PROCEDIMIENTO Y SISTEMA PARA LA RECTIFICACIÓN DE UN COMPONENTE DE MÁQUINA SIMÉTRICO ROTATORIO PROVISTO DE UN TALADRO LONGITUDINAL.
Procedimiento para la rectificación de un componente de máquina (5) simétrico rotatorio provisto de un taladro longitudinal (20),
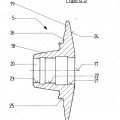
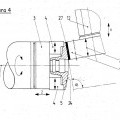
una de cuyas superficies extremas frontales está configurada como superficie activa (24) en forma de una envolvente de tronco de cono plana con contorno lineal en la sección transversal, caracterizado porque en el componente de la máquina (5) retenido en un lado en su periferia exterior se rectifica en primer lugar la superficie activa (24) en el procedimiento de rectificación vertical, se ajusta una primera muela abrasiva cilíndrica (14) con su superficie periférica giratoria perpendicularmente contra la superficie activa (24), se desplaza el componente de la máquina (5) en la dirección de su eje de rotación y eje longitudinal (17) con respecto a la primera muela abrasiva (14), cubriendo la extensión axial (28) de la primera muela abrasiva (14) la extensión inclinada radial de la superficie activa (24) y porque a continuación en el mismo dispositivo de sujeción se rectifica entonces la pared interior del taladro longitudinal (20), de manera que se introduce una segunda muela abrasiva (16) de diámetro más pequeño en el taladro longitudinal (20) del componente de la máquina (5) y se avanza radialmente contra la pared interior como resultado del movimiento de pivote de un cabezal de husillos de rectificación (10) que lleva al menos la primera (14) y la segunda (16) muelas de abrasión
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2003/008437.
Solicitante: ERWIN JUNKER MASCHINENFABRIK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: JUNKERSTRASSE 2 77787 NORDRACH ALEMANIA.
Inventor/es: JUNKER, ERWIN.
Fecha de Publicación: .
Fecha Solicitud PCT: 30 de Julio de 2003.
Clasificación Internacional de Patentes:
- B24B27/00K
- B24B5/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 5/00 Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00). › para trabajar con muela a la vez exterior e interiormente superficies cilíndricas, con varias muelas.
- B24B5/14 B24B 5/00 […] › para trabajar con muela superficies cónicas, p. ej. puntas de torno.
Clasificación PCT:
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359238_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento para la rectificación de un componente de máquina simétrico rotatorio provisto de un taladro longitudinal, una de cuyas superficies extremas frontales está configurada como superficie activa en forma de una envolvente de tronco de cono especialmente plana con contorno lineal o arqueado en la sección transversal, de acuerdo con el preámbulo de la reivindicación 1.
Los componentes de máquinas a rectificar con este procedimiento se encuentran, por ejemplo, en engranajes con transmisión variable sin escalonamiento, como se necesitan en automóviles. En este caso, dos componentes de la máquina se encuentran enfrentados con superficies activas dirigidas entre sí. Las superficies activas forman de esta manera un espacio anular con sección transversal aproximadamente en forma de cuña, en el que se mueve en vaivén un miembro de tracción, como por ejemplo una cadena o una correa de acuerdo con la distancia de las superficies activas una de la otra entre diferentes radios. Puesto que un engranaje de este tipo debe trabajar con mucha exactitud y debe transmitir pares de torsión grandes, se plantean altos requerimientos a la estabilidad de las medidas y a la calidad de las superficies de los componentes de la máquina. Esto se aplica también para los procesos de rectificación correspondiente, en particular durante la rectificación de la superficie activa.
El procedimiento mencionado al principio se realiza de acuerdo con el estado de la técnica conocido a partir de la práctica industrial en operaciones individuales, es decir, en varias fijaciones. En este caso, la superficie activa es rectificada por medio de discos de rectificación de corindón en el procedimiento de perforación inclinada. Para la rectificación de redondeo interior del taladro longitudinal que se encuentra en el componente de la máquina debe sujetarse entonces el componente de la máquina en otra máquina, donde se puede realizar con una muela abrasiva correspondiente pequeña el rectificado de redondeo interior de la pared del taladro.
