UN PROCEDIMIENTO PARA LA EXTRACCIÓN DE NÍQUEL A PARTIR DE MINERAL POBRE DE CROMITA.
Un procedimiento para la extracción de níquel de mineral pobre de cromita que contiene de 0,
6 a 0,9% de níquel, procedimiento que comprende las etapas de: (a) triturar, secar y moler el mineral de cromita para obtener mineral de cromita triturado o que tiene un tamaño de partícula que varía de malla B.S.S. 100 a 400 (150 a 40 µm); (b) tostar el mineral de cromita triturado de la etapa (a) para efectuar la reducción; (c) enfriar el mineral tostado; (d) mezclar el mineral reducido enfriado de la etapa (c) con una solución de lixiviación que contiene amoniaco y carbonato amónico para formar una pulpa, hacer pasar oxígeno o aire comprimido a través de la pulpa y envejecer la pulpa durante 45 minutos a 6 horas para efectuar la lixiviación; (e) oxidar la pulpa lixiviada de la etapa (d) en presencia de un exceso de amoniaco para obtener una solución de lixiviación fértil y residuo de lixiviación; (f) separar la solución de lixiviación fértil del residuo de lixiviación y lavar la pulpa con solución de amoniacocarbonato amónico; (g) eliminar amoniaco de la solución de lixiviación fértil de la etapa (f) para efectuar la precipitación de níquel y cobalto disueltos en forma de sus respectivas sales
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2002/005430.
Solicitante: COUNCIL OF SCIENTIFIC AND INDUSTRIAL RESEARCH NATIONAL ALUMINIUM COMPANY LIMITED NATIONAL MINERAL DEVELOPMENT CORPORATION LIMITED.
C22B23/00QUIMICA; METALURGIA. › C22METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22B PRODUCCION O AFINADO DE METALES (fabricación de polvos metálicos o sus suspensiones B22F 9/00; producción de metales por electrólisis o electroforesis C25 ); PRETRATAMIENTO DE MATERIAS PRIMAS. › Obtención del níquel o del cobalto.
Clasificación antigua:
C22B23/00C22B […] › Obtención del níquel o del cobalto.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Chipre.
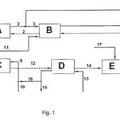
Un procedimiento para la extracción de níquel a partir de mineral pobre de cromita. Campo técnico La presente invención se refiere a un procedimiento para la extracción de níquel de minerales pobres de cromita. En particular, la presente invención se refiere a un procedimiento para la extracción de níquel y cobalto a partir de mineral pobre de cromita. Técnica antecedente El níquel es un metal estratégico que tiene uso en el acero, productos químicos, en criogenia, en el procesamiento de alimentos y en la industria aeroespacial. El consumo actual de níquel en India se estima que es de 20.000 toneladas al año (tpa) y su crecimiento anual es de 5-7%. Con un rápido desarrollo industrial, la demanda de ferroníquel probablemente superará la cifra prevista. La mayor parte de la demanda de níquel se satisface actualmente con las importaciones, que suponen un intercambio con el exterior de aproximadamente Rs.1000 crores por año. El cobalto es también un metal estratégico y su demanda en India es de aprox. 150 tpa. En el procedimiento actual, el cobalto se recupera como subproducto. El único depósito de níquel en India está en la región de Sukinda de Orissa. Se estima que los recursos son de aproximadamente 32 millones de toneladas de depósitos lateríticos en la región de Sukina, que tienen aprox. 1% de níquel en el mineral que no es cromita y aproximadamente 200 millones de toneladas como mineral cromita pobre que tiene una media de 0,7% de níquel. Para una explotación comercial cualquiera del depósito de Sukinda durante un período de tiempo razonable, el mineral cromita pobre será la fuente más grande. El apilamiento de mineral pobre (que no se puede explotar para recuperar la cromita) en la región de Sukinda ha conducido a un problema medioambiental. Destruye bosques naturales en torno a las minas y puede contribuir al vertido de cromo hexavalente en la corriente de agua. Hoy en día no está operativa en el mundo una planta que use tales materiales tan pobres en níquel, en particular, mineral pobre de cromita. Los depósitos más importantes de mineral óxido están en Indonesia, Filipinas, Cuba, República Dominicana Colombia y Nueva Caledonia. Si bien el mineral de Colombia es acaso el más rico, con más de 2,9% de níquel, los minerales más pobres que se están usando comercialmente son de Nicaro, Cuba y Kazakastan, que contienen aprox. 