PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PIEZA MOLDEADA PARA AISLAMIENTO ACÚSTICO, CON MASA Y MUELLE.
Procedimiento para la fabricación de una pieza moldeada de aislamiento acústico con masa y muelle,
donde tanto la masa como el muelle se fabrican basándose en el mismo material, en particular poliuretano, para lo cual, para formar la masa (2) se rocían o inyectan materiales de reacción y materiales de carga en un molde y se provoca la reacción, y se forma a continuación espuma como muelle (3) sobre la masa (2), en el mismo molde, caracterizado porque el rociado o la inyección de los materiales de reacción y de los materiales de carga se controla de tal modo que para formar la masa (2), en función del aislamiento acústico que se desea alcanzar localmente por medio de la masa (2) y del muelle (3), se alimentan los materiales de reacción y materiales de carga en el molde, en la cantidad y/o composición requeridas localmente
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/008642.
Solicitante: INTERNATIONAL AUTOMOTIVE COMPONENTS GROUP GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KRÜTZPOORT 16 47804 KREFELD ALEMANIA.
Inventor/es: FRESER-WOLZENBURG, THOMAS, PRAHST, GEORG-WILHELM, PUSCHMANN, EBERHARD, GROSSMANN,MAIK.
Fecha de Publicación: .
Fecha Solicitud PCT: 9 de Agosto de 2005.
Clasificación Internacional de Patentes:
- B29C44/04K
- B29C44/60 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Medida, control o regulación.
- B60R13/08 B […] › B60 VEHICULOS EN GENERAL. › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › B60R 13/00 Elementos para embellecer la carrocería, identificarla o decorarla; Instalaciones o adaptaciones para la publicidad. › Medios de aislamiento, p. ej. para aislamiento del sonido.
- B60R13/08B2
- B60R13/08C
Clasificación PCT:
- B29C44/04 B29C 44/00 […] › formados por al menos dos partes constituidas por materiales químicas o físicamente diferentes, p. ej. con densidades distintas.
- B29C44/60 B29C 44/00 […] › Medida, control o regulación.
- B60R13/08 B60R 13/00 […] › Medios de aislamiento, p. ej. para aislamiento del sonido.
- G10K11/168 FISICA. › G10 INSTRUMENTOS MUSICALES; ACUSTICA. › G10K DISPOSITIVOS GENERADORES DE SONIDOS (juguetes musicales o sonoros A63H 5/00 ); METODOS O DISPOSITIVOS PARA PROTEGER CONTRA, O PARA AMORTIGUAR, RUIDO U OTRAS ONDAS ACUSTICAS EN GENERAL; ACUSTICA NO PREVISTA EN OTRO LUGAR. › G10K 11/00 Métodos o dispositivos para transmitir, conducir o dirigir el sonido en general; Métodos o dispositivos de protección contra el ruido u otras ondas acústicas en general, o para amortiguarlas. › Varias capas de materiales diferentes, p. ej. sandwiches.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2363520_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento para la fabricación de una pieza moldeada para aislamiento acústico, con masa y muelle.
Por el documento EP 0 882 561 A1 se conoce un procedimiento para la fabricación de una pieza moldeada para aislamiento acústico con masa y muelle, en el que tanto la masa como el muelle se fabrican basándose en un mismo material, concretamente poliuretano. Para formar una masa se rocían o inyectan materiales de reacción y materiales de carga en un molde y se provoca la reacción, donde mediante un punzón se consigue un conformado de la masa como capa de masa. A continuación se aplica espuma como muelle sobre la masa dentro del mismo molde, concretamente mediante una segunda pieza moldeada a través de la cual se efectúa el espumado posterior de la capa de masa. Las características del preámbulo de la reivindicación 1 son por lo tanto conocidas por esta publicación.
En la forma de proceder conocida se obtiene una capa de masa continua que presenta esencialmente un mismo espesor, pudiendo presentar la cara vista determinados perfilados en forma de ranuras o nervios gracias a la realización correspondiente del molde. El muelle o capa de espuma también puede estar conformado. De este modo se puede adaptar la pieza moldeada a determinadas variaciones de una superficie de aislamiento acústico en la cual se ha de aplicar entonces la pieza moldeada.