El procedimiento conocido presenta diversos inconvenientes. En primer lugar, son necesarias muelas abrasivas de forma cónica o con diámetro fuertemente escalonado, que son difíciles de producir y de repasar. En tales muelas abrasivas con zonas periféricas de diámetros muy diferentes, también son diferentes las velocidades circunferenciales de las zonas a rectificar. Esto significa que la velocidad de corte decisiva en el lugar de rectificación debe ser diferente y, por lo tanto, no puede ser, en general, óptima. Esto conduce como resultado a zonas de diferente rugosidad, que repercute de manera desfavorable en la superficie activa. Por último, se plantean también problemas en la refrigeración por medio de las emulsiones habituales y los aceites de rectificación habituales. Durante la rectificación de perforación inclinada se genera, en efecto, en el lugar de rectificación una cuña que se estrecha cónicamente, a la que no se puede suministrar de una manera óptima el lubricante de rectificación. Por lo tanto, el resultado es una refrigeración irregular del lugar de rectificación. Todas estas dificultades son atribuibles a que el procedimiento conocido mencionado al principio se ha realizado hasta ahora con muelas abrasivas de corindón, que tienen un tiempo de actividad esencialmente más reducido y deben repararse con mayor frecuencia que las muelas de CBN distribuidas en el tiempo intermedio.
El documento DD 143 700 se refiere a un dispositivo para la rectificación de platos de volframio, que encuentran su aplicación, entre otros, como electrodos giratorio en tubos de rayos X. Este plato de volframio tiene, de acuerdo con la representación gráfica, el contorno de un tronco de cono, en el que la inclinación de la línea envolvente con respecto a la base es aproximadamente 30º. En este dispositivo conocido, el plato de volframio es empotrado en un soporte de fijación de la pieza de trabajo, que se puede articular frente al bastidor del dispositivo alrededor de un eje vertical. Frente al soporte de fijación de la pieza de trabajo se encuentra un soporte longitudinal, que se puede desplazar en un plano horizontal. Sobre el soporte longitudinal está dispuesto un carro cruzado, que lleva un husillo de rectificación para el accionamiento de una muela abrasiva cilíndrica pequeña, que sirve para la rectificación interior de un taladro en el plato de volframio. Separado de este carro cruzad, el soporte longitudinal lleva, además, un husillo rígido de rectificación eléctrica para el accionamiento de una muela abrasiva cónica. Con la muela abrasiva cónica deben rectificarse una superficie frontal así como la zona en forma de envolvente cónica del plato de volframio. A tal fin, a través de la articulación del soporte de fijación de la pieza de trabajo y del desplazamiento del soporte longitudinal así como a través de controles de avance que deben activarse con la mano deben llevarse la muela abrasiva cónica y el plato de volframio a la posición correcta mutua. A partir del documento DD 143 700 no se puede deducir otra cosa que una rectificación inclinada en la zona de la envolvente cónica. El dispositivo conocido que debe manejarse parcialmente con la mano es complicado y debe manejarse con habilidad técnica.
Se conoce a partir del documento EP 1 022 091 A2 una máquina herramienta para la rectificación de piezas de trabajo, en la que dos muelas abrasivas cilíndricas de diferente tamaño se encuentran sobre un revólver, que está dispuesto, por su parte, sobre un carro desplazable. A través de la articulación del revólver alrededor de 180º se pueden llevar las dos muelas abrasivas opcionalmente a apoyo en diferentes zonas de una pieza de trabajo simétrica rotatoria. La pieza de trabajo está dispuesta en un soporte de piezas de trabajo, que se puede desplazar, por su parte, sobe un carro en la dirección longitudinal de la pieza de trabajo. Para la rectificación, se desplaza la pieza de trabajo en rotación. En esta máquina herramienta conocida, se puede ajustar, además, el soporte de las piezas de trabajo en un ángulo de ± 30º inclinado con respecto a la dirección de desplazamiento del soporte de piezas de trabajo. En el documento EP 1 022 091 A2 no se explica cómo debe realizarse la rectificación en la posición inclinada del soporte de piezas de trabajo. Pero puesto que la articulación del revólver que lleva las muelas abrasivas se indica de manera efectiva expresamente en etapas de 90º, es evidente que también en esta máquina herramienta conocida se piensa en una rectificación longitudinal con una muela abrasiva, cuando deben rectificarse contornos exteriores cónicos con ángulo de inclinación considerable del cono.
