PROCESO DE FABRICACIÓN DE PASTILLAS DE FRENO.
Proceso de fabricación de pastillas de freno, según el cual la unión entre el soporte metálico (1) y el bloque de material de fricción que componen la pastilla de freno,
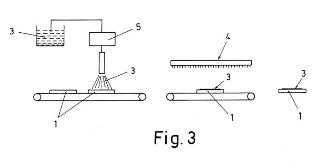
se realiza mediante un adhesivo (3) en polvo, el cual se deposita sobre el soporte metálico (1) pasando por una unidad electrostática (5), aplicándose después un calentamiento (4) que funde las resinas componentes de dicho adhesivo (3), para la adherencia del mismo sobre el soporte metálico (1).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201000112.
Solicitante: TRW AUTOMOTIVE ESPAÑA S.L.
Nacionalidad solicitante: España.
Inventor/es: AZANZA MORIONES,IGNACIO, PEREDA RUIZ,ANTONIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16D69/04 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16D ACOPLAMIENTOS PARA LA TRANSMISION DE MOVIMIENTOS DE ROTACION (transmisión para transmitir la rotación F16H, p. ej. transmisiones por fluidos F16H 39/00 - F16H 47/00 ); EMBRAGUES (embragues dinamo-eléctricos H02K 49/00; embragues que utilizan atracción electrostática H02N 13/00 ); FRENOS (sistemas de frenado electrodinámicos para vehículos, en general B60L 7/00; frenos dinamoeléctricos H02K 49/00). › F16D 69/00 Guarniciones de fricción; Su fijación; Empleo para trabajar un conjunto de materiales o de superficies de fricción específicas (órganos de frenado F16D 65/02). › Fijación de las guarniciones.
Fragmento de la descripción:
taminantes a la atmósfera. Estas soluciones son, sin Proceso de fabricación de pastillas de freno.
Sector de la técnica La presente invención está relacionada con las pastillas de freno, proponiendo un proceso de fabricación que permite la integración de las partes componentes de dichas pastillas de freno, en la unidad constructiva de las mismas, sin emisiones contaminantes a la atmósfera y con unos resultados estructurales y económicos muy satisfactorios. Estado de la técnica Las pastillas de freno constan convencionalmente de un soporte metálico y un bloque de material de fricción, siendo fundamental la unión entre ambos componentes para que la pastilla de freno cumpla adecuadamente con las especificaciones necesarias para la función de su aplicación.
En tal sentido son conocidas varias soluciones para realizar la unión entre el material de fricción y el soporte metálico en la formación constructiva de las pastillas de freno, consistiendo la solución más habitual en realizar un granallado sobre una cara del soporte metálico, en donde se aplica después un adhesivo destinado a fijar sobre dicho soporte metálico el material de fricción, de manera que con el granallado se consigue en la superficie del soporte metálico una rugosidad que favorece la fijación del adhesivo.
Entre los adhesivos utilizados para la fijación, el más habitual se obtiene a partir de resinas fenólicas y resoles compatibles con las resinas que forman parte del material de fricción, disolviéndose dichas resinas fenólicas y resoles en disolventes, por ejemplo de tipo clorado, como tolueno, tricloro, dicloro, etc., de manera que esa disolución se pulveriza sobre el soporte metálico, aplicándose después un calentamiento para evaporar el disolvente y en esas condiciones se deja reposar el soporte metálico, hasta que el adhesivo alcanza el estado adecuado para fijar al material de fricción.
El material de fricción se conforma previamente a la fijación sobre el soporte metálico, formando con dicho material de fricción un bloque denominado pre-molde, mediante batido de los componentes para mezclarlos entre sí, los cuales se prensan luego en frío conformando el pre-molde, el cual se dispone sobre el correspondiente soporte metálico cuando la resina aplicada sobre éste está seca. Con ello así, mediante presión y temperatura se licuan las resinas componentes del material de fricción y la resina aplicada sobre el soporte metálico, con lo que se produce una fusión entre las mismas, lo cual determina la fijación del material de fricción sobre el soporte metálico.
