Procedimiento y dispositivo para fabricar recipientes etiquetados, moldeados con láminas.
Procedimiento para fabricar recipientes etiquetados, moldeados con laminas,
cortandose un material de lamina deetiquetas (12) para obtener etiquetas fundamentalmente de manera paralela con respecto a un suministro delaminas al interior de una estacion de moldeo (1) para fabricar los recipientes, e introduciendose estas etiquetascortadas con apoyo de un vacio mediante un dispositivo de traspaso en cavidades de moldeo de un molde (9),haciendose pivotar el molde de esta posición, dedicada a la introducción de las etiquetas, a una posición para elmoldeo de los recipientes, y moldeandose a continuación los recipientes (8), uniendose por aportacion dematerialeslas etiquetas que se encuentran en las cavidades de moldeo (10) con un lado exterior de recipiente,caracterizado porque un material de lámina de etiquetas se introduce lateralmente en un dispositivo, que funcionade manera continua por ciclos, para fabricar recipientes moldeados a partir de lámina, por debajo de un piano detrabajo principal de la guia de una banda de material a partir de material de lamina (4) para el moldeo de losrecipientes, en el dispositivo para moldear los recipientes, y se gula dentro del dispositivo a trues de al menos uncilindro de cambio de dirección (28) fundamentalmente de manera paralela con respecto a la banda de lámina parael moldeo de los recipientes.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/005224.
Solicitante: Kourtoglou S.A.
Nacionalidad solicitante: Grecia.
Dirección: 210 53 Nea Kios - Argos GRECIA.
Inventor/es: KOURTOGLOU, DIMITRIOS, KOURTOGLOU,IOANNIS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C51/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › Revestimiento o marcado.
- B29C51/22 B29C 51/00 […] › que giran alrededor de un eje.
- B65C9/18 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65C MAQUINAS, APARATOS O PROCEDIMIENTOS DE ETIQUETADO (clavado o grapado en general B25C, B27F; procedimientos para aplicar calcomanías B44C 1/16; aplicación de etiquetas para embalaje B65B; etiquetas, placas de identificación G09F). › B65C 9/00 Partes constitutivas o detalles de las máquinas o aparatos de etiquetar. › Alimentación de etiquetas a partir de banda, p. ej. de rodillos.
- B65D23/08 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 23/00 Partes constitutivas de botellas o tarros no previstos en otro lugar (conexiones roscadas o de bayoneta entre tapones o capsulas y el contenedor B65D 39/08, B65D 41/04, B65D 41/34; elementos para fijar los cierres B65D 45/00). › Acabado o revestimientos externos.
PDF original: ES-2451697_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para fabricar recipientes etiquetados, moldeados con laminas
La invenciOn se refiere a un procedimiento y a un dispositivo para fabricar recipientes etiquetados, moldeados con laminas.
Para la fabricación de envases de alimentos, como por ejemplo para productos liquidos o pastosos, se utilizan en general maquinas de moldeo, Ilenado y sellado en las que laminas de plastic° de una estacion de moldeo se moldean mediante una combinacion de embuticion profunda y moldeo por soplado en moldes de herramientas
mOltiples para obtener recipientes delgados de plastic°, a continuaciOn se Ilenan y se sellan con una tapa y se suministran a una estacion envasadora. De este modo se fabrican y se comercializan por ejemplo unidades de envase provistas con yogur u otros alimentos que se deben mantener frescos.
Un procedimiento y un dispositivo segOn el preambulo de las reivindicaciones 1 y 7 se conocen por el documento EP 1 710 073 A2. Sin embargo, el suministro individual de etiquetas a una herramienta de moldeo limita el rendimiento.
Ejemplos de procedimientos y dispositivos de fabricacion de este tipo en una linea de envase de moldeo, Ilenado y sellado se pueden deducir por ejemplo del documento DE 197 06 797 Al o del documento WO 2004/1 061 62 A2.
Las unidades de envase Ilenadas de este tipo se proveen en general, con respecto a su lamina de tapa, con impresos que identifican el contenido, aunque tambien se conoce aplic, ar etiquetados en la circunferencia exterior de los envases fundamentalmente cilindricos. A este respecto se prey& en general para un etiquetado sin pliegues moldes de recipiente cilindricos circulares, insertandose antes de la conformacion del recipiente etiquetas, que se extienden en la direccion circunferencial, en el molde, que entonces en la circunferencia exterior del recipiente
cilindrico circular entran en una union intima con el mismo o tambien se realizan etiquetados posteriores.