El documento ES 2004/0150128 A1 describe un procedimiento para la fabricación de una capa de masa en la que primeramente se produce una capa pesada de espesor uniforme mediante calandrado y a continuación se aplican sobre la capa aditivos extruidos que se unen con aquella.
El gasto de material necesario para la fabricación de la masa o capa pesada es considerable, y por lo tanto supone un gran coste. Además, una fabricación más o menos económica solamente puede realizarse para grandes cantidades. Las piezas moldeadas típicas de la clase descrita se emplean en automóviles, en particular en automóviles de turismo. A igualdad de carrocería, los automóviles de turismo se ofrecen con motores muy diversos, de modo que al diseñar la pieza moldeada y en particular su masa o capa pesada se ha de recurrir a la constelación más desfavorable de un motor como generador acústico y la superficie amortiguadora del sonido mediante la pieza moldeada.
Partiendo de esto, el objetivo de la presente invención es describir una forma de proceder mediante la cual se pueden conseguir con un gasto de material reducido un alto grado de aislamiento acústico o efecto de amortiguación acústica.
De acuerdo con la invención se controla el rociado de acuerdo con la parte identificativa de la reivindicación 1.
La invención parte del conocimiento de que una superficie excitada por un excitador acústico transmite el sonido de forma muy diferente, principalmente en función de la frecuencia pero también en parte dependiendo del lugar. De ahí se deduce a su vez que dentro del marco de las tolerancias de fabricación existe para cada zona de la superficie de una superficie que se trata de aislar acústicamente una combinación óptima de masa-muelle. De este modo se puede optimizar en conjunto el gasto de material para la masa y por lo tanto para la pieza moldeada. Se requiere únicamente controlar las instalaciones que provocan el rociado o la inyección de los diversos materiales para la masa y el muelle, de tal modo que se conduzcan localmente los materiales de reacción (incluido el propelente) y los materiales de carga para formar la masa o capa pesada en la cantidad y composición requeridas localmente. En particular se puede variar de forma sencilla el contenido de material de carga, típicamente entre un 0 y un 50 por ciento en volumen, se puede variar la cantidad de los materiales de reacción alimentados, de tal modo que se consigan diferentes espesores de la masa o capa pesada, típicamente de 0,5 mm y superior (perfectamente también 10 mm), y se puede adaptar la composición de los materiales de reacción, típicamente por ejemplo para materiales de poliuretano, en toda la anchura de banda que es de por sí conocida por la química del poliuretano.
Además de esto existe la posibilidad de influir mediante otras medidas no sólo en las propiedades acústicas sino también en propiedades mecánicas tales como la resistencia mecánica o la elasticidad. Por ejemplo, en aquellos lugares donde en la pieza moldeada terminada se tengan que prever penetraciones, se puede incrementar la resistencia mecánica, mientras que allí donde en la pieza moldeada terminada estén previstas aristas de sellado respecto a otras piezas, la elasticidad deberá ser mayor. De modo especial se puede conseguir esto sin menoscabo de las propiedades acústicas manteniendo la misma densidad en zonas localmente contiguas, donde los materiales de reacción empleados tengan diferente composición.
Se ve que el control de las instalaciones de aportación de los materiales tiene lugar normalmente de forma automática mediante control por ordenador, tal como esto es conocido en principio en los controles de los robots. De ahí se deduce a su vez que el desarrollo del control se puede adaptar rápidamente a condiciones variables como por ejemplo la asignación de otro excitador acústico a una superficie que deba tener un aislamiento acústico adicional. De este modo existe incluso la posibilidad de fabricar no solamente pequeñas series sino distintas piezas moldeadas de forma individual en la cantidad y secuencia deseada, tal como se desea para la producción Just-in-time. Para piezas moldeadas de igual geometría puede ser suficiente, dependiendo de la cantidad que se haya de fabricar por unidad de tiempo, prever una única herramienta. Dependiendo del tamaño de la pieza moldeada puede por lo tanto ser incluso posible diseñar una instalación de fabricación móvil que se pueda emplear de modo flexible in situ.
Especialmente cuando se empleen exclusivamente materiales PUR y debido a la posibilidad de fabricar piezas moldeadas individuales, se pueden tener en cuenta también deseos especiales, por ejemplo en lo referente al color.