El documento JP 2000-271827 describe la rectificación de componentes de máquinas, una de cuyas superficies extremas frontales está configurada como superficie activa 24 en forma de una envolvente en forma de tronco de cono plana con contorno lineal en la sección transversal y muestra claramente cómo ha procedido el técnico hasta ahora durante la rectificación de tales piezas de trabajo. En este caso, la superficie activa del componente de la máquina es rectificada, conduciendo una muela abrasiva con contorno cónico radialmente a lo largo de la superficie activa. El movimiento se realiza en este caso en dos componentes perpendiculares entre sí. A tal fin, el husillo de rectificación 53, 54 está dispuesto sobre un carro cruzado. Por lo tanto, se lleva a cabo una rectificación longitudinal periférica en una dirección A con aproximación en una dirección B perpendicular a ella. Puesto que no se dice nada de una posibilidad de articulación del husillo de rectificación, toda la disposición incluida la primera muela abrasiva de contorno cónico está fijada con relaciones angulares totalmente determinadas en el componente de la máquina a rectificar.
En cambio, la invención tiene el cometido de indicar un procedimiento del tipo mencionado en primer lugar al principio, con el que se acorta el tiempo de mecanización y, sin embargo, se consigue un resultado mejorado de la rectificación.
El mismo cometido se aplica en este sentido para el sistema reivindicado en la reivindicación 7.
La solución de este cometido consiste de acuerdo con las etapas del procedimiento indicadas en la parte de caracterización de la reivindicación 1 en que en el componente de la máquina retenido en un lado en su periferia exterior se rectifica en primer lugar la superficie activa en el procedimiento de rectificación vertical, se ajusta una primera muela abrasiva cilíndrica con su superficie periférica giratoria... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la rectificación de un componente de máquina (5) simétrico rotatorio provisto de un taladro longitudinal (20), una de cuyas superficies extremas frontales está configurada como superficie activa (24) en forma de una envolvente de tronco de cono plana con contorno lineal en la sección transversal, caracterizado porque en el componente de la máquina (5) retenido en un lado en su periferia exterior se rectifica en primer lugar la superficie activa (24) en el procedimiento de rectificación vertical, se ajusta una primera muela abrasiva cilíndrica (14) con su superficie periférica giratoria perpendicularmente contra la superficie activa (24), se desplaza el componente de la máquina (5) en la dirección de su eje de rotación y eje longitudinal (17) con respecto a la primera muela abrasiva (14), cubriendo la extensión axial (28) de la primera muela abrasiva (14) la extensión inclinada radial de la superficie activa (24) y porque a continuación en el mismo dispositivo de sujeción se rectifica entonces la pared interior del taladro longitudinal (20), de manera que se introduce una segunda muela abrasiva (16) de diámetro más pequeño en el taladro longitudinal (20) del componente de la máquina (5) y se avanza radialmente contra la pared interior como resultado del movimiento de pivote de un cabezal de husillos de rectificación (10) que lleva al menos la primera (14) y la segunda (16) muelas de abrasión.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque la pared interior del taladro longitudinal
(20) es rectificada por medio de rectificación longitudinal.
3. Procedimiento de acuerdo con la reivindicación 2, caracterizado porque la pared interior del taladro longitudinal
(20) es rectificada a través de la rectificación de pelado.
4. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque la pared interior del taladro longitudinal
(20) es rectificada a través de rectificación de perforación.
5. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque desde la parte interior del taladro longitudinal (20) se rectifican secciones axiales (21, 22, 23) individuales.
6. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque al menos tres muelas abrasivas son llevadas a su posición activa a través de la articulación de tres husillos de rectificación que llevan las muelas de rectificación.