En fund& del emparejamiento de materiales entre el material de etiqueta y la lamina del recipiente tambien es necesario prever un agente adhesivo para la aplicacion permanente de etiquetas.
El "etiquetado en molde" anteriormente descrito requiere recipientes practicamente cilindricos circulares, ya que en caso contrario aparecen dificultades con respecto a un etiquetado sin pliegues.
El objetivo es provocar en un proceso de fabricacion de recipientes a partir de material de lamina, en particular mediante una combinación de embuticiOn profunda y moldeo por soplado, muy preferiblemente en el marco de una maquina de moldeo, Ilenado y sellado, al mismo tiempo un etiquetado de los recipientes porque se introduce un material de lamina de etiquetas desde un lado en el dispositivo de conformacion de recipientes (maquina) , se desvia en el mismo y se guia fundamentalmente de manera paralela con respecto a una direccion de suministro principal
para el material de lamina de recipientes, utilizandose como material de lamina de etiquetas preferiblemente polipropileno. Sin embargo, tambien se puede elegir una lamina de papel recubierto preferiblemente con un agente adhesivo (pegamento) segt.in el tipo del plastic° para el recipiente. Las etiquetas cortadas mediante un dispositivo de corte se sujetan, con el uso de vacio, preferiblemente mediante una presion negativa mediante clavijas expulsoras asignadas al dispositivo de code de etiquetas, y se traspasan a un dispositivo de traspaso que tambien sujeta las
etiquetas individualizadas mediante un vacio, y en particular las introduce, con un pivotamiento de una posiciOn de recogida de etiquetas a una posición de entrega de etiquetas, en las cavidades de moldeo de un molde que para este fin se puede hacer pivotar, de su posiciOn en general vertical, prevista para el moldeo de los recipientes, a una
posicion prevista para la recogida de las etiquetas, en general una posicion horizontal, que esta opuesta a los elementos de sujecion, en particular a los mandriles individuales del dispositivo de traspaso.
Unacaracteristica especialmente ventajosa del procedimiento segun la invenciOn asi como del dispositivo segiin la invencion es que las etiquetas solo se introducen adheridas en una superficie de pared lateral de las cavidades de moldeo, aunque preferiblemente las etiquetas estan realizadas a partir de un tramo base, en particular en forma de tira, con un tramo de pantalla que sigue al mismo mediante una zona de transicion para el etiquetado de una pared lateral, de modo quo la etiqueta no esta guiada a lo largo de una circunferencia exterior en la dirección
circunferencial con el recipiente, sino, cruzandose con su superficie base, desde una superficie lateral hasta la superficie base o mas alla de la misma. Al utilizar tramos de pantalla opuestos, unidos entre si, la etiqueta se extiende desde una superficie lateral por la superficie base hasta la otra superficie lateral, de modo que tambien se pueden etiquetar de manera ventajosa y sin ningun riesgo de crear pliegues recipientes conicos, esto es, quo no son
cilindricos circulares.
Mediante etiquetas quo presentan un diseno en forma de cruz (cuatro tramos de pantalla unidos a traves de un tramo base) se pueden etiquetar a este respecto los recipientes preferiblemente conicos tambien en todos los lados. Ademas, de este modo puede estar previsto de manera ventajosa en la base un sistema de identificaciOn,
preferiblemente un código de barras o una memoria de datos de identidad electronica, pasiva o activa (por ejemplo una etiqueta RFID) quo posibilita una sencilla identificacion y recopilacion de datos de los respectivos recipientes y 55 desus contenidos asi como de datos de consumo u otros datos logisticos. Esto no se puede realizar facilmente asi a la hora de etiquetar recipientes quo dejan libre la superficie base. En particular, informacion quo se puede leer en la base es fundamentalmente mas sencilla de detectar que informaciOn que existe en la circunferencia del recipiente.
