PROCESO DE FABRICACION DE UN ARTICULO.
LA PRESENTE INVENCION SE APLICA A UN PROCEDIMIENTO BASICO QUE COMPRENDE EL USO DE AL MENOS UN TIPO DE ELEMENTO EN UN PUESTO DE TRABAJO (10) CON EL MONTAJE DE UNA MANUFACTURA SEMITERMINADA,
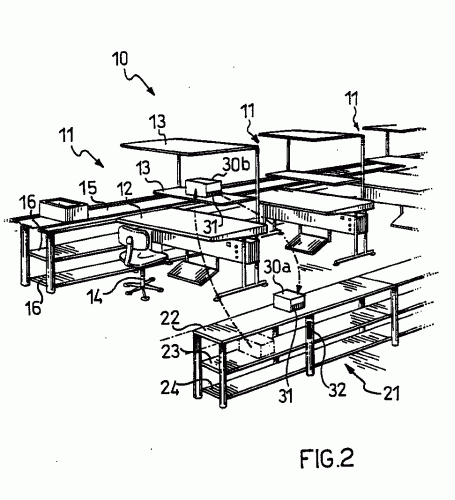
LA TRANSFERENCIA DE LA MANUFACTURA SEMITERMINADA A UN PUESTO DE TRABAJO POSTERIOR (10), Y LA REPETICION DE LAS OPERACIONES ANTERIORES EN PUESTOS DE TRABAJO SUCESIVOS (10) HASTA LA TERMINACION DE LA MANUFACTURA. DE CONFORMIDAD CON LA PRESENTE INVENCION, EN AL MENOS UNO DE LOS PUESTOS DE TRABAJO (10) Y PARA CADA TIPO DE ELEMENTO QUE HA DE UTILIZARSE EN EL PUESTO DE TRABAJO, ES PRECISO SUMINISTRAR LOS ELEMENTOS AL PUESTO DE TRABAJO EN RECIPIENTES IDENTICOS (30) QUE CONTIENEN SIEMPRE EL MISMO NUMERO DE ELEMENTOS, SUMINISTRAR UN SOLO RECIPIENTE EN UNA POSICION DE TRABAJO (11) DEL PUESTO DE TRABAJO Y AL MENOS OTRO RECIPIENTE EN UNA POSICION DE SERVICIO (21) DEL PUESTO DE TRABAJO (10) AL LADO DE LA POSICION DE TRABAJO (11), USAR LOS ELEMENTOS QUE CONTIENE EL RECIPIENTE SITUADO EN LA POSICION DE TRABAJO HASTA QUE SE VACIA, TRASLADAR EL RECIPIENTE VACIO A UNA ZONA DE SALIDA (22) DE LA POSICION DE SERVICIO, TRASLADAR UN RECIPIENTE LLENO A LA POSICION DE TRABAJO, TOMARLO DE UNA ZONA DE ENTRADA (23) DE LA POSICION DE SERVICIO, RETIRAR EL RECIPIENTE VACIO DE LA ZONA DE SALIDA DE LA POSICION DE SERVICIO Y DEPOSITAR EN UN TIEMPO DE REABASTECIMIENTO PREDETERMINADO UN RECIPIENTE LLENO CORRESPONDIENTE EN LA ZONA DE ENTRADA DE LA MISMA POSICION DE SERVICIO. EL NUMERO DE RECIPIENTES EN LA POSICION DE SERVICIO Y DE ELEMENTOS EN CADA RECIPIENTE Y EL TIEMPO DE REABASTECIMIENTO SE PREDETERMINAN SOBRE LA BASE DEL CONSUMO DE ELEMENTOS EN EL PUESTO DE TRABAJO DE TAL MANERA QUE SIEMPRE HAYA EN EL PUESTO DE TRABAJO UNA CANTIDAD MINIMA PREESTABLECIDA DE ELEMENTOS.
Tipo: Resumen de patente/invención.
Solicitante: DATALOGIC S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA CANDINI 2,I-40012 LIPPO DI CALDERARA DI.
Inventor/es: FEI, ENZO, GUERMANDI, FLORIANO.
Fecha de Publicación: .
Fecha Concesión Europea: 18 de Septiembre de 2002.
Clasificación Internacional de Patentes:
- B23P19/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Máquinas que efectúan simplemente el montaje o la separación de piezas metálicas u objetos entre ellos o de piezas metálicas con piezas no metálicas, implicando o no esto una cierta deformación; Herramientas o dispositivos a este efecto en la medida en que no estén previstos en otras clases (herramientas manuales en general B25).
- B23P21/00 B23P […] › Máquinas para el montaje de numerosas piezas diferentes destinadas a componer conjuntos, con o sin trabajo de estas piezas antes o después de su montaje, p. ej. por control programado.
- B23Q7/10 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 7/00 Dispositivos para la manipulación de piezas, especialmente combinados a las máquinas-herramientas o dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas, p. ej. para el transporte, la carga, la colocación, la descarga, la selección (incorporados a los husillos de trabajo B23B 13/00, B23B 19/02; para tornos automáticos o semiautomáticos B23B 15/00). › por medio de depósitos.
- G05B19/418 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › Control total de una fábrica, es decir, control centralizado de varias máquinas, p. ej. control numérico directo o distribuido (DNC), sistemas de fabricación flexibles (FMS), sistemas de fabricación integrados (IMS), fabricación integrada por computador (CIM).
Patentes similares o relacionadas:
Sistema de trabajo estéril, del 1 de Julio de 2020, de Shibuya Corporation: Un sistema de trabajo estéril para permitir que un trabajador realice un trabajo estéril requerido para cultivo dentro de una cámara estéril del sistema que tiene […]
Controlador de sistema transportador, sistema transportador y método de sincronización de datos, del 1 de Julio de 2020, de EWAB Engineering AB: Un controlador de sistema transportador , que comprende: una unidad de almacenamiento de datos configurada para almacenar una […]
Procedimiento y disposición para el control remoto de dispositivos de campo de al menos un sistema de automatización, del 17 de Junio de 2020, de SCHNEIDER ELECTRIC INDUSTRIES SAS: Procedimiento para el control remoto de al menos un dispositivo de campo (D1... Dn) en al menos un sistema de automatización (P1... Pk) con una unidad de control (BG); […]
Dispositivo y método para la transmisión de datos, del 10 de Junio de 2020, de DR. JOHANNES HEIDENHAIN GMBH: Dispositivo para la transmisión de datos con una interfaz de aparato de medición , una interfaz de control y una interfaz adicional […]
Procedimiento para hacer funcionar una planta de producción y planta de producción, del 3 de Junio de 2020, de SEW-EURODRIVE GMBH & CO. KG: Procedimiento para hacer funcionar una planta de producción son que la planta de producción tiene un sistema de control de nivel superior, estaciones de trabajo […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Sistema y método de control en bucle cerrado de firma de objetivo, del 6 de Mayo de 2020, de EMHART GLASS S.A.: Un sistema para ajustar automáticamente la regulación temporal de sucesos de operaciones en cavidades de una sección de una máquina de secciones individuales, […]
Sistema transportador multizona con control basado en LAN, del 6 de Mayo de 2020, de MILWAUKEE ELECTRONICS CORPORATION: Un sistema de control de transportador para controlar un sistema transportador , configurado para transportar una serie de cargas, y […]