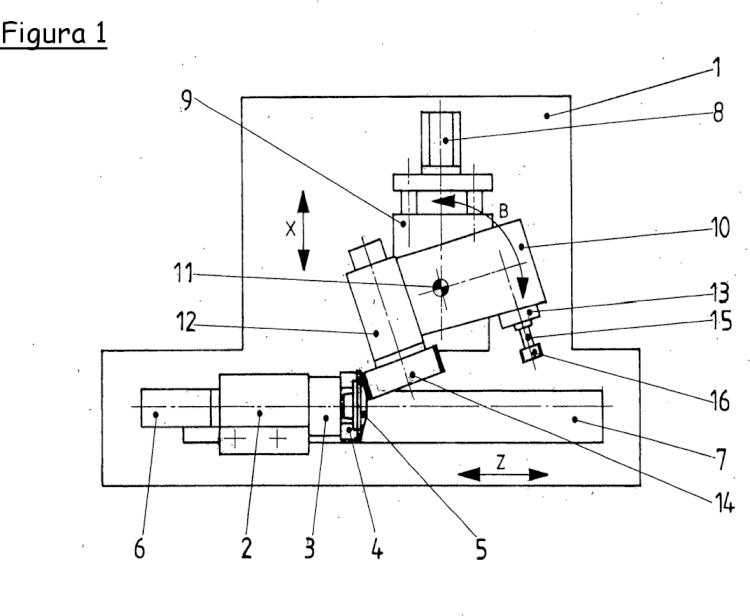
7. Sistema, que está constituido por un dispositivo de rectificación y por un componente de máquina (5) simétrico rotatorio provisto de un taladro longitudinal (20), una de cuyas superficies extremas frontales está configurada como superficie activa (24) en forma de una envolvente de ronco de cono plana con contorno lineal en la sección transversal, en el que el componente de la máquina es rectificado en el dispositivo de rectificación,
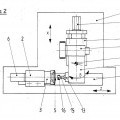
- con una instalación de sujeción para el empotramiento unilateral del componente de la máquina (5) en su periferia exterior y para su accionamiento giratorio,
- con un carro de husillos de rectificación (9), que es desplazable en una dirección que se extiende transversalmente al eje de rotación y al eje longitudinal (17) del componente de la máquina (5),
- con una instalación para el desplazamiento longitudinal del componente de la máquina (5) en la dirección de su eje de rotación y eje longitudinal (17),
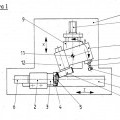
- con un cabezal de husillos de rectificación (10), que está fijado por medio de un eje de articulación (11), que se extiende perpendicularmente al plano de desplazamiento del carro de husillos de rectificación (9) en éste y lleva al menos dos husillos de rectificación (12, 13) pivotables en cada caso por sí en la posición activa,
- con una primera muela abrasiva (14) cilíndrica dispuesta en el primer husillo de rectificación (12) y accionada a través de éste, que está destinada para la rectificación vertical de la superficie activa (24) que se encuentra en el componente de la máquina así como presenta una extensión axial (28), que es mayor que la extensión inclinada radial de la superficie activa (24),
- y con una segunda muela abrasiva (16) cilíndrica dispuesta en el segundo husillo de rectificación (13) y accionada a través de éste, que presenta un diámetro menor que la primera muela abrasiva (14) y que está destinada para la rectificación de redondeo interior del taladro longitudinal (20) del componente de la máquina,
- en el que de acuerdo con la posición de articulación del cabezal de husillos de rectificación (10), o bien la primera muela abrasiva (14) se apoya con su superficie periférica giratoria en la superficie activa (24) a rectificar del componente de la máquina (5) y lleva a cabo a través del desplazamiento longitudinal del componente de la máquina (5) una rectificación vertical de la superficie activa (24) o el eje de la segunda muela abrasiva (16) se extiende a distancia paralelamente al eje de rotación y al eje longitudinal (6) del componente de la máquina (5).
8. Sistema de acuerdo con la reivindicación 7, caracterizado porque en el caso de la disposición de dos husillos de rectificación (12, 13) en el cabezal de husillos de rectificación (10), sus ejes se extienden paralelos entre sí y las dos muelas abrasivas (14, 16) están dispuestas en el mismo lado del cabezal de husillos de rectificación (10).
9. Sistema de acuerdo con la reivindicación 8, caracterizado porque en el cabezal de husillos de rectificación están colocados tres husillos de rectificación a distancia angular de 120 grados, respectivamente, con una muela abrasiva
respectiva.