La invencion se explica en mas detalle mediante las figuras representadas de manera esquernatica a continuaciOn del procedimiento segOn la invencion y del dispositivo. Muestran:
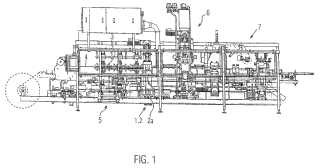
La figura 1, unarepresentaciOn global de una maquina de moldeo, Ilenado y sellado con un dispositivo de etiquetado integrado segCin un ejemplo de realizacion de la invenciOn,
5 La figura 2, unarepresentacion en corte esquematica de un piano de suministro principal de una banda de lamina de recipientes con una estacion de moldeo esquernatica asi como una unidad de movimiento de molde asi como un dispositivo de corte de etiquetas y un dispositivo de arrollamiento de material restante de etiquetas,
La figura 3, unavista desde arriba segOn la figura 2,
La figura 4, una representacion esquernatica en perspectiva del dispositivo segOn las figuras 2 y 3,
La figura 5, unavista frontal esquematica segOn la figura 2, pudiendo verse una bobinadora de
suministro de material de lamina de etiquetas (suministro lateral) ,
La figura 6, unarepresentaciOn ampliada segun la figura 2,
La figura 7, undispositivo de corte de etiquetas como detalle segOn la figura 6,
La figura 8, unarepresentacion similar a la representaciOn en las figuras 2 y 6, aunque en otra fase de un traspaso de etiquetas cortadas del dispositivo de cone de etiquetas a un dispositivo de traspaso de etiquetas (mandriles individuales) ,
La figura 9, undetalle segim la figura 8,
La figura 10, undetalle similar al detalle segim la figura 9, aunque para un estado de traspaso adicional 20 entreel traspaso de etiquetas cortadas del dispositivo de cone al dispositivo de traspaso
de etiquetas (mandriles individuales) ,
La figura 11, undetalle segOn la figura 10,
La figura 12, unarepresentaciOn similar a la representaciOn en las figuras 2, 6 y 8, aunque para una
fase adicional del traspaso de las etiquetas agarradas por el dispositivo de traspaso de 25 etiquetas (mandriles individuales) en el trayecto para insertarse en cavidades de moldeo asociadas de un molde,
La figura 13, un detalle del dispositivo de corte de etiquetas asi como del dispositivo de traspaso de etiquetas segOn la figura 12,
La figura 14, un detalle de un traspaso de las etiquetas mediante el dispositivo de traspaso de etiquetas 30 al interior de cavidades de moldeo del molde,
La figura 15, un detalle segun la figura 14,
La figura 16, una representacion esquernatica del dispositivo comparable con la representacion en las figuras 2, 6 y 8 y 12, aunque para una fase de procedimiento diferente tras el traspaso de las etiquetas al interior de las cavidades de moldeo del molde,
La figura 17, undetalle segOn la figura... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar recipientes etiquetados, moldeados con laminas, cortandose un material de lamina de etiquetas (12) para obtener etiquetas fundamentalmente de manera paralela con respecto a un suministro de laminas al interior de una estacion de moldeo (1) para fabricar los recipientes, e introduciendose estas etiquetas 5 cortadas con apoyo de un vacio mediante un dispositivo de traspaso en cavidades de moldeo de un molde (9) , haciendose pivotar el molde de esta posición, dedicada a la introducción de las etiquetas, a una posiciOn para el moldeo de los recipientes, y moldeandose a continuaciOn los recipientes (8) , uniendose por aportacion de materialeslas etiquetas que se encuentran en las cavidades de moldeo (10) con un lado exterior de recipiente, caracterizado porque un material de lamina de etiquetas se introduce lateralmente en un dispositivo, que funciona
de manera continua por ciclos, para fabricar recipientes moldeados a partir de lamina, por debajo de un piano de trabajo principal de la guia de una banda de material a partir de material de lamina (4) para el moldeo de los recipientes, en el dispositivo para moldear los recipientes, y se gula dentro del dispositivo a trues de al menos un cilindro de cambio de direccion (28) fundamentalmente de manera paralela con respecto a la banda de lamina para el moldeo de los recipientes.
2. Procedimiento segiin la reivindicacion 1, caracterizado porque una pared lateral de la cavidad de moldeo o dos paredes laterales opuestas de la cavidad de moldeo y una pared base de la cavidad de moldeo se solicitan con un vacio para aspirar una etiqueta, porque el etiquetado se realize dentro de un dispositivo de moldeo, Ilenado y
sellado, y porque un material de lamina se calienta previamente para un moldeo del recipiente mediante dispositivos calefactores en forma de placa, dispuestos aguas arriba de un dispositivo de matriz de embuticion profunda, a ambos lados de una banda de material del material de lamina.
