular que hay entre los alojamientos de válvula (9-15) contiguos del mismo plano, y/o f) en el núcleo de carcasa (8) , discurren un canal de medio de revestimiento (29) central y varios conductos de alimentación de medio de revestimiento (27, 28) , controlando las válvulas (16-24; 16â?) la entrada desde los conductos de medio de revestimiento (27, 28) al interior del canal de medio de revestimiento (29) central, y/o g) el canal de medio de revestimiento (29) central desemboca en una primera superficie frontal de la unidad de válvulas (6; 6â?) , y/o h) los conductos de medio de revestimiento (27, 28) desembocan en una segunda superficie frontal opuesta de la unidad de válvulas (6; 6â?) , y/o i) el canal de medio de revestimiento (29) central y/o los conductos de medio de revestimiento (27, 28) discurren axialmente en la carcasa (7, 8; 7â?, 8â?) .
10. Pulverizador, en particular pulverizador de rotación (1) , con una unidad de válvulas (6; 6â?) integrada 20 constructivamente, según una de las reivindicaciones anteriores.
11. Pulverizador (1) según la reivindicación 10, caracterizado por que a) la unidad de válvulas (6) forma un cambiador de color integrado, el cual presenta varias entradas de color y 25 una salida de color, o b) la unidad de válvulas (6) forma un mezclador de dos componentes integrado, para suministrar una pintura de base y un endurecedor y mezclarlos en el pulverizador (1) .
Patentes similares o relacionadas:
Cabezal de impresión y procedimiento de funcionamiento asociado, del 22 de Julio de 2020, de Dürr Systems AG: Cabezal de impresión para aplicar un agente de revestimiento a un componente, en particular para pintar un componente de carrocería de vehículo automóvil […]
Equipo para esparcir adhesivos multicomponentes en una mezcla granular, así como procedimiento de rociado y uso del equipo, del 24 de Junio de 2020, de Hürlimann Railtec AG: Equipo para transportar adhesivos multicomponentes de al menos dos componentes fluidiformes (A, B) y todos los elementos necesarios para su esparcido […]
Depósitos de presión para el suministro automatizado de composiciones de recubrimiento, del 6 de Mayo de 2020, de PPG INDUSTRIES OHIO, INC.: Un sistema para el suministro automatizado a presión de composiciones de recubrimiento que comprende: una base de soporte estructurada y dispuesta […]
Aparato para el revestimiento en polvo de un objeto y procedimiento operativo relacionado, del 18 de Marzo de 2020, de VOLONTE', LUIGI CARLO MARIA: Un aparato para el revestimiento en polvo de un objeto , en el que dicho aparato comprende: - al menos unos recipientes primero y segundo […]
Dosificación ICC, del 1 de Enero de 2020, de Dürr Systems AG: Dispositivo de dosificación para una instalación de revestimiento para el revestimiento en serie de piezas con diferentes tonos de color, […]
Dispositivo de alimentación de un pulverizador con producto de recubrimiento líquido y herramienta de montaje/desmontaje de dicho dispositivo, del 11 de Diciembre de 2019, de SAMES KREMLIN: Dispositivo de alimentación de al menos un pulverizador con un producto de recubrimiento líquido, comprendiendo este dispositivo al menos una válvula […]
Método de control de la presión de fluido en un sistema cerrado, del 16 de Octubre de 2019, de GRACO MINNESOTA INC.: Un método para controlar una presión del sistema dentro de un sistema incluye: determinar un estado abierto o cerrado del sistema; […]
Dispositivo de revestimiento, del 11 de Septiembre de 2019, de Dürr Systems AG: Dispositivo de revestimiento para revestir componentes con un agente de revestimiento, en particular para pintar componentes de carrocería de vehículo […]