PROCEDIMIENTO PERFECCIONADO DE FABRICACIÓN DE UN ENVASE HECHO DE UN MATERIAL SEMIRRÍGIDO EN EL INTERIOR DEL CUAL ESTÁ TERMOFORMADA UNA PELÍCULA DE PROTECCIÓN DE MATERIAL PLÁSTICO.
Procedimiento de fabricación de un envase de tipo tarrina o bandeja,
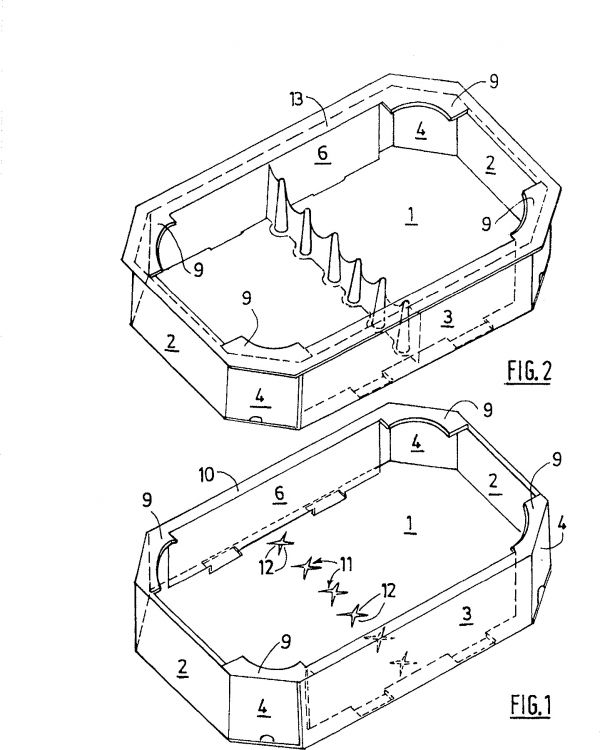
hecho de un material semirrígido tal como cartón o cartón ondulado, cuyo interior está protegido por una película de material termoplástico, en el cual, después de dar forma a un esbozo del envase de material semirrígido, en el fondo del cual ha sido practicada al menos una línea de perforaciones, se introducen en dichas perforaciones, desde el exterior del envase, unas puntas (16) que sobresalen en el interior del mismo de manera sensiblemente perpendicular al fondo (1), se procede al termoformado de manera que quede cubierta la línea de puntas con un velo sensiblemente continuo de material plástico, se deja que se solidifique el material plástico, y se retiran las puntas a fin de que el velo de material plástico solidificado forme una parte saliente o una separación (14) en el interior del envase, caracterizándose este procedimiento porque las perforaciones (11) dispuestas en el fondo (1) del esbozo de material semirrígido, comprenden cada una incisiones que empiezan desde un mismo punto y que están dispuestas de tal manera que definen en el fondo (1), a partir de dicho punto, sectores angulares (12), aptos para ser levantados por las puntas (16), cuando éstas son introducidas en el envase, y para oponerse a una retracción eventual de la película (17) termoformada, dejando libre un paso para el aire ambiental, en el momento de retirar las puntas
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06290765.
Solicitante: SMURFIT KAPPA FRANCE SAS.
Nacionalidad solicitante: Francia.
Dirección: 5, AVENUE DU GENERAL DE GAULLE 94160 SAINT-MANDE FRANCIA.
Inventor/es: ROMAN, PATRICK.
Fecha de Publicación: .
Fecha Solicitud PCT: 12 de Mayo de 2006.
Fecha Concesión Europea: 11 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B29C51/16B
- B29C51/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › Moldes.
- B65D5/22 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 5/00 Recipientes rígidos o semirrígidos de sección transversal poligonal, p. ej. cajas, envases de cartón o bandejas, formados plegando o montando una o más cintas de papel (palés rígidos con paredes laterales B65D 19/02). › mantenidos derechos por prolongación de uno o más lados doblados para encerrar las prolongaciones de lados adyacentes.
- B65D5/56B
Clasificación PCT:
- B29C51/16 B29C 51/00 […] › Revestimiento o marcado.
- B29C51/30 B29C 51/00 […] › Moldes.
- B65D5/20 B65D 5/00 […] › replegando las partes unidas a un panel central sobre cada lado para formar el cuerpo del recipiente, p. ej. en forma de bandeja (B65D 5/36 tiene prioridad).