La invención se explica con mayor detalle mediante los ejemplos de realización representados en el dibujo. Estos muestran:
la fig. 1 en una representación isométrica y en sección la estructura básica de una pieza moldeada que se puede fabricar de acuerdo con la invención,
la fig.2 esquemáticamente en planta un desarrollo de una pieza moldeada con indicación de las diferentes masas o tramos de capa pesada que se pueden conseguir de acuerdo con la invención,
la fig. 3 una vista en perspectiva de una pieza de carrocería de forma compleja como ejemplo de una superficie que se ha de aislar acústicamente, con la indicación de los tramos de superficie en los que se trata de conseguir determinadas propiedades mecánicas además de las propiedades acústicas, tal como es posible mediante la invención,
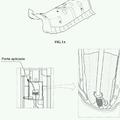
la fig. 4 la aplicación de la forma de proceder conforme a la invención en la realización de cantos, por ejemplo para penetraciones, y
la fig. 5 en una vista semejante a la figura 4, la aplicación de la invención para la realización de bordes elásticos o labios.
La figura 1 muestra una sección detallada a través de una pieza moldeada 1, compuesta por una masa 2 ó capa pesada y un muelle 3 ó capa de espuma con la misma estructura de material, preferentemente poliuretano.
Una masa 2 ó capa pesada es típicamente escasa en alvéolos o exenta de alvéolos y presenta un alto peso por unidad de superficie, que está causado principalmente por materiales de carga. En cambio el muelle 3 ó capa de espuma es rico en alvéolos, presenta un contenido de materiales de carga escaso o nulo y tiene por lo tanto un reducido peso por unidad de superficie.
La masa 2 y el muelle 3 actúan conjuntamente de forma de por sí conocida para conseguir una amortiguación acústica. También influyen en las propiedades mecánicas de la pieza moldeada 1 el espesor y la densidad y la porosidad presentes en un determinado lugar, tal como también es de por sí conocido.
La figura 1 representa esquemáticamente cómo en un determinado punto de la pieza moldeada correspondiente al detalle la masa 2 ha actuado localmente. En el ejemplo de realización, la masa 2 está compuesta por dos capas de masa discretas 4 y 5. La primera capa de masa 4 puede estar prevista para toda la pieza moldeada 1 de forma continua del mismo modo y definir una capa de soporte que influye... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de una pieza moldeada de aislamiento acústico con masa y muelle, donde tanto la masa como el muelle se fabrican basándose en el mismo material, en particular poliuretano, para lo cual, para formar la masa (2) se rocían o inyectan materiales de reacción y materiales de carga en un molde y se provoca la reacción, y se forma a continuación espuma como muelle (3) sobre la masa (2), en el mismo molde,
caracterizado porque
el rociado o la inyección de los materiales de reacción y de los materiales de carga se controla de tal modo que para formar la masa (2), en función del aislamiento acústico que se desea alcanzar localmente por medio de la masa (2) y del muelle (3), se alimentan los materiales de reacción y materiales de carga en el molde, en la cantidad y/o composición requeridas localmente.
2. Procedimiento según la reivindicación 1,
caracterizado porque
los materiales de reacción y materiales de carga que forman las masas se rocían contra una pieza decorativa previamente colocada en el molde, en particular un recorte de moqueta.
3. Procedimiento según la reivindicación 1 ó 2,
caracterizado porque
los materiales de reacción y los materiales de carga se rocían mediante dispositivos de rociado separados físicamente.
4. Procedimiento según la reivindicación 1 ó 2,
caracterizado porque
los materiales de reacción y los materiales de carga se rocían mediante un único dispositivo de rociado que provoca la mezcla.
5. Procedimiento según una de las reivindicaciones 1 a 4,
caracterizado porque
los parámetros para el control de la cantidad y/o de la composición de los materiales de reacción y de los materiales de carga se determinan partiendo de un análisis de una superficie (11) especificada que se trata de aislar acústicamente y de un excitador acústico especificado, teniendo en cuenta el muelle (3).
