Procedimiento de fabricación de un panel de guarnecido para vehículo.
Un procedimiento de formación de un componente de guarnecido de un vehículo que presenta una primera capa(10) y una segunda capa (12),
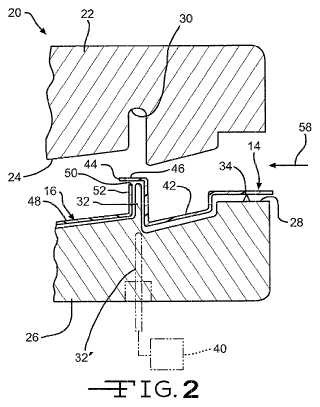
presentando la primera capa un primer miembro (14; 114) y un segundo miembro (16;116), utilizando el procedimiento un molde que presenta unas primera y segunda porciones (22, 26) del molde,incluyendo la segunda porción (26) del molde una hoja (32) que se extiende hacia fuera, comprendiendo elprocedimiento las etapas de:
a. la superposición dentro del molde, de un borde (44; 144) de dicho primer miembro (14; 114) de dichaprimera capa con un borde (50; 150) de dicho segundo miembro (16; 116) de dicha primera capa paradefinir un emplazamiento de una costura, en el que un borde periférico interno (44; 144) del primer miembro(14,; 114) incluye una porción (46) de labio dispuesta de manera que sea sustancialmente perpendicular ala hoja (32) y se extienda más allá de la hoja (32) y del segundo miembro (16; 116), y un borde periféricointerno (50; 150) del segundo miembro (16; 116) incluye una porción (52) de labio dispuesta de manera quesea sustancialmente paralela a la hoja (32) y termine en posición adyacente a la porción (46) de labio delprimer miembro.
b. el desplazamiento de una porción entre la primera porción (24; 224) del molde y la segunda porción (26;126; 226) del molde hasta contactar con la otra porción entre la segunda porción (26; 126; 226) del molde yla primera porción (24; 224) del molde para definir una segunda cavidad (54) de capa entre una de lasprimera y segunda porciones (24, 26; 126; 224, 226) del molde y la primera capa; y
c. la formación de una segunda capa dentro de la cavidad (54) y en posición adyacente a la primera capa,en la que el material (56) que define la segunda capa es introducido en la cavidad desde el lado del primermiembro (14) y fuerza el borde (44, 50; 144, 150) del primer miembro (14; 114) sobre el borde (50) delsegundo miembro (16; 116) de la primera capa para definir una costura (18) en la primera capa de maneraque ninguna porción del material que define la segunda capa se extienda entre los bordes de los primero ysegundo miembros (14, 16; 114, 116).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09167525.
Solicitante: International Automotive Components Group North America, Inc.
Inventor/es: NILSRUD,ÖIVIND, WEDEBRAND,BO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
PDF original: ES-2450368_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricación de un panel de guarnecido para vehículo Antecedentes En la presente memoria se describen diversas formas de realización de un conjunto de molde para formar un panel de guarnecido. En particular, las formas de realización descritas en la presente memoria se refieren a un conjunto de molde mejorado para formar un panel de guarnecido para un vehículo, y a un procedimiento mejorado de fabricación de dicho panel de guarnecido.
Los paneles de guarnecido para vehículos están a menudo compuestos por un lienzo o vinilo de recubrimiento de un sustrato rígido. Dichos paneles de guarnecido pueden incorporar zonas de diferentes características estéticas. Por ejemplo, puede ser conveniente incorporar un panel de guarnecido de dos tonos que incorpore zonas de diferentes colores. Así mismo, puede ser conveniente incorporar un panel de guarnecido que incorpore una primera zona con una lámina de vinilo y una zona adyacente cubierta con una lámina de material textil.
Por ejemplo, la Publicación de Patente estadounidense No. 2007/0278713 divulga un procedimiento de fabricación de una pieza de material compuesto a partir de una primera pieza moldeada y una segunda pieza moldeada por inyección. La primera y la segunda piezas moldeadas están unidas entre sí mediante una capa de plástico mediante moldeo por inyección, moldeo de compresión de inyección, o moldeo de compresión posterior.
La Patente estadounidense No. 4, 978, 407 divulga un procedimiento de fabricación de paneles laminados que presentan unos pliegues. Los pliegues se forman mediante la utilización de una porción de troquel macho para presionar las porciones superpuestas del material de guarnecido dentro de una porción de molde hembra. La costura definida por las porciones superpuestas del material de guarnecido permanece fija debido a la normal resiliencia del material de guarnecido superpuesto. Alternativamente, al menos uno de los miembros del panel puede ser un sustrato termoplástico calentado. El documento EP 1 160 070 A divulga un procedimiento similar de fabricación de un panel de guarnecido.