- B65D5/22 B65D 5/00 […] › mantenidos derechos por prolongación de uno o más lados doblados para encerrar las prolongaciones de lados adyacentes.
- B65D5/48 B65D 5/00 […] › Separaciones.
- B65D5/56 B65D 5/00 […] › Revestimientos o recubrimientos interiores.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La presente invención se refiere a un procedimiento perfeccionado de fabricación de un envase hecho de un material semirrígido, tal como cartón o cartón ondulado, en el interior del cual está termoformada una película de protección de material plástico.
Los envases de este tipo son bien conocidos en la técnica (ver FR-A-1 515 444, EP-A072 742 y EP-A-0 192 537) y están destinados en particular al envasado de productos alimenticios, susceptibles de exudar líquidos, a los cuales la película de material plástico, impermeable a los gases y a los líquidos, impide alcanzar el cartón o el cartón ondulado del envase. Estos envases pueden ser utilizados también para envasar productos o artículos que exigen la presencia de una atmósfera húmeda o de un gas de conservación.
Cuando este envase incluye uno o más rebordes planos en su parte superior, la película de material plástico recubre estos bordes y de este modo es posible, después de haber llenado el envase, soldar un opérculo sobre esta película a fin de proteger perfectamente los productos envasados.
Desde hace muchos años, tales envases gozan de un gran éxito y el Solicitante en particular ha propuesto toda una gama de envases de este tipo, comercializados con la marca PUR-T.
Resulta sin embargo difícil realizar en estos envases, de forma económica, separaciones o compartimentos para alojar, en el interior de un mismo envase, separándolos, artículos distintos, o diversas porciones de un mismo producto alimenticio, o también surtidos de productos diferentes, y desde hace mucho tiempo se busca en la técnica un medio simple y fácil de poner en práctica para resolver este problema.
El documento EP-A-072 742, ya citado, expone diversas soluciones ya conocidas en la técnica anterior y en los problemas encontrados, y propone disponer en la parte de fondo de cartón unas hendiduras cuyos bordes están desplazados por deformación del cartón e inmovilizados de este modo por el material plástico. Sin embargo, está claro, si uno se refiere a los dibujos de dicho documento, que se obtienen únicamente partes de fondo ligeramente desplazadas las unas con respecto a las otras y no verdaderos compartimentos.
En su solicitud de patente francesa FR-A-2 852 923, el Solicitante describe un procedi
miento para realizar verdaderas separaciones en el interior de los envases citados arriba, pu
diendo servir estas separaciones para separar los artículos o lotes de artículos envasados.
Este procedimiento se basa en el hecho de que, al practicar orificios en el fondo de cartón o cartón ondulado del envase y al introducir en ellos unas puntas que sobresalen en el interior del envase, antes de proceder al termoformado de la película plástica, es posible, si se escoge juiciosamente las dimensiones de los orificios del fondo y las de las puntas así como los intervalos que separan estas últimas, realizar entre las diferentes puntas un velo continuo que recubre estas puntas y que, después de la solidificación del material plástico y de retirar las puntas, forma una separación continua en el interior del envase, que sobresale encima de la película que recubre el fondo. Las puntas forman parte integrante del utillaje utilizado y están adaptadas, en dimensiones y en forma, al formato de la tarrina y al objetivo buscado.
Por consiguiente, el documento FR-A-2 852 923 tiene por objeto un procedimiento de fabricación de un envase hecho de un material semirrígido tal como cartón o cartón ondulado, cuyo interior está protegido por una película de material termoplástico, procedimiento en el cual, después de darle forma al envase de material semirrígido, se termoforma en el interior de éste, la película de material termoplástico, caracterizándose este procedimiento porque, antes de proceder al termoformado del material termoplástico, habiendo practicado en el fondo del envase una o más líneas de perforaciones o de recortes, se introducen en estas perforaciones, desde el exterior del envase, unas puntas que sobresalen en el interior de éste, de forma sensiblemente perpendicular al fondo, se procede al termoformado de modo que la línea o líneas de puntas queden cubiertas con un velo sensiblemente continuo de material plástico, se deja que el material plástico se solidifique, y se retiran las puntas de manera que el o los velos de material plástico solidificado formen una o más separaciones en el interior del envase.