3. Procedimiento segun la reivindicacion 1 6 2, caracterizado porque el material de lamina de etiquetas se introduce fundamentalmente en angulo recto con respecto a una direcciOn de trabajo principal de este dispositivo, porque el guiado del material de lamina de etiquetas se realize a traves de un sistema de cilindros tensores y cilindros compensadores, y de manera controlada por al menos una fotocelula se suministra de manera continua por
ciclos el material de lamina de etiquetas a un dispositivo de corte de etiquetas, y preferiblemente las etiquetas recortadas a partir del material de lamina de etiquetas dentro del dispositivo se transportan de manera fijada por vacio para moldear los recipientes.
4. Procedimiento segim al menos una de las reivindicaciones anteriores 1 a 3, caracterizado porque un dispositivo de traspaso de etiquetas con mandriles individuales recibe, con un contacto fundamentalmente con encaje geometric°, las etiquetas recortadas, sujetas por clavijas expulsoras solicitadas con vacio, y las introduce en cavidades de moldeo del molde proporcionadas de manera opuesta, sujetandose dentro de las cavidades de moldeo por una solicitacion con vacio de los mismos, y/o el molde provisto con las etiquetas se desplaza, en particular se hace pivotar, de la segunda posiciOn a una primera posición para moldear recipientes en las cavidades de moldeo del molde provistas con las etiquetas, no obstante al mismo tiempo que la unidad de corte de etiquetas y las clavijas
expulsoras.
5. Procedimiento para el etiquetado en molde de recipientes moldeados con laminas segCin una de las reivindicaciones 1 a 4, caracterizado porque en conexión con un proceso de conformacion de los recipientes en un molde se recorta al menos una etiqueta a partir de una lamina, se sujeta mediante un vacio y se traspasa a un dispositivo de traspaso de etiquetas que se puede mover entre un dispositivo de corte de etiquetas y el molde, y a
trues del mismo se introduce en una cavidad de moldeo del molde, se mantiene en contacto mediante un vacio con al menos una pared de molde en el molde y a continuación se moldea el recipiente a partir de una lamina desplazada al interior de la cavidad de moldeo en una uniOn por aportaciOn de materialescon respect° a la etiqueta que se encuentra dentro de la cavidad de moldeo.
6. Procedimiento para el etiquetado en molde de recipientes moldeados con laminas segtin una de las
reivindicaciones 1 a 5, caracterizado por un molde en el que se fabrican los recipientes mediante una operación de embuticiOn profunda y/o de moldeo por soplado a partir de una lamina, entre una primera posicion, preferiblemente vertical, en la que se moldean los recipientes, y una segunda posicion, fundamentalmente horizontal, en la que se introduce una etiqueta en una cavidad de moldeo del molde, antes de que se moldee el recipiente, se desplaza, se mueve de manera lineal y con pivotamiento mediante un dispositivo de control de leva, accionado por un dispositivo
de accionamiento por manivela, y se hace pivotar aproximadamente 900 el molde entre las posiciones primera y segunda.
7. Dispositivo para fabricar recipientes (8) etiquetados, moldeados con laminas, para realizar el procedimiento segiin una de las reivindicaciones anteriores 1 a 6, con una
unidad de suministro para material de lamina de recipientes (4) para moldear recipientes (8) a partir de plastic°,
unaestación de moldeado (1) para moldear los recipientes desplazando material de lamina de recipientes al interior de cavidades de moldeo de un molde,
una unidad de movimiento de molde (2) para colocar el molde en una primera posición, en la que se realiza un moldeo de recipientes (8) , y una segunda posicien, en la que se realize una introducciOn de etiquetas en las
cavidades de moldeo del molde,
un dispositivo de suministro de material de lamina de etiquetas para suministrar material de lamina de etiquetas
(12) a un dispositivo de cone de etiquetas, y
un dispositivo de traspaso de etiquetas, dispuesto entre el dispositivo de cone de etiquetas (13) y la estacion de moldeo (1) , presentando el dispositivo de suministro de material de lamina de etiquetas una bobina de almacenamiento de material de lamina de etiquetas dispuesta lateralmente de una direccion de suministro principal de material de lamina de recipientes hacia la estacion de moldeo, un sistema de cilindros tensores y cilindros compensadores (16) para el material de lamina de etiquetas, cilindros de guiado aguas arriba y aguas abajo del dispositivo de code de etiquetas para el guiado fundamentalmente vertical del material de lamina de etiquetas a traves del dispositivo de corte de etiquetas dispuesto por debajo de un piano de suministro principal para el material de lamina de recipientes, y estando guiado un material de lamina restante de etiquetas aguas abajo del dispositivo de corte de etiquetas a traves de cilindros de guiado de banda hacia una bobina de
arrollamiento de material de lamina restante (14) , dispuesta preferiblemente por debajo de una zona de suministro de lamina del piano de suministro principal, y pudiendo el material de lamina restante de etiquetas bobinarsealli.