La Patente estadounidense No. 6, 093, 272 divulga un procedimiento de fabricación de un panel de guarnecido que presenta dos materiales de guarnecido diferentes. Un material de lámina está cubierto por encima de una hoja de un medio molde. Una estructura de brida con forma de U de un panel de material compuesto está ajustada a presión sobre el material de lámina para retener el material de lámina de la estructura de hoja. Un material de moldeo es a continuación inyectado dentro de una cavidad por detrás del panel de material compuesto para definir un refuerzo del panel de guarnecido.
La Patente estadounidense No. 7, 332, 207 divulga un procedimiento de disposición de una espuma entre un sustrato y una piel para definir un componente interior de un vehículo.
Sumario La presente invención se refiere a un procedimiento de acuerdo con la reivindicación 1. Cualquier característica descrita en relación con la estructura del conjunto de molde, puede, así mismo, ser utilizada en el procedimiento de la invención.
La presente solicitud describe diversas formas de realización de un conjunto de molde y de un procedimiento de formación de un componente de guarnecido de un vehículo que incorpora una primera capa y una segunda capa, en el que la primera capa presenta un primer miembro y un segundo miembro. En una forma de realización, el procedimiento incluye la superposición de un borde de un primer miembro de la primera capa con un borde de un segundo miembro de la primera capa dentro de un molde que incorpora unas primera y segunda porciones del molde para definir el emplazamiento de una costura. Una de las primera y segunda porciones del molde está desplazada para contactar con la otra de las porciones del molde para definir una segunda cavidad de capa entre la porción del molde y la primera capa. Una segunda capa está formada dentro de la cavidad y en posición adyacente a la primera capa, en el que el material que define la segunda capa fuerza a los bordes de los primero y segundo miembros hasta encajar uno con otro para definir una costura en la primera capa de manera que no se extienda ninguna porción de material que defina la segunda capa entre los bordes de los primero y segundo miembros.
Otras ventajas del conjunto de molde y del procedimiento de formación de un componente de guarnecido para vehículos se pondrán de manifiesto a los expertos en la materia a partir de la descripción detallada subsecuente, cuando se aprecien a la luz de los dibujos que se acompañan.
Breve descripción de los dibujos La Fig. 1 es una vista en alzado, parcialmente en sección, de un panel de guarnecido de puerta.
La Fig. 2 es una vista en sección transversal esquemática de una primera forma de realización de un conjunto de molde para la fabricación de un panel de guarnecido de puerta ilustrado en la Fig. 1.
La Fig. 3 es una vista en sección transversal de tamaño ampliado de una porción del conjunto de molde ilustrado en la Fig. 2, que muestra el conjunto de molde en posición cerrada antes de que el sustrato se haya formado.
La Fig. 4 es una vista en sección transversal de tamaño ampliado de la porción del conjunto de molde ilustrado en la Fig. 2, que muestra el conjunto de molde en posición cerrada durante la formación del sustrato.
La Fig. 5 es una vista en sección transversal de tamaño ampliado de una porción del conjunto de molde ilustrado en la Fig. 2, que muestra un conjunto de molde en una posición cerrada y que muestra una forma de realización alternativa del panel de guarnecido de puerta que no es una forma de realización de la reivindicación 1.
La Fig. 6 es una vista en planta de tamaño ampliado de una segunda forma de realización del surco ilustrado en la Fig. 2.
La Fig. 7 es una vista en sección transversal esquemática de tamaño ampliado de la primera porción del material de guarnecido mostrado en las Figs. 2 a 5.
Descripción detallada Con referencia ahora a los dibujos, en la Fig. 1 se ilustra un componente o panel de guarnecido para vehículo designado globalmente con la referencia numeral 10. En la forma de realización ejemplar ilustrada, el panel 10 de guarnecido es un panel 10 de guarnecido de puerta de automóvil que se monta en un conjunto (no mostrado) de una puerta de vehículo. Se debe apreciar, sin embargo, que el panel 10 de guarnecido del objeto de la invención puede consistir en cualquier panel de guarnecido para vehículo deseado, como por ejemplo una consola central, un panel de instrumentos, un portavasos, y similares.
En la forma de realización ilustrada, una primera capa o una superficie lateral A 10A del panel 10 de guarnecido estará enfrentada a la cabina interior del vehículo. El panel 10 de guarnecido de la puerta incluye, así mismo, una segunda capa o sustrato 12, descrita con mayor detalle más adelante. El sustrato 12 puede estar formado a partir de cualquier material deseado, como por ejemplo un polímero.
Un ejemplo de polímero apropiado es el polipropileno. Otro ejemplo es una mezcla de polipropileno y EPDM. Otro ejemplo es una mezcla de polipropileno y EPDM con material de carga. Un ejemplo de un material de carga apropiado es talco. En una forma de realización, el polipropileno y el EPDM son mezclados con un 20 por ciento de carga de talco. Debe entenderse que puede ser utilizado cualquier otro material de polímero, de mezcla de polímero y de carga para formar el sustrato. Así mismo, se debe entender que la persona experta en la materia será capaz de determinar la cantidad apropiada de material de carga destinada a ser utilizada por medio de experimentación rutinaria.