1,1% de níquel. El mineral desechado de cromita pobre, generado en Sukina, región de Orisa, India, tiene de media sólo aprox. 0,7% de níquel. Se puede hacer referencia de uno de los procedimientos convencionales para la disolución de níquel de estas lateritas por lixiviación ácida a presión para la que funciona una planta comercial en Moa Bay (E.T. Carlson, C.S. Simons, Journal of Metals, 1960, 198(3), págs.. 206-213) y se ha montado otra planta en Australia, basada en extracción por lixiviación a presión con disolvente. El otro procedimiento es por tostación-reducción seguidas de lixiviación amoniacal y se denomina procedimiento de Caron (M.S. Caron, patente U.S. nº. 1.487.145, 18 de marzo de 1924). Están operativas varias plantas comerciales, incluidas una en Nicaro, Cuba, y otra en Greenvale, Australia. Desde entonces muchas Conferencias Internacionles se han dedicado a los avances en la metalurgia del níquel y cobalto (por ejemplo, International Laterite Symposium, AIME-SME Annual Meeting, New Orleans, febrero de 1979; International Symposium on Nickel Metallurgy, celebrado en Montreal 1986; Symposium on Metallurgy of Nickel and Cobalt, celebrado en Arizona, 25 a 18 de enero de 1988; Nickel and Cobalt 97-International Symposium celebrado en Sudbury, Ontario, Canadá de 17 a 20 de agosto de 1997). El procedimiento comercial más ampliamente aplicable es todavía el procedimiento de Caron (M.H. Caron, Journal of Metals, 1950, vol. 188(1), págs. 67-90). En este procedimiento, el níquel se reduce y se trata con solución de carbonato amónico-amoniaco en presencia de aire comprimido. Durante la lixiviación, el níquel y el cobalto reducidos forman complejos amina solubles y el hierro reducido pasa a solución primeramente como amina ferrosa y posteriormente se oxida a óxido férrico hidratado. El tiempo requerido para disolución casi completa de los metales deseados y la precipitación del hierro en plantas comerciales es de aproximadamente 6 horas. Aunque la mayor parte del níquel está presente en el mundo como óxido, la fuente más importante de la producción de níquel son los sulfuros de níquel debido a la facilidad de su beneficio. Pero con el agotamiento de minerales de sulfuro de níquel ricos está aumentando lentamente el uso de óxidos en la extracción de níquel. Actualmente, aproximadamente 40% del níquel se produce a partir de mineral de óxido. G.N. Banerjee y otros describen en Studies on Reduction Roasting of Chromite Overburden in a Multiple Hearth Furnace for Extraction of Nickel and Cobalt (Trans. Indian Inst. Metals, vol. 54, nº. 5, octubre 2001, págs. 193-198) un estudio referente a la extracción de níquel y cobalto de una sobrecarga de cromita (COB) de Sukinda, Orissa, que contiene de 0,3% a 1,1% de Ni y rastros de cobalto (0,02-0,06%) usando tostación reductora seguida de un procedimiento de lixiviación amoniacal. 2 Inconvenientes de los procedimientos anteriores (i) Todos los procedimientos para extraer níquel y cobalto conocidos hasta ahora usan mineral de níquel que contiene aprox. de 1,1 a 1,5% de Ni. Nunca se ha usado en el mundo mineral pobre de cromita de contiene de 0,5 a 0,9% de níquel en procedimiento alguno seguido de lixiviación con solución de amoniaco-carbonato amónico. (ii) No hay disponibles resultados de trabajo experimental de ensayo continuo para mineral pobre de cromita. (iii) En todas las plantas existentes se mezcla el combustible con el mineral seco antes de suministrarlo al horno para la reducción, y ahora la etapa de reducción se ha realizado aquí sin mezclar el combustible antes