Los envases realizados mediante este procedimiento gozan de un gran éxito ante los usuarios, ya que pueden incluir separaciones internas distribuidas según diferentes posiciones, que permiten dividirlas en varios compartimentos distintos.
Durante el uso, este procedimiento de fabricación ha resultado sin embargo delicado de poner en práctica ya que, en el momento de retirar las puntas de forma cilíndrica y/o cónica, éstas ejercen un efecto de aspiración sobre el material termoplástico parcialmente solidificado, con lo cual este material termoplástico tiende a ser arrastrado por las puntas en sus movimientos de retirada. Ello se traduce en deformaciones locales del velo de material termoplástico destinado a formar una separación, que afectan a su resistencia mecánica y perjudican su aspecto exterior.
Al estudiar este problema, el Solicitante estableció que si las puntas se comportan en el momento de retirarlos como pistones que aspiran el material termoplástico aún no solidificado perfectamente, la razón es que el aire ambiental no puede penetrar de manera suficiente en el espacio liberado por las puntas en los dedos de material plástico termoformado alrededor de estas puntas, y ello debido a que este material termoplástico, a nivel de las perforaciones dispuestas en el fondo del envase, aprisiona demasiado estrechamente la base de las puntas.
Así, para remediar este inconveniente, el Solicitante ha pensado en reemplazar las perforaciones de forma complementaria a la de la base de las puntas de la técnica anterior, por unas incisiones dispuestas en el fondo del envase a partir de un mismo punto, delimitando de este modo unos sectores angulares aptos para ser levantados por las puntas, cuando éstas son introducidas en el interior del envase para la operación de termoformado, y aptos para oponerse a la retracción del material termoplástico, dejando a la vez un paso libre para el aire ambiental cuando las puntas son liberadas del envase.
Por consiguiente, la invención tiene por objeto un procedimiento de fabricación de tipo general recordado arriba, para la fabricación de un envase de tipo tarrina o bandeja, hecho de un material semirrígido tal como cartón o cartón ondulado, cuyo interior está protegido por una película de material termoplástico, procedimiento en el cual, después de dar forma a un esbozo del envase de material semirrígido, en el fondo del cual ha sido practicada por lo menos una línea de perforaciones, se introducen en estas perforaciones, desde el exterior del envase, unas puntas que sobresalen en el interior de éste de manera sensiblemente perpendicular al fondo, se procede al termoformado a fin de cubrir la línea de puntas con un velo sensiblemente continuo de material plástico, se deja que se solidifique el material plástico, y se retiran las puntas a fin de que el velo de material plástico solidificado forme una parte saliente o una separación en el interior del envase, caracterizándose este procedimiento porque las perforaciones practicadas en el fondo del esbozo de material semirrígido, comprenden cada unas incisiones que empiezan en un mismo punto y que están dispuestas de manera que definen en el fondo, a partir de este punto, sectores angulares aptos para ser levantados por las puntas, cuando éstas son introducidas en el envase, y aptos para oponerse a una retracción eventual de la película termoformada, dejando libre un paso para el aire del ambiente en el momento de retirar las puntas.
De manera conocida en sí, las puntas pueden tener una forma cónica, cilíndrica o cilindro-cónica, con una sección transversal de cualquier forma deseada.
Las filas de los perfeccionamientos constituidas por las incisiones pueden ser rectilíneas
La invención tiene también por objeto un envase hecho de un material semirrígido que incluye en el interior una película de protección de material plástico termoformado, del cual una o curvadas, y pueden cruzarse.
Reivindicaciones:
1. Procedimiento de fabricación de un envase de tipo tarrina o bandeja, hecho de un material semirrígido tal como cartón o cartón ondulado, cuyo interior está protegido por una película de material termoplástico, en el cual, después de dar forma a un esbozo del envase de material semirrígido, en el fondo del cual ha sido practicada al menos una línea de perforaciones, se introducen en dichas perforaciones, desde el exterior del envase, unas puntas (16) que sobresalen en el interior del mismo de manera sensiblemente perpendicular al fondo (1), se procede al termoformado de manera que quede cubierta la línea de puntas con un velo sensiblemente continuo de material plástico, se deja que se solidifique el material plástico, y se retiran las puntas a fin de que el velo de material plástico solidificado forme una parte saliente o una separación (14) en el interior del envase, caracterizándose este procedimiento porque las perforaciones (11) dispuestas en el fondo (1) del esbozo de material semirrígido, comprenden cada una incisiones que empiezan desde un mismo punto y que están dispuestas de tal manera que definen en el fondo (1), a partir de dicho punto, sectores angulares (12), aptos para ser levantados por las puntas (16), cuando éstas son introducidas en el envase, y para oponerse a una retracción eventual de la película (17) termoformada, dejando libre un paso para el aire ambiental, en el momento de retirar las puntas.