Esta solución convencional de unión entre el material de fricción y el soporte metálico de las pastillas de freno, tiene el inconveniente de que los disolventes clorados son cancerígenos para los seres humanos y además generan compuestos orgánicos volátiles, de manera que su evaporación crea problemas medio ambientales graves de contaminación.
Por esa causa se ha evolucionado hacia el uso de disolventes tales como bicloruro de propano, que no es cancerígeno, pero que sigue ocasionando un problema de contaminación medio ambiental.
Para evitar el problema de la contaminación se han desarrollado soluciones encaminadas a captar la evaporación del disolvente de la resina que se aplica en el soporte metálico de las pastillas de freno, de maneembargo, muy complejas y costosas.
Otra alternativa que se conoce, es el uso de alcohol como medio disolvente de las resinas, captando el alcohol cuando se evapora, para evitar su dispersión en la atmósfera, y quemándolo después, lo cual es también una solución compleja y además genera restos del alcohol que, al quemarse, también produce compuestos orgánicos volátiles, ocasionando a su vez una cierta contaminación.
También se conoce el uso de adhesivos que utilizan agua como disolvente, pero la adherencia que se consigue con estos adhesivos entre el soporte metálico y el material de fricción de las pastillas de freno, no es tan efectiva como la que se consigue con las otras soluciones descritas, lo que hace que esta solución sea poco práctica, ya que la unión entre el soporte metálico y el material de fricción, es lo más trascendental de una pastilla de freno, porque el desprendimiento del material de fricción puede tener consecuencias graves en la aplicación de la pastilla de freno.
La utilización de adhesivos formados por resinas fenólicas y resoles disueltos en disolvente líquido, como medio para poder aplicar el adhesivo por pulverización sobre el soporte metálico de las pastillas de freno, conlleva además otros problemas adicionales, ya que si la mezcla de la resina con el disolvente es muy líquida se produce una elevada evaporación y por consiguiente una gran contaminación, mientras que si se reduce la cantidad de disolvente, la mezcla resulta con un grado de viscosidad que dificulta la pulverización, debiendo hacerse la aplicación a rodillo, lo cual requiere soluciones de realización más complejas.
Por otro lado, hay que tener en cuenta que las resinas componentes del material de fricción de las pastillas de freno son resinas orgánicas, de manera que cuando la pastilla de freno se calienta en el frenado de aplicación, dichas resinas del material de fricción se queman, con lo cual disminuye la intensidad del frenado. Sin embargo es conveniente tener una cantidad suficiente de resina para lograr una buena adherencia entre el material de fricción y el soporte metálico de las pastillas de freno. Una solución conocida para compaginar estas dos condiciones es realizar el material de fricción con dos mezclas diferentes, una con porcentaje más alto de resina en la zona de fijación al soporte metálico, y otra con menor porcentaje de resina en el resto del material de fricción, para que las características de frenado sean mejores. Esta solución tiene, no obstante, los mismos problemas, en cuanto al disolvente de la resina de fijación sobre el soporte metálico, que las soluciones mencionadas anteriormente. Objeto de la invención
Frente a todos esos problemas de las soluciones conocidas de realización de las pastillas de freno, la presente invención preconiza un proceso con el que el adhesivo de fijación del material de fricción de las pastillas de freno se aplica en forma de polvo, de manera que no existe evaporación de disolvente en la aplicación.
Según este proceso de la invención, el adhesivo en polvo se deposita sobre el soporte metálico de la pastilla de freno a formar y en una fase posterior se realiza un calentamiento de dicho adhesivo en polvo, en un rango de temperatura que permite que la resina o resinas que forman parte del adhesivo en polvo alcancen su estado líquido, para fijarse sobre el soporte metálico, pero sin alcanzar la temperatura en la que dichas resinas quedan endurecidas de manera permanente.