de la reducción del mineral. (iv) Las presentes plantas usan aire comprimido para la oxidación y disolución de níquel en los reactores de lixiviación. Se requiere un tiempo de retención de aproximadamente 6 horas para completar la disolución de níquel y la precipitación de hierro. No se ha dado cuenta de esfuerzos desarrollados para reducir el tiempo de retención. (v) El uso de aire comprimido durante la lixiviación requiere elaborar un sistema de recuperación de amoniaco para minimizar pérdidas de los gases de purga. (vi) Los residuos de la lixiviación obtenidos después de la recuperación de Ni del mineral laterítico contienen principalmente magnetita. Estos residuos se pueden desechar. No se ha dado cuenta de esfuerzos desarrollados para la utilización de estos residuos. Debido a la falta de información sobre la utilización de material que contiene poco níquel, tal como mineral pobre de cromita, nunca se han realizado estudios para explotar esta fuente con el fin de recuperar níquel y cobalto. Objetivos de la presente invención El objetivo principal de la presente invención es proporcionar un procedimiento para la extracción de níquel de mineral pobre de cromita. Otro objetivo de la presente invención es intensificar la velocidad de lixiviación con oxígeno gas. Otro objetivo más de la presente invención es usar aire comprimido a elevada presión, en el intervalo de 0,02 a 0,15 MPa, para reducir el tiempo de retención durante la etapa de lixiviación. Es aún otro objetivo de la presente invención usar oxígeno gas a elevada presión, en el intervalo de 0,05 a 0,15 MPa, para reducir el tiempo de retención durante la etapa de lixiviación. Un objetivo más de la presente invención es utilizar el residuo de lixiviación en cuanto a su contenido de magnetita. Sumario de la presente invención Consecuentemente, la presente invención proporciona un procedimiento para la extracción de sal de níquel de mineral pobre de cromita. Breve descripción de los dibujos que se acompañan En los dibujos que acompañan la presente memoria: La Figura 1 representa un diagrama de bloque esquemático del procedimiento de extracción de níquel de una carga de cromita. La Figura 2 representa el presente diagrama de flujo del procedimiento para la Sección 100 (trituración, secado y molienda). La Figura 3 representa el diagrama de flujo del procedimiento para la Sección 200 (tostación reductora). La Figura 4 (a) representa el diagrama de flujo del procedimiento para la Sección 300 (lixiviación con oxígeno gas). La Figura 4 (b) representa el diagrama de flujo del procedimiento para la Sección 300 (lixiviación en la primera etapa con aire). La Figura 4 (c) representa el diagrama de flujo del procedimiento para la Sección 300 (lixiviación en la segunda etapa con aire). 3 La Figura 5 representa el diagrama de flujo del procedimiento para la Sección 400 (decantación... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para la extracción de níquel de mineral pobre de cromita que contiene de 0,6 a 0,9% de níquel, procedimiento que comprende las etapas de: (a) triturar, secar y moler el mineral de cromita para obtener mineral de cromita triturado o que tiene un tamaño de partícula que varía de malla B.S.S. 100 a 400 (150 a 40 µm); (b) tostar el mineral de cromita triturado de la etapa (a) para efectuar la reducción; (c) enfriar el mineral tostado; (d) mezclar el mineral reducido enfriado de la etapa (c) con una solución de lixiviación que contiene amoniaco y carbonato amónico para formar una pulpa, hacer pasar oxígeno o aire comprimido a través de la pulpa y envejecer la pulpa durante 45 minutos a 6 horas para efectuar la lixiviación; (e) oxidar la pulpa lixiviada de la etapa (d) en presencia de un exceso de amoniaco para obtener una solución de lixiviación fértil y residuo de lixiviación; (f) separar la solución de lixiviación fértil del residuo de lixiviación y lavar la pulpa con solución de amoniacocarbonato amónico; (g) eliminar amoniaco de la solución de lixiviación fértil de la etapa (f) para efectuar la precipitación de níquel y cobalto disueltos en forma de sus respectivas sales. 