6. Procedimiento según la reivindicación 5,
caracterizado porque
entre la posible correspondencia de diferentes excitadores acústicos predeterminados con respecto a una superficie predeterminada (11) que se trata de aislar acústicamente se determinan los correspondientes diferentes juegos de parámetros, y porque en función de una correspondencia predeterminada entre un excitador acústico seleccionado respecto a la superficie (11) que se trata de aislar acústicamente, se fabrica la respectiva pieza moldeada (1) recurriendo a la correspondencia que así se ha determinado.
7. Procedimiento según una de las reivindicaciones 1 a 6,
caracterizado porque
el rociado se controla de tal modo que para formar la masa (2) los materiales de reacción y los materiales de carga se alimentan dentro del molde además localmente en distintas cantidades y/o composiciones, en función de las características mecánicas que se trata de conseguir localmente.
8. Procedimiento según una de las reivindicaciones 1 a 7,
caracterizado porque
la formación de la espuma del muelle (3) se controla de tal modo que los correspondientes materiales de reacción y eventualmente materiales de carga se introducen en el molde localmente con diferente composición y/o cantidad, en
función de las características mecánicas que se trata de alcanzar localmente. 9. Procedimiento según la reivindicación 7 u 8,
caracterizado porque
para conseguir zonas de mayor rigidez con un efecto de técnica acústica esencialmente igual, se controla la 5 composición localmente diferente de los materiales de reacción y de los materiales de carga de tal modo que para la masa (2) o el muelle (3) se consiga esencialmente igual densidad respecto a las zonas circundantes de menor rigidez.
10. Procedimiento según una de las reivindicaciones 1 a 9,
caracterizado porque
antes y/o durante y/o después de formar la masa (2) se introducen en el molde elementos de construcción adicionales 10 en lugares predeterminados.
Patentes similares o relacionadas:
Material compuesto textil de absorción de sonido, del 22 de Abril de 2020, de CARL FREUDENBERG KG: Material compuesto textil de absorción de sonido con una resistencia a la corriente de desde 250 Ns/m3 hasta 5000 Ns/m3, que comprende […]
Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, del 8 de Abril de 2020, de TREVES Products, Services & Innovation: Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, dicho procedimiento que comprende las etapas siguientes: - […]
Chapa de techo de vehículos con elemento amortiguador de vibraciones, del 27 de Noviembre de 2019, de GRUPO ANTOLIN-INGENIERIA, S.A.: Chapa de techo de vehículos con elemento amortiguador de vibraciones en donde la chapa de techo está configurada para ser unida a través de […]
Material compuesto textil absorbente acústico, del 13 de Noviembre de 2019, de CARL FREUDENBERG KG: Material compuesto textil absorbente acústico, que comprende a) al menos una capa soporte de poros abiertos que comprende fibras discontinuas gruesas con […]
Clip de fijación, del 6 de Noviembre de 2019, de LISI AUTOMOTIVE Mecano GmbH: Clip de fijación para la inmovilización de un elemento plano , que presenta una escotadura , en un elemento constructivo , que presenta una perforación […]
Barrera acústica, del 18 de Septiembre de 2019, de AUDI AG: Un preproducto para una barrera acústica para un elemento de cuerpo de un vehículo a motor que comprende a. un cuerpo rígido que presenta una pared […]
SISTEMA DE FIJACIÓN PARA PANTALLAS TÉRMICAS DE VEHÍCULOS Y PANTALLA TÉRMICA ASOCIADA AL MISMO, del 28 de Agosto de 2019, de ESTAMP, S.A.U: 1. Sistema de fijación para pantallas térmicas de vehículos, que comprende: - un elemento separador que presenta un orificio de paso ; y - un […]
 Material de absorción y aislamiento acústicos y procedimiento para fabricar el mismo, del 31 de Julio de 2019, de HYUNDAI MOTOR COMPANY: Un material de absorción y aislamiento acústicos que comprende:
una tela no tejida que comprende 30-100 % en peso de una fibra resistente al calor que tiene una finura […]
Material de absorción y aislamiento acústicos y procedimiento para fabricar el mismo, del 31 de Julio de 2019, de HYUNDAI MOTOR COMPANY: Un material de absorción y aislamiento acústicos que comprende:
una tela no tejida que comprende 30-100 % en peso de una fibra resistente al calor que tiene una finura […]