Una vez fijado el adhesivo sobre el soporte metálico, sobre él se incorpora el pre-molde del material de fricción, siguiendo el proceso de las soluciones tradicionales para formar el bloque de dicho material de fricción.
El adhesivo en polvo, puede depositarse sobre el soporte metálico por simple gravedad, estando previsto además dotar al adhesivo en polvo de una carga electrostática, lo cual permite una sujeción del adhesivo en polvo por sí mismo sobre el soporte metálico, facilitando el proceso de la fijación del material de fricción.
Con este proceso de la invención se evita por lo tanto la utilización de disolventes cancerígenos, eliminando las emisiones de evaporación a la atmósfera y por consiguiente la contaminación medioambiental; todo ello con una solución que constructivamente es, cuando menos, tan sencilla de realización como las aplicaciones por pulverización de los adhesivos con disolvente líquido.
Por otro lado, en las soluciones tradicionales de aplicación por pulverización de adhesivos con disolventes líquidos, solo se deposita sobre el soporte metálico una cantidad del orden del 25% del adhesivo que se pulveriza, dispersándose el resto sin poder ser recuperado; mientras que con la aplicación de adhesivo en polvo, según la invención, se mejora la cantidad de adhesivo que se deposita sobre el soporte metálico de aplicación y, además, el polvo que no se deposita sobre el soporte metálico se puede recuperar para su reutilización, lográndose de este modo, una considerable reducción del consumo de adhesivo.
Por todo ello, el proceso de la invención resulta de unas características ciertamente ventajosas, adquiriendo vida propia...
Reivindicaciones:
1. Proceso de fabricación de pastillas de freno, para la fabricación de pastillas de freno que comprenden un soporte metálico (1) y un bloque (2) de material de fricción compuesto por una o dos mezclas diferentes, con unión rígida entre ellos mediante un adhesivo (3) , caracterizado porque para la unión del bloque (2) de material de fricción sobre el soporte metálico (1) se utiliza un adhesivo (3) en polvo, el cual se deposita sobre el soporte metálico (1) , aplicándose después un calentamiento (4) de fusión de las resinas componentes de dicho adhesivo (3) en polvo, para la adherencia del mismo sobre el soporte metálico (1) .
2. Proceso de fabricación de pastillas de freno, de acuerdo con la primera reivindicación, caracterizado porque el calentamiento (4) se realiza hasta un rango de temperatura que produce la fusión de las resinas componentes del adhesivo (3) en polvo, pero sin
alcanzar la temperatura crítica de endurecimiento de dichas resinas.
3. Proceso de fabricación de pastillas de freno, de acuerdo con la primera reivindicación, caracterizado porque el adhesivo (3) en polvo se aplica pasando por una unidad electrostática (5) , en donde dicho adhesivo (3) en polvo adquiere una carga electrostática por la que se sujeta sobre el soporte metálico (1) al ser depositado en el mismo.
4. Proceso de fabricación de pastillas de freno, de acuerdo con la primera reivindicación, caracterizado porque el adhesivo (3) en polvo que es aplicado y no se deposita en el soporte metálico (1) , se recoge para su reutilización.
5. Proceso de fabricación de pastillas de freno, de acuerdo con la primera reivindicación, caracterizado porque las zonas del soporte metálico (1) que no tienen que recibir adhesivo (3) en polvo, se disponen con un recubrimiento que evita la fijación del adhesivo (3) en polvo.