2. Un procedimiento según la reivindicación 1, en el que el mineral pobre de cromita contiene de 0,6 a 0,9% en peso de Ni, de 0,034 a 0,044% en peso de Co, de 43 a 53% en peso de Fe, de 2,42 a 2,72% en peso de Cr 2O 3 y de 6,9 a 8,8% en peso de Al2O 3, siendo el resto impurezas. 3. Un procedimiento según la reivindicación 1, en el que, en la etapa (a), el 85% del mineral de cromita tiene un tamaño de partícula de malla B.S.S de 200 (75 µm). 4. Un procedimiento según la reivindicación 1, en el que, en la etapa (b), se tuesta mineral pobre de cromita triturado en un horno multihogar a una temperatura del gas en el intervalo de 600 a 800ºC para efectuar la reducción. 5. Un procedimiento según la reivindicación 4, en el que el mineral pobre de cromita triturado se suministra al horno multihogar con o sin premezclar gasóleo. 6. Un procedimiento según la reivindicación 4, en el que el mineral pobre de cromita triturado se reduce haciendo pasar CO/(CO+CO 2) y H 2 que tiene un potencial de reducción de 0,2 a 0.6 a través del horno multihogar. 7. Un procedimiento según la reivindicación 1, en el que, en la etapa (c), el mineral de cromita tostado se enfría a una temperatura de menos de 250ºC. 8. Un procedimiento según la reivindicación 1, en el que, en la etapa (d), la solución de lixiviación contiene de 60 a 90 g/l de amoniaco y de 80 a 120 g/l de carbonato amónico. 9. Un procedimiento según la reivindicación 1, en el que, en la etapa (d), la presión del oxígeno o el aire comprimido está en el intervalo de 0,2 a 1,5 kg/cm 2 (0,02 a 0,15 MPa). 10. Un procedimiento según la reivindicación 1, en el que, si en la etapa (d) se usa oxígeno, la pulpa se envejece durante 45 minutos a 2 horas. 11. Un procedimiento según la reivindicación 1, en el que, si en la etapa (d) se usa aire, la pulpa se envejece durante 3 horas a 6 horas. 12. Un procedimiento según la reivindicación 1, en el que en la etapa (f) se lava la pulpa con solución de amoniacocarbonato amónico usando la técnica de contracorriente. 13. Un procedimiento según la reivindicación 1, en el que en la etapa (g) se elimina amoniaco de la solución de lixiviación fértil haciendo pasar vapor de agua a través de la misma. 14. Un procedimiento según la reivindicación 13, en el que el amoniaco eliminado de la solución de lixiviación fértil se recupera y reutiliza. 16 15. Un procedimiento según la reivindicación 1, en el que en la etapa (g) el níquel disuelto precipita como sal básica de níquel. 16. Un procedimiento según la reivindicación 15, en el que en la etapa (g) la sal básica de níquel precipita como carbonato básico de níquel. 17. Un procedimiento según la reivindicación 1, en el que en la etapa (g) el cobalto disuelto coprecipita junto el níquel como sal de cobalto. 18. Un procedimiento según la reivindicación 1, en el que el residuo de lixiviación obtenido en la etapa (f) se usa para extraer una fracción magnética. 19. Un procedimiento según la reivindicación 18, en el que la fracción magnética obtenida se separa por la técnica de separación magnética en húmedo. 20. Un procedimiento según la reivindicación 18, en el que la fracción magnética así obtenida se usa para la producción de hierro bajo en fósforo. 17 18 19 21 22 23 24
Patentes similares o relacionadas:
SISTEMA Y MÉTODO PARA SOLUBILIZAR EN UN MEDIO ACUOSO ELEMENTOS CONTENIDOS EN UN CONCENTRADO MINERAL DEL TIPO SULFURO., del 5 de Marzo de 2020, de PLATINUM GROUP CHILE SPA: La presente invención se refiere a un sistema para otorgar solubilidad en un medio acuoso a los elementos químicos contenidos en un concentrado […]
Método para fabricar un acero inoxidable austenítico a partir de un mineral de laterita de níquel y un mineral de cromita, del 17 de Abril de 2019, de YIEH UNITED STEEL CORP.: Un método para fabricar un acero inoxidable austenítico a partir de un mineral de laterita de níquel y un mineral de cromita, caracterizándose dicho método por las […]
