Procedimiento de fabricación de piezas con inserto de material compuesto de matriz metálica.
Procedimiento de fabricación de una pieza metálica (20; 50'; 70') reforzada por fibras cerámicas,
que comprenden
las etapas sucesivas siguientes:
- formación de al menos un inserto (15) por ensamblaje en haz de fibras cerámicas revestidas de metal, - incorporación del inserto (15) en un molde (10; 50; 70) metálico hueco de tal forma que el inserto (15) esté dispuesto en la cavidad, quedando separado de las paredes (10a, 10b) del molde,
- llenado del molde (10; 50; 70) con un polvo metálico (18),
- colocación de una tapa que cierra el molde,
- puesta bajo vacío del recinto y cierre de manera estanca por soldadura del molde (10; 50; 70),
- compresión isostática en caliente del conjunto a una temperatura y una presión suficientes para ligar las partículas del polvo y las fibras revestidas del inserto (15),
- eliminación del molde (10; 50; 70) y mecanizado, dado el caso, hasta la forma deseada.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/068292.
Solicitante: MESSIER-BUGATTI-DOWTY.
Nacionalidad solicitante: Francia.
Dirección: INOVEL PARC SUD 78140 VELIZY VILLACOUBLAY FRANCIA.
Inventor/es: MASSON,Richard.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22F3/15 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación. › Compresión isostática en caliente.
- C22C47/04 QUIMICA; METALURGIA. › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22C ALEACIONES (tratamiento de alegaciones C21D, C22F). › C22C 47/00 Fabricación de aleaciones que contienen fibras o filamentos metálicos o no metálicos. › por revestimiento, p. ej. con un recubrimiento protector o activado.
- C22C47/06 C22C 47/00 […] › por moldeado de fibras o filamentos en una estructura preformada.p. ej. utilizando un ligante temporal para formar un elemento análogo o una manta.
- C22C47/14 C22C 47/00 […] › por metalurgia de polvos, es decir, por tratamiento de mezclas de polvo metálico y de fibras o filamentos.
- C22C47/20 C22C 47/00 […] › sometiendo a presión y calor un agregado que comprende al menos una capa o una hoja metálica y una capa de fibras o filamentos.
PDF original: ES-2388887_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricación de piezas con inserto de material compuesto de matriz metalica.
La presente invención concierne a un procedimiento de fabricación de una pieza metalica que presenta un refuerzo de material compuesto de matriz metalica del tipo de fibras ceramicas en una matriz metalica.
En el ambito aeronautico se busca, en particular, realizar piezas que presenten unas propiedades mecanicas óptimas para una masa tan pequefa como sea posible. Con este objeto se incorpora en ciertas piezas un inserto de material compuesto de matriz metalica. Este material comprende fibras ceramicas, de carburo de silicio, por ejemplo, incrustadas en una matriz metalica, tal como una aleación de titanio. Las fibras ceramicas presentan la propiedad de una resistencia muy grande a la tracción y en compresión, superior a la del metal. La matriz metalica asegura una
función de aglutinante con la pieza, asi como de protección y de aislamiento de las fibras.
Un procedimiento conocido de fabricación de tales piezas con refuerzo comprende la realización de un bobinado de hilo revestido alrededor de un mandril. El bobinado se incorpora a continuación en un contenedor o cuerpo principal metalico en el cual se ha mecanizado previamente una ranura que forma un alojamiento. La profundidad de la ranura es superior a la altura del bobinado. Se coloca una tapa sobre el contenedor y se la suelda a su periferia. La 15 tapa presenta una espiga de forma complementaria a la de la ranura y su altura se adapta a la del bobinado colocado en la ranura de forma que se llene la ranura. Se procede a continuación a una etapa de compresión isostatica en caliente en el curso de la cual se compacta el bobinado con la espiga. Las fundas metalicas de los hilos revestidos se sueldan entre ellas y con las paredes de la ranura por difusión para formar un conjunto denso compuesto de aleación metalica en el seno del cual se extienden anularmente las fibras ceramicas. La pieza
obtenida se mecaniza a continuación en la forma deseada.