10. Sistema de acuerdo con una de las reivindicaciones 7 a 9, caracterizado porque la instalación de sujeción es un plato de sujeción (3) con mordazas de sujeción (4) centrales desplazables.
11. Sistema de acuerdo con una de las reivindicaciones 7 a 110, caracterizado porque la instalación de sujeción se encuentra sobre una mesa de rectificación (7), que es desplazable frente al carro de husillos de rectificación (9) en el eje de rotación y eje longitudinal (17) del componente de la máquina (5).
Patentes similares o relacionadas:
 Procedimiento para rectificación cilíndrica de barras redondas largas y finas y máquina de rectificación cilíndrica para la realización del procedimiento con una luneta posterior de autocentrado, del 11 de Septiembre de 2013, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para la rectificación cilíndrica de barras redondas largas, finas a través de rectificación de pelado,en el que un disco abrasivo […]
Procedimiento para rectificación cilíndrica de barras redondas largas y finas y máquina de rectificación cilíndrica para la realización del procedimiento con una luneta posterior de autocentrado, del 11 de Septiembre de 2013, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para la rectificación cilíndrica de barras redondas largas, finas a través de rectificación de pelado,en el que un disco abrasivo […]
 SISTEMA PARA RECTIFICADO DE PIEZAS CON ARISTAS REDONDEADAS O BISELADAS, del 20 de Marzo de 2012, de DANOBAT, S. COOP: Sistema para rectificado de piezas con aristas redondeadas o biseladas, comprendiendo una muela de rectificado dispuesta con posibilidad de movimientos relativos […]
SISTEMA PARA RECTIFICADO DE PIEZAS CON ARISTAS REDONDEADAS O BISELADAS, del 20 de Marzo de 2012, de DANOBAT, S. COOP: Sistema para rectificado de piezas con aristas redondeadas o biseladas, comprendiendo una muela de rectificado dispuesta con posibilidad de movimientos relativos […]
PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR DISCOS DE TRANSMISION PARA UNA TRANSMISION CON REGULACION CONTINUA., del 1 de Abril de 2007, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para producir discos de transmisión para una transmisión con regulación continua, en el que al menos una pareja de los discos de transmisión está dispuesta […]
PROCEDIMIENTO Y MAQUINA RECTIFICADORA PARA REALIZAR EL PROCESO EN EL RECTIFICADO POR PELADO DE UNA PIEZA DE TRABAJO., del 16 de Noviembre de 2006, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para la conducción del proceso de una pieza de trabajo por medio de muela abrasiva sobre una máquina rectificadora, en el que la pieza de trabajo se mide […]
APARATO PARA LA MANUFACTURA DE COLUMNAS DE HORMIGON., del 16 de Julio de 1996, de PARTEK CONCRETE OY AB: SE PRESENTA UN APARATO PARA MANUFACTURAR COLUMNAS DE HORMIGON, QUE TIENE UNIDAD DE SUMINISTRO DEL HORMIGON Y UNA UNIDAD PARA EL PULIDO DE LA COLUMNA . LA UNIDAD DE […]
MAQUINA PARA PULIR HILERAS REDONDAS, del 1 de Febrero de 1989, de INDUSTRIAS ESTEVES, S.A.: MAQUINA PARA PULIR HILERAS REDONDAS, CARACTERIZADA POR COMPRENDER UN MOTOR QUE ACTUA SOBRE UN PLATO GIRATORIO HORIZONTAL PROVISTO DE UN EJE EXCENTRICO AL EJE […]
MAQUINA PERFECCIONADA PARA EL RECTIFICADO DE LOS CONOS DE LAS HILERAS DE METAL DURO Y DIAMANTE, del 1 de Febrero de 1989, de INDUSTRIAS ESTEVES, S.A.: MAQUINA PERFECCIONADA PARA EL RECTIFICADO DE LOS CONOS DE LAS HILERAS DE METAL DURO Y DIAMANTE, DEL TIPO QUE COMPRENDE UNAS VARILLAS DOTADAS DE MOVIMIENTO DE DESPLAZAMIENTO […]
Máquina amoladora, del 4 de Mayo de 2016, de Taiyo Koki Co., Ltd: Máquina amoladora que comprende: una rueda abrasiva que amuela una superficie periférica exterior o una superficie periférica interior […]