Método para la tostación parcial de concentrados que llevan cobre y/u oro, del 6 de Marzo de 2019, de Outotec (Finland) Oy: Procedimiento para eliminar sulfuros de arsénico y/o antimonio de partículas de mineral que contienen cobre, níquel y/u oro, en donde las partículas de […]
Método para recuperación de hierro, del 10 de Noviembre de 2015, de Canbekte, Hüsnü Sinan: Un método para la recuperación de hierro en la forma de un óxido de hierro como producto útil, tal como hematita, a partir de una solución de deslavado obtenida […]
Procedimiento para la extracción de níquel, cobalto y otros metales base a partir de menas de laterita mediante lixiviado en pila y productos que contienen níquel, cobalto y otros metales procedentes de menas de laterita, del 26 de Febrero de 2014, de VALE S.A: Procedimiento para la extracción de níquel, cobalto y otros metales a partir de menas de laterita mediante lixiviado en pila, caracterizado por que […]
Método para la separación de zinc, hierro, calcio, cobre y manganeso a partir de soluciones acuosas de cobalto y/o níquel, del 9 de Diciembre de 2013, de NORILSK NICKEL HARJAVALTA OY: Un método para separar los metales que forman la impureza de zinc, hierro, cobre, calcio y / o de manganeso dela solución acuosa de los metales del producto cobalto y […]
Lixiviación amoniacal reductora de materiales que contienen níquel y cobalto, del 10 de Junio de 2013, de BHP BILLITON SSM DEVELOPMENT PTY LTD: Procedimiento para la recuperación de níquel y/o cobalto de un material impuro de níquel, cobalto oníquel/cobalto mixto, que incluye las etapas […]
Procedimiento para la lixiviación ácida mejorada de minerales de laterita, del 6 de Febrero de 2013, de BHP BILLITON SSM DEVELOPMENT PTY LTD: Procedimiento para la recuperación de níquel y cobalto a partir de un mineral de laterita niquelífera que incluye lasetapas siguientes:
a) proporcionar […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Método para la separación de zinc, hierro, calcio, cobre y manganeso a partir de soluciones acuosas de cobalto y/o níquel, del 9 de Diciembre de 2013, de NORILSK NICKEL HARJAVALTA OY: Un método para separar los metales que forman la impureza de zinc, hierro, cobre, calcio y / o de manganeso dela solución acuosa de los metales del producto cobalto y […]
Método para la separación de zinc, hierro, calcio, cobre y manganeso a partir de soluciones acuosas de cobalto y/o níquel, del 9 de Diciembre de 2013, de NORILSK NICKEL HARJAVALTA OY: Un método para separar los metales que forman la impureza de zinc, hierro, cobre, calcio y / o de manganeso dela solución acuosa de los metales del producto cobalto y […] Lixiviación amoniacal reductora de materiales que contienen níquel y cobalto, del 10 de Junio de 2013, de BHP BILLITON SSM DEVELOPMENT PTY LTD: Procedimiento para la recuperación de níquel y/o cobalto de un material impuro de níquel, cobalto oníquel/cobalto mixto, que incluye las etapas […]
Lixiviación amoniacal reductora de materiales que contienen níquel y cobalto, del 10 de Junio de 2013, de BHP BILLITON SSM DEVELOPMENT PTY LTD: Procedimiento para la recuperación de níquel y/o cobalto de un material impuro de níquel, cobalto oníquel/cobalto mixto, que incluye las etapas […]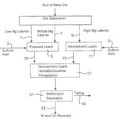 Procedimiento para la lixiviación ácida mejorada de minerales de laterita, del 6 de Febrero de 2013, de BHP BILLITON SSM DEVELOPMENT PTY LTD: Procedimiento para la recuperación de níquel y cobalto a partir de un mineral de laterita niquelífera que incluye lasetapas siguientes:
a) proporcionar […]
Procedimiento para la lixiviación ácida mejorada de minerales de laterita, del 6 de Febrero de 2013, de BHP BILLITON SSM DEVELOPMENT PTY LTD: Procedimiento para la recuperación de níquel y cobalto a partir de un mineral de laterita niquelífera que incluye lasetapas siguientes:
a) proporcionar […]