Con el objeto de simplificar la fabricación de tal pieza y en lugar de fabricar el inserto por separado y despues transferirlo a la ranura del cuerpo principal, la patente FR 2886290 a nombre de Snecma propone realizar el bobinado directamente sobre el cuerpo principal. En lugar de una ranura, se disponen dos hombres en este. El primero presenta una superficie de apoyo para el bobinado directo de un hilo revestido. Esta superficie es paralela a
la dirección de bobinado. Cuando se acaba el bobinado, se reconstituye la ranura colocando una pieza sobre el cuerpo principal que tiene forma complementaria a la de un segundo hombro que forma un escalón con respecto al primer hombro. Oespues se dispone la tapa con la espiga sobre el inserto que se acaba de bobinar y se procede al compactado del conjunto.
Las tecnicas de fabricación mencionadas anteriormente implican una mecanización precisa de los alojamientos y,
despues de la realización del boceto de pieza con puesta en compresión del inserto y soldadura de los elementos entre ellos, una operación de mecanización para obtener la pieza. Estas operaciones implican asi no sólo un mecanizado de una cantidad de material importante, sino tambien unos mecanizados delicados de realizar. Por estas razones, el coste de fabricación de este tipo de pieza es importante y es deseable reducirlo tanto como sea posible.
Por tanto, la invención pretende mejorar la fabricación de una pieza con un refuerzo de este tipo con el fin de reducir el coste de la misma.
Las etapas del procedimiento conforme a la invención se enuncian en la reivindicación 1.
Aplicando la tecnologia de los polvos segun una tecnica de compresión isostatica en caliente, se pueden realizar directamente unas piezas que presenten a la vez una gran precisión dimensional, altas prestaciones mecanicas y
una excelente homogeneidad metalurgica. Ademas, la geometria de la pieza resultante del procedimiento puede elegirse de forma que este lo mas cercana posible a la de la pieza definitiva, no necesitando ninguna operación de mecanización o necesitandola en pequefa medida.
El procedimiento permite el empleo de uno o varios insertos de formas variadas segun la forma de la pieza y el refuerzo deseado. Cada inserto puede ser asi de forma anular. Puede ser mas particularmente asimetrico o
45 presentar al menos una porción rectilinea. Cuando el inserto es rectilineo, en forma de un segmento rectilineo, se le ha formado de preferencia a partir de hilos revestidos sometidos conjuntamente a un tratamiento de compresión isostatica en caliente.
Cuando se disponen al menos dos insertos en el molde, estos pueden superponerse. La disposición es función de la estructura de la pieza a fabricar y de las propiedades mecanicas esperadas.
50 Con el fin de limitar las operaciones de mecanizado sobre el boceto obtenido, se disponen unos bloques en el interior del molde que reducen el volumen a llenar por el polvo metalico en las zonas en las que el material sera eliminado por mecanizado. Estos bloques delimitan unas cavidades en dicha pieza metalica, entre las zonas reforzadas por las fibras ceramicas.
Se conoce la patente EP 1.669.144, que se refiere a la fabricación de un articulo metalico, tal como un alabe de 55 soplante hueco con un refuerzo interno, por la metalurgia de los polvos igualmente. No obstante, el procedimiento
pasa por la realización de una preforma y, despues, por la conformación de esta ultima para realizar el articulo hueco. Tal procedimiento no resulta conveniente para la puesta en practica de la invención.
Se conoce el documento GB 2.280.909, que se refiere a la fabricación de una pieza metalica que comprende refuerzos de fibras ceramicas. Se enrollan las fibras revestidas de metal sobre un soporte. El conjunto se recubre con una hoja y el conjunto es sometido a una comprensión isostatico en caliente. No obstante, una tecnica de este tipo no permite la fabricación de piezas a partir de un molde hueco en el cual se dispone un inserto prefabricado. Los dos documentos EP 997.549 y OE 4.335.557 no divulgan tampoco la formación de un inserto a partir de una pluralidad de fibras.