Se debe entender que la superficie del lado A 10A puede incluir una capa exterior visible a un ocupante del vehículo. Dicha capa exterior puede estar formada por un material más blando que el material del sustrato 12 (según se describirá con detalle más adelante) , de forma que la capa exterior sea blanda al tacto con respecto al sustrato 12. La capa exterior puede, así mismo, presentar cualquier textura y color deseados. El panel 10 de guarnecido puede, así mismo, presentar cualquier contorno superficial deseado.
En la forma de realización ilustrada en la Fig. 1, la superficie del lado A 10A incluye unas primera y segunda porciones 14 y 16, respectivamente, de material de guarnecido. Llas primera y segunda porciones 14 y 16 pueden estar formadas a partir de un material de lámina flexible, como por ejemplo un material termoplástico, vinilo o lienzo. Las dos porciones 14 y 16 pueden estar formadas a partir del mismo material o pueden estar formadas a partir de materiales que presenten características... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de formación de un componente de guarnecido de un vehículo que presenta una primera capa (10) y una segunda capa (12) , presentando la primera capa un primer miembro (14; 114) y un segundo miembro (16; 116) , utilizando el procedimiento un molde que presenta unas primera y segunda porciones (22, 26) del molde, incluyendo la segunda porción (26) del molde una hoja (32) que se extiende hacia fuera, comprendiendo el procedimiento las etapas de:
a. la superposición dentro del molde, de un borde (44; 144) de dicho primer miembro (14; 114) de dicha primera capa con un borde (50; 150) de dicho segundo miembro (16; 116) de dicha primera capa para definir un emplazamiento de una costura, en el que un borde periférico interno (44; 144) del primer miembro (14, ; 114) incluye una porción (46) de labio dispuesta de manera que sea sustancialmente perpendicular a la hoja (32) y se extienda más allá de la hoja (32) y del segundo miembro (16; 116) , y un borde periférico interno (50; 150) del segundo miembro (16; 116) incluye una porción (52) de labio dispuesta de manera que sea sustancialmente paralela a la hoja (32) y termine en posición adyacente a la porción (46) de labio del primer miembro.
b. el desplazamiento de una porción entre la primera porción (24; 224) del molde y la segunda porción (26; 126; 226) del molde hasta contactar con la otra porción entre la segunda porción (26; 126; 226) del molde y la primera porción (24; 224) del molde para definir una segunda cavidad (54) de capa entre una de las primera y segunda porciones (24, 26; 126; 224, 226) del molde y la primera capa; y
c. la formación de una segunda capa dentro de la cavidad (54) y en posición adyacente a la primera capa, en la que el material (56) que define la segunda capa es introducido en la cavidad desde el lado del primer miembro (14) y fuerza el borde (44, 50; 144, 150) del primer miembro (14; 114) sobre el borde (50) del segundo miembro (16; 116) de la primera capa para definir una costura (18) en la primera capa de manera que ninguna porción del material que define la segunda capa se extienda entre los bordes de los primero y segundo miembros (14, 16; 114, 116) .
2. El procedimiento de acuerdo con la Reivindicación 1, en el que en la etapa (c) , el material (56) que define la segunda capa ejerce una fuerza sobre el borde (44; 144) del primer miembro (14; 114) de manera que el borde (44; 144) del primer miembro (14; 114) es deformado y forzado a encajar con la porción (52) de labio del segundo miembro (16; 116) .
3. El procedimiento de acuerdo con las Reivindicación 1 o 2, en el que la primera porción del molde incluye un surco alargado (30; 130; 230) que define el emplazamiento de la costura (18) entre los primero y segundo miembros (14, 16; 114, 116) , y en el que, en la etapa (b) los bordes superpuestos (44, 50; 144, 150) de los primero y segundo miembros (14, 16; 114, 116) son forzados dentro del surco (30; 130; 230) .
4. El procedimiento de acuerdo con la Reivindicación 3, en el que la hoja (32) y la superficie de la segunda porción (126; 126; 226) del molde fuerza los bordes superpuestos dentro del surco (30; 130; 230) , y retiene la posición de los bordes (44, 50; 144, 150) uno con respecto a otro durante la etapa (c) .
Patentes similares o relacionadas:
Elemento de protección, elemento de hormigón y procedimiento para la fabricación de un elemento de hormigón, del 22 de Julio de 2020, de HERRENKNECHT AG: Elemento de protección para la conexión con un elemento de hormigón de una entibación de túnel, que presenta al menos una sección de protección , […]
Procedimiento de producción de una pieza, del 13 de Mayo de 2020, de Flex-N-Gate France: Procedimiento de producción de una pieza que incluye, al menos, un elemento de refuerzo fabricado a partir de un inserto fibroso de material […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 30 de Marzo de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Máquina para la fabricación de artículos tridimensionales, que comprende un módulo de recepción configurado para recibir un molde (M1) formado por un cuerpo (M2) y […]