ES 2 363 749 Bl
OFICINA ESPAÑOLA DE PATENTES Y MARCAS
Nº solicitud: 201000112
ESPAÑA
Fecha de presentación de la solicitud: 02.02.2010
Fecha de prioridad:
INFORME SOBRE EL ESTADO DE LA TECNICA
51 Int. Cl. : F16D69/04 (2006.01)
DOCUMENTOS RELEVANTES
Categoría Documentos citados Reivindicaciones afectadas X EP 0557657 A1 (BORG WARNER AUTOMOTIVE) 01.09.1993, página 2, línea 3 - página 3, línea 28; figura 1. 1-5 X ES 2072518 T3 (BEIERSDORF AG) 16.07.1995, columna 1, línea 54 - columna 2, línea 42. 1-5 X US 2007295577 A1 (AKEBONO BRAKE IND) 27.12.2007, párrafos [14-28]. 1-5 X JP 2007127221 A (AKEBONO BRAKE IND) 24.05.2007, resumen [en línea], recuperado de [EPODOC/EPO]. 1-5 Categoría de los documentos citados X: de particular relevancia Y: de particular relevancia combinado con otro/s de la misma categoría A: refleja el estado de la técnica O: referido a divulgación no escrita P: publicado entre la fecha de prioridad y la de presentación de la solicitud E: documento anterior, pero publicado después de la fecha de presentación de la solicitud El presente informe ha sido realizado • para todas las reivindicaciones • para las reivindicaciones nº : Fecha de realización del informe 29.06.2011 Examinador M. García González Página 1/4INFORME DEL ESTADO DE LA TÉCNICA
Nº de solicitud: 201000112
Documentación mínima buscada (sistema de clasificación seguido de los símbolos de clasificación) F16D Bases de datos electrónicas consultadas durante la búsqueda (nombre de la base de datos y, si es posible, términos de búsqueda utilizados) INVENES, EPODOC, WPI, TXT
Informe del Estado de la Técnica Página 2/4
OPINIÓN ESCRITA
Nº de solicitud: 201000112
Fecha de Realización de la Opinión Escrita: 29.06.2011
Declaración
Novedad (Art. 6.1 LP 11/1986) Reivindicaciones Reivindicaciones 1-5 SI NO Actividad inventiva (Art. 8.1 LP11/1986) Reivindicaciones Reivindicaciones 1-5 SI NOSe considera que la solicitud cumple con el requisito de aplicación industrial. Este requisito fue evaluado durante la fase de examen formal y técnico de la solicitud (Artículo 31.2 Ley 11/1986) .
Base de la Opinión.
La presente opinión se ha realizado sobre la base de la solicitud de patente tal y como se publica.
Informe del Estado de la Técnica Página 3/4
OPINIÓN ESCRITA
Nº de solicitud: 201000112
1. Documentos considerados.
A continuación se relacionan los documentos pertenecientes al estado de la técnica tomados en consideración para la realización de esta opinión.
Documento Número Publicación o Identificación Fecha Publicación D01 EP 0557657 A1 (BORG WARNER AUTOMOTIVE) 01.09.1993 D02 ES 2072518 T3 (BEIERSDORF AG) 16.07.1995 D03 US 2007295577 A1 (AKEBONO BRAKE IND) 27.12.2007 D04 JP 2007127221 A (AKEBONO BRAKE IND) 24.05.20072. Declaración motivada según los artículos 29.6 y 29.7 del Reglamento de ejecución de la Ley 11/1986, de 20 de marzo, de Patentes sobre la novedad y la actividad inventiva; citas y explicaciones en apoyo de esta declaración El objeto de la invención es un proceso de fabricación de pastillas de freno en el que la unión entre el soporte metálico y el material de fricción se realiza mediante un adhesivo en polvo y, a continuación, se calienta hasta la fusión de las resinas que componen dicho adhesivo.