2. Procedimiento según la reivindicación 1, caracterizado porque cada perforación (11) comprende al menos tres incisiones.
3. Procedimiento según la reivindicación 2, caracterizado porque cada perforación (11) comprende al menos cuatro incisiones.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque los sectores angulares (12) de las perforaciones (11) están dispuestos simétricamente con respecto al punto desde donde comienzan las incisiones de dichas perforaciones.
5. Envase hecho de un material semirrígido tal como cartón ondulado, que incluye en el interior una película de protección de material plástico termoformado, del cual una o más partes sobresalientes con respecto al fondo (1) forman separaciones o medios de calce entre productos o artículos destinados a ser alojados en posición contigua en el envase, o también una o más separaciones internas (14), siendo realizado dicho envase mediante la puesta en práctica del procedimiento según una de las reivindicaciones 1 a 4.
6. Placa precortada y troquelada hecha de un material semirrígido tal como cartón o cartón ondulado, para la realización del esbozo de envase utilizado en el procedimiento según una de las reivindicaciones 1 a 4, donde una parte de esta placa que corresponde al fondo
(1) del esbozo incluye al menos una línea de perforaciones (11) en las cuales pueden ser introducidas unas puntas durante la puesta en práctica del procedimiento según la reivindicación 1, caracterizándose dicha placa porque dichas perforaciones (11) comprenden cada una incisiones que comienzan en un mismo punto y que están dispuestas para definir, a partir de este punto, sectores angulares (12) aptos para ser levantados ulteriormente por las puntas (16) utilizadas en la puesta en práctica del procedimiento.
7. Placa según la reivindicación 6, caracterizada porque los sectores angulares (12) de las perforaciones (11) están dispuestos simétricamente con respecto al punto desde donde comienzan estas incisiones.
Patentes similares o relacionadas:
Caja de embalaje para armar y caja de embalaje, del 3 de Junio de 2020, de STORA ENSO OYJ: caja de embalaje para armar en forma de estructura de una pieza que comprende una superficie base, un par de superficies plegables para formar los lados […]
EMBALAJE PARA PRODUCTOS DE ORIGEN VEGETAL, del 19 de Noviembre de 2019, de EUROFRUIT ALGUAIRE, S.L: 1. Embalaje para productos de origen vegetal que se conforma a partir de una lámina de cartón reciclado que comprende una base rectangular […]
Caja de cartón con elementos de refuerzo, del 16 de Octubre de 2019, de Graphic Packaging International, LLC: Caja de cartón para transportar una serie de artículos (C), comprendiendo la caja de cartón : una serie de paneles […]
Paquete que incluye un objeto que contiene un líquido corrosivo, del 5 de Junio de 2019, de Mister Auto: Paquete constituido por una caja realizada a partir de una pieza en bruto mediante corte y ranurado, que comprende una base , dos caras transversales […]
Máquina formadora de cajas de cartón, del 29 de Octubre de 2018, de SAS MAUBRAC: El objeto de la invención es una máquina formadora de cajas de cartón a partir de hojas de cartón , que comprende una mesa de formación […]
Bandeja para el transporte de productos, del 13 de Febrero de 2017, de MUÑOZ GONZALEZ, José Andres: Bandeja para el transporte de productos. La bandeja está formada a partir de una lámina que define un fondo , y un par de laterales y un […]
Pieza recortada y embalaje fabricado a partir de la misma, del 21 de Septiembre de 2016, de DS Smith Packaging Deutschland Stiftung & Co. KG: Pieza recortada de un material plegable, tal como cartón corrugado, cartón o cartulina, para la fabricación de un embalaje que puede enderezarse mecánicamente, en particular […]
Procedimiento e instalación para la fabricación de un embalaje, del 21 de Septiembre de 2016, de DS Smith Packaging Deutschland Stiftung & Co. KG: Procedimiento para la fabricación de un embalaje con las siguientes etapas: a) facilitar un recorte de un material plegable, que presenta un fondo y dos paredes […]