Otras caracteristicas y ventajas de la invención resultaran de la lectura de la descripción que sigue con referencia a los dibujos anexos, en los cuales:
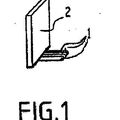
La figura 1 representa un contenedor de la tecnica anterior para la realización de una pieza de forma alargada y con un inserto de material compuesto de matriz ceramica,
La figura 2 representa, visto desde arriba, un molde para la realización de piezas conforme a la invención, sin su tapa.
La figura 3 representa, visto de costado en sección longitudinal, el molde de la figura 2.
La figura 4 representa, visto de costado en sección longitudinal, otro modo de soporte del inserto en el molde.
La figura 5 representa, vista de costado en sección longitudinal, una variante de molde para la obtención de una pieza que posee mas material.
La figura 6 representa la pieza obtenida en un molde del tipo de la figura 5, vista en transparencia y con una parte arrancada.
La figura 7 representa, vista de costado en sección longitudinal, otra variante de molde para la obtención de una pieza simetrica.
La figura 8 representa la pieza obtenida en un molde del tipo de la figura 7, vista en transparencia y con una parte arrancada.
La figura 9 representa la pieza obtenida en un molde del tipo del de las figuras 2, 3, 4 y 5, vista en transparencia.
Haciendo referencia a la figura 1, se ha representado un contenedor 4 de la tecnica anterior, de forma alargada, para la realización de una pieza con inserto de material compuesto de matriz metalica. Se ha mecanizado una ranura 41 en el contenedor con el fin de recibir un inserto 3. La ranura y el inserto son de forma complementaria, de manera que el inserto se ajuste sin holgura en la ranura. Una tapa 5 viene a recubrir el conjunto y comprende una superficie en voladizo, no visible en la figura, para formar un apoyo sobre el inserto en la ranura. El conjunto es puesto bajo vacio y la tapa es soldada por haz de electrones, por ejemplo. A continuación, el conjunto de coloca en un recinto apropiado, donde se procede a su compresión isostatica en caliente... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de una pieza metalica (20; 50'; 70') reforzada por fibras ceramicas, que comprenden las etapas sucesivas siguientes:
- formación de al menos un inserto (15) por ensamblaje en haz de fibras ceramicas revestidas de metal,
-incorporación del inserto (15) en un molde (10; 50; 70) metalico hueco de tal forma que el inserto (15) este dispuesto en la cavidad, quedando separado de las paredes (10a, 10b) del molde, -llenado del molde (10; 50; 70) con un polvo metalico (18) , -colocación de una tapa que cierra el molde, -puesta bajo vacio del recinto y cierre de manera estanca por soldadura del molde (10; 50; 70) ,
-compresión isostatica en caliente del conjunto a una temperatura y una presión suficientes para ligar las particulas del polvo y las fibras revestidas del inserto (15) , -eliminación del molde (10; 50; 70) y mecanizado, dado el caso, hasta la forma deseada.
2. Procedimiento segun la reivindicación anterior, en el que el inserto (15) tiene forma anular, en particular una forma asimetrica.
15 3. Procedimiento segun la reivindicación 1, en el que el inserto (15) presenta al menos una porción rectilinea.
4. Procedimiento segun la reivindicación 1, en el que el inserto (15) es rectilineo y se ha formado a partir de hilos revestidos sometidos conjuntamente a un tratamiento de compresión isostatica en caliente.
5. Procedimiento segun una de las reivindicaciones anteriores, en el que se dispone el inserto (15) en el molde (10) por la intermediación de un soporte (16, 16') .
20 6. Procedimiento segun la reivindicación anterior, en el que el soporte (16') es el mandril de bobinado del inserto.