El documento D01 se refiere a un procedimiento para la fabricación de pastillas de freno que comprenden un soporte metálico y un material de fricción unidos mediante un adhesivo en polvo, el cual se deposita sobre el soporte metálico pasando previamente por una unidad electrostática, y se aplica un calentamiento para la fusión de las resinas componentes del adhesivo en polvo, sin llegar a la temperatura de endurecimiento de las mismas. Este proceso permite una mayor eficiencia en la utilización de las resinas adhesivas, pues mediante un recubrimiento previo en determinadas zonas se aplica el polvo adhesivo sólo en las áreas requeridas y mediante un sistema de recuperación se reutiliza el polvo adhesivo que no se ha depositado en el soporte metálico. (ver página 2, línea 3 - página 3, línea 28)
Los documentos D02-D04 se refieren también a procesos de obtención de pastillas de freno en los que se lleva a cabo la unión entre el soporte metálico y el material de fricción mediante adhesivos en polvo cargados electrostáticamente y calentamiento posterior. (ver partes relevantes indicadas en el informe de búsqueda)
En consecuencia, la invención tal y como se recoge en las reivindicaciones 1-5 de la solicitud carece de novedad a la luz de lo divulgado en los documentos D01, D02, D03 ó D04, considerados por separado. (Art. 6 LP)
Informe del Estado de la Técnica Página 4/4
Patentes similares o relacionadas:
Soporte metálico para un elemento de frenado y pastilla de freno asociada, del 1 de Julio de 2020, de ITT Italia S.r.l: Un soporte metálico para la obtención de elementos de frenado para vehículos, en particular pastillas de freno, que comprende una primera […]
PASTILLA DE FRENO DE TIPO FLOTANTE, del 4 de Junio de 2020, de BEIJING TIANYISHANGJIA NEW MATERIAL CORP., LTD: Esta pastilla de freno de tipo flotante incluye un panel trasero , dos unidades de fricción primarias y una unidad de límite establecidas […]
Placa posterior para una pastilla de freno de un conjunto de freno de disco y método de fabricación de la misma, del 6 de Mayo de 2020, de Util Industries S.p.A: Placa posterior para una pastilla de freno de un conjunto de freno de disco, que comprende un cuerpo de placa provisto de un par de superficies […]
Guarnición de freno de un freno de disco y juego de guarnición de freno, del 22 de Abril de 2020, de KNORR-BREMSE SYSTEME FUR NUTZFAHRZEUGE GMBH: Guarnición (12a, 12b) de freno para un freno de disco para un automóvil, en particular para un vehículo comercial ligero, con una placa trasera […]
Pastilla de freno para un freno de disco parcialmente recubierto de un vehículo ferroviario, distribución de una pastilla de freno en una placa de soporte y procedimiento de montaje de un elemento de fricción sobre un soporte de la pastilla de una pastilla de freno, del 8 de Abril de 2020, de KNORR-BREMSE SYSTEME FUR SCHIENENFAHRZEUGE GMBH: Pastilla de freno para un freno de disco parcialmente recubierto de un vehículo ferroviario, comprendiendo - un soporte de pastilla , […]
 Pastilla de frenos de disco para vehículos ferroviarios, del 29 de Enero de 2020, de Cofren S.r.L: Una pastilla de frenos de disco para vehículos ferroviarios, que comprende una polaca de fijación para fijar la pastilla, como un conjunto, a una estructura […]
Pastilla de frenos de disco para vehículos ferroviarios, del 29 de Enero de 2020, de Cofren S.r.L: Una pastilla de frenos de disco para vehículos ferroviarios, que comprende una polaca de fijación para fijar la pastilla, como un conjunto, a una estructura […]
Freno operativo de un ascensor, y un ascensor, del 6 de Noviembre de 2019, de KONE CORPORATION: Freno operativo de un ascensor, que comprende una parte de bastidor, un disco del freno, estando dispuesto dicho disco en el extremo de un entrehierro […]
Horno continuo para capas de fricción de pastillas de freno y método de carga del mismo, del 9 de Octubre de 2019, de ITT Italia S.r.l: Un horno de convección estacionaria para el procesamiento de capas de fricción de pastillas de freno, que comprende una cámara de tratamiento térmico, un dispositivo […]