8. Dispositivo segim la reivindicacion 7, caracterizado porque el dispositivo de corte de etiquetas presenta unas placas de troquelado de herramienta superior e inferior, entre las que se hace pasar el material de lamina de etiquetas, para recortar una etiqueta, en particular para separar al mismo tiempo una pluralidad de etiquetas del material de lamina de etiquetas, estando dispuestas dentro del dispositivo de corte de etiquetas clavijas expulsoras solicitadas con un vacio, preferiblemente de manera que se pueden mover longitudinalmente, a traves de las que en el lado frontal se sujetan mediante un vacio las etiquetas recortadas por el dispositivo de corte de etiquetas, estando dispuestos en particular dentro del dispositivo de corte dedos de guiado que se pueden mover de manera longitudinal, que se pueden mover con respecto a las clavijas expulsoras solicitadas con un vacio, para actuar conjuntamente con mandriles individuales del dispositivo de traspaso de etiquetas previsto de manera que se puede mover con pivotamiento y de manera lineal aguas abajo del dispositivo de code de etiquetas, y/o porque el dispositivo de traspaso presenta una pluralidad de mandriles individuales que estan dispuestos entre una posiciOn de recepcion de etiquetas, con sus lados frontales dirigidos a las etiquetas sujetas por las clavijas expulsoras del dispositivo de corte de etiquetas, y una posicion de entrega de etiquetas, de modo que se pueden hacer pivotar de manera centrada hacia cavidades de moldeo asociadas y/o de modo que se pueden mover longitudinalmente,
porque preferiblemente los mandriles individuales estan solicitados con un vacio y reciben las etiquetas en su lado frontal.
9. Dispositivo segun al menos una de las reivindicaciones anteriores 7 u 8, caracterizado porque los mandriles individuales del dispositivo de traspaso actuan conjuntamente con los dedos de guiado del dispositivo de corte a la hora de recibir las etiquetas y las etiquetas se pueden colocar mediante los dedos de guiado en un contorno exterior
delos mandriles individuales en una direccion longitudinal, estando previstos en particular los mandriles individuales de manera que se pueden mover por bloques y en un nitmero que corresponde al nitmero de cavidades de moldeo del molde.
10. Dispositivo segun al menos una de las reivindicaciones anteriores 7 a 9, caracterizado porque una placa de troquelado de herramienta superior del dispositivo de code de etiquetas se puede mover mediante un accionamiento mecanico, un accionamiento mecanico/neumatico, un accionamiento neumatico o un accionamiento
electromecanico, pudiendo accionarse preferiblemente clavijas expulsoras y/o dedos de guiado del dispositivo de corte de manera neumatica.
11. Dispositivo segun al menos una de las reivindicaciones anteriores 7 a 10, caracterizado porque el molde
presenta una pluralidad de cavidades de moldeo, dispuestas preferiblemente en una pluralidad de hileras, estando el molde solicitado con un vacio, y estando en particular al
menos una pared lateral, preferiblemente paredes laterales
opuestas y/o una pared base de la cavidad de moldeo, unidas con un vacio, preferiblemente mediante una pluralidad de perforaciones de vacio con un ancho de abertura pequeno con canales de vacio dentro del molde, presentando el molde en particular piezas de molde que se pueden introducir entre dos cavidades de moldeo, que estan provistas con perforaciones de vacio.