7. Procedimiento segun una de las reivindicaciones anteriores, en el que se disponen al menos dos insertos en el molde.
8. Procedimiento segun la reivindicación anterior, en el que se disponen los dos insertos de manera que esten superpuestos.
25 9. Procedimiento segun una de las reivindicaciones anteriores, en el que se disponen unos bloques (11, 12, 13; 51, 52, 53; 72, 73) en el molde (10, 50, 70) , delimitando los bloques las cavidades en dicha pieza metalica, entre las zonas reforzadas por las fibras ceramicas.
Patentes similares o relacionadas:
Método para preparar materiales de contacto electrónico que incluyen CNT chapados en Ag, del 6 de Mayo de 2020, de LSIS Co., Ltd: Un método para preparar materiales de contacto eléctrico que comprende nanotubos de carbono chapados en Ag, caracterizado por que el método comprende: (a) someter […]
Un método de conexión, un procedimiento de fabricación del mismo y una conexión de material, del 23 de Mayo de 2013, de Bayer Intellectual Property GmbH: Un medio de conexión fabricado de metal y, en particular, de Al, Mg, Cu o Ti, o una aleación que comprendeuno o más de los mismos y en […]
Motor y pieza de motor y procedimiento para fabricarlos, del 27 de Marzo de 2013, de Bayer Intellectual Property GmbH: Un motor , en particular un motor de combustión o una unidad de empuje de un motor de chorro, o unapieza de motor, en forma de uno de una culata de […]
MATERIALES DE HOJA QUE CONTIENEN PARTICULAS DE DIAMANTE O DE NITRURO DE BORO CUBICO PARA HERRAMIENTAS DE BORDES AFILADOS TALES COMO UN CUCHILLO DE COCINA., del 1 de Mayo de 2006, de KIMIKO, SUEDA: Hoja que incorpora un material que contiene partículas de diamante o de nitruro de boro cúbico, presentando cada una un tamaño inferior a 100 […]
MATERIAL COMPUESTO DE FIBRAS CON MATRIZ METALICA Y PROCEDIMIENTO PARA SU FABRICACION., del 16 de Abril de 2006, de BOHLER-UDDEHOLM AKTIENGESELLSCHAFT: Material metalocerámico dotado de una matriz, que está formado por un metal pesado o una aleación similar, sobre todo formado por una aleación […]
 PROCEDIMIENTO DE FABRICACION DE UN PRODUCTO COMPUESTO Y EN ESPECIAL DE UN DRENAJE TERMICO, del 16 de Septiembre de 2007, de CENTRE NATIONAL DE LA RECHERCHE SCIENTIFIQUE (C.N.
OPEN MIND: Procedimiento de fabricación de un drenaje térmico compuesto para un circuito electrónico, que presenta una buena conductividad térmica y un coeficiente […]
PROCEDIMIENTO DE FABRICACION DE UN PRODUCTO COMPUESTO Y EN ESPECIAL DE UN DRENAJE TERMICO, del 16 de Septiembre de 2007, de CENTRE NATIONAL DE LA RECHERCHE SCIENTIFIQUE (C.N.
OPEN MIND: Procedimiento de fabricación de un drenaje térmico compuesto para un circuito electrónico, que presenta una buena conductividad térmica y un coeficiente […]
Aleación de acero dúplex resistente a la corrosión, objetos hechos con el mismo y método para hacer la aleación, del 8 de Abril de 2020, de SANDVIK INTELLECTUAL PROPERTY AB: Una aleación de acero ferrítico-austenítico, cuya composición elemental comprende, en porcentajes en peso: C hasta 0,05; Si 0 - 0,8; […]
Componente para una turbina, del 26 de Febrero de 2020, de MTU Aero Engines AG: Componente de turbina, que comprende un cuerpo base fabricado de manera generativa, hecho de un primer material, y al menos una sección de componente (4, 4a, […]