12. Dispositivo segun al menos una de las reivindicaciones anteriores 7 a 11, caracterizado porque un transporte de etiquetas dentro del dispositivo y/o una fijacion dentro de cavidades de moldeo del molde se realizan con apoyo de vacio, estando el material de lamina de recipientes de la estacion de moldeo suministrado como banda de material continua o en tramos de tira previamente cortados, y estando prevista en particular aguas arriba de la
estacion de moldeo una estacion de calentamiento previo de laminas, compuesta preferiblemente por placas calefactoras dispuestas a ambos lados del material de lamina, y pudiendo fabricarse en la estacion de moldeo, preferiblemente al mismo tiempo, una pluralidad de recipientes mediante solicitacion de matriz y/o con fluido, en particular mediante embuticion profunda y/o moldeo por soplado.
13. Dispositivo segun al menos una de las reivindicaciones anteriores 7 a 12, caracterizado porque la unidad de movimiento de molde presenta un dispositivo de control de leva para un movimiento pivotante del molde entre una
primera posición, en la que se realiza un moldeo de recipientes, y una segunda posicion, en la que se introducen etiquetas en cavidades de moldeo del molde antes de un moldeo de los recipientes, y estando previsto preferiblemente un dispositivo de accionamiento de manivela para el molde, para un movimiento longitudinal y/o pivotante del molde.
14. Dispositivo segun al menos una de las reivindicaciones anteriores 7 a 13, caracterizado porque el dispositivo de corte de etiquetas para cortar el material de lamina de etiquetas de polipropileno (PP) o papel recubierto con un agente adhesivo esta dispuesto por debajo de un piano de suministro principal para el suministro de material de lamina de recipientes, en particular de poliestireno, polipropileno, polietileno, PET o PVC, para moldear los recipientes.
3/1 4
6/1 4
C.0 r...... 1.
c ...6
C.6.
LL. LL
7/1 4
in Oc•, 4
LIJ -3 .3
CNI
< 4 1-0
C-6
LU 0) OW
IL..
9/1 4
CNI C•J
(.6
LL
0 / 1 4
••zr. cJ
a
1
3/1 4
FIG. 27
14114
FIG. 28
Patentes similares o relacionadas:
ALIMENTADOR PARA ETIQUETADORA DE BOBINA, del 6 de Febrero de 2020, de CARLOS BACIGALUPE, S.L.U: Alimentación para etiquetadora de bobina ; del tipo que comprenden una bobina de etiquetas despegadles o una bobina de […]
Impresión y corte de etiquetas, del 20 de Noviembre de 2019, de DATALASE LIMITED: Procedimiento para imprimir y cortar etiquetas para su colocación en un producto, el procedimiento comprende las etapas de: proporcionar una tira con el sustrato de las etiquetas […]
Dispositivo y procedimiento para el etiquetado de paquetes individuales, del 23 de Octubre de 2019, de ESPERA-WERKE GMBH: Dispositivo para el etiquetado de paquetes individuales - con un dispositivo de avance para el transporte del respectivo paquete en una dirección de transporte […]
Dispositivo y procedimiento para unir bandas con etiquetas autoadhesivas que se suministrarán a una máquina de etiquetado, del 21 de Agosto de 2019, de Kosme S.r.l. Unipersonale: Un dispositivo para unir bandas con etiquetas autoadhesivas que se suministrarán a una máquina de etiquetado, que comprende: una estructura de […]
Método y dispositivo para colocar una etiqueta en un objeto, del 14 de Agosto de 2019, de Alevax AB: Un método de aplicación de una etiqueta a un objeto , que comprende: en un primer paso, mover el objeto (5, 55, 65, 75, 85, 95, […]
Sistema de manipulación de etiquetas y máquina de etiquetado en el molde, del 26 de Febrero de 2019, de Rollquett Patent AB: Un dispositivo de transferencia con dispositivo de desenrollado destinado para proporcionar un sistema de manipulación de etiquetas IML, máquina de etiquetado […]
Dispositivo para soportar carretes de bandas con etiquetas autoadhesivas, del 9 de Enero de 2019, de Kosme S.r.l. Unipersonale: Un dispositivo para soportar carretes de bandas con etiquetas autoadhesivas para etiquetadoras que comprende: una estructura de soporte ; […]
SISTEMA DESMALLADOR DE ETIQUETAS, del 20 de Diciembre de 2018, de TECNOCUT, S.L: Los sistemas de desmallado convencionales incorporan un rodillo , a partir del cual se separa la malla obtenida en el proceso de troquelado de la lámina de papel siliconado […]