PROCEDIMIENTO DE MOLDEO POR INYECCIÓN.
Un aparato para fabricar una cabeza (11) para un cepillo de dientes del tipo que comprende una cabeza (11) y un mango de agarre y que tiene una dirección longitudinal cabeza-mango,
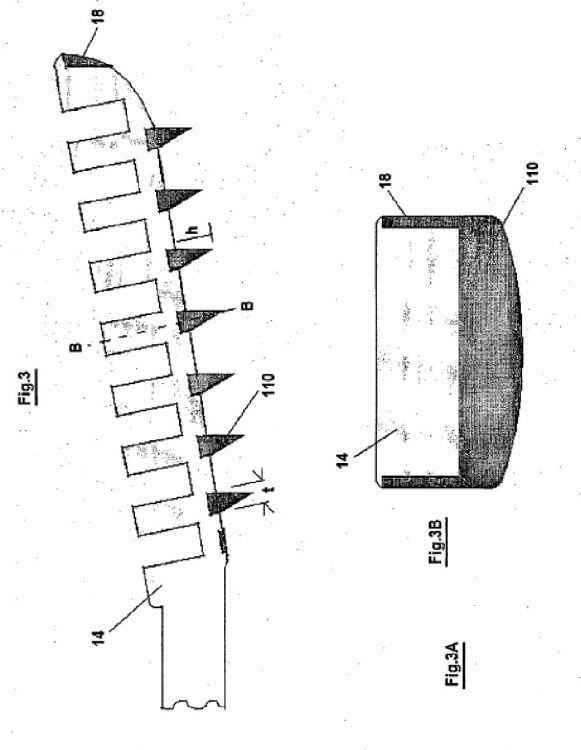
mediante un procedimiento que comprende proporcionar una parte (14) de la cabeza, de material plástico, que tiene una primera superficie (15) en la que hay montadas, o han de ser montadas, unas cerdas (16), y que tiene una segunda superficie (17) opuesta en la que ha de formarse una parte (18) de material elastómero, estando separadas la primera superficie y la superficie opuesta (15, 17) por una superficie lateral (19), encerrar la parte (14) de la cabeza en una cavidad (31) de un molde de inyección que define al menos parte de la forma de la parte (18) de material elastómero a formar, introducir un material elastómero termoplástico en la cavidad (31) del molde de inyección para formar de esta manera la parte (18) de material elastómero, comprendiendo el aparato un molde de inyección (30) que comprende un primer y un segundo bloques (32, 33) del molde que incluyen una primera y una segunda partes (34, 35) de la cavidad del molde y que se acoplan por una línea de separación primaria (36), de manera que las partes (34, 35) de la cavidad del molde se combinan para formar una cavidad (31) del molde adecuada para encerrar la parte (14) de la cabeza, de material plástico, y la segunda parte (35) de la cavidad del molde comprende una o más concavidades, que definen la forma de una parte (18) de material elastómero que comprende unos nervios (110) plurales que tienen una dirección alargada a través de la dirección longitudinal, y que se extienden desde la segunda superficie (17) en una dirección ascendente perpendicular al plano entre la primera y la segunda superficies (15, 17), estando el molde de inyección (30) adaptado para la introducción de un material elastómero termoplástico en una segunda parte (35) de la cavidad del molde para formar de esta manera la parte (18) de material elastómero: caracterizado porque: el segundo bloque (33) del molde comprende al menos dos partes (33) del segundo bloque del molde que se acoplan por una línea de separación (39) del segundo bloque del molde, la cual se extiende en la dirección longitudinal del cepillo de dientes, comprendiendo dicha línea de separación (39) del segundo bloque del molde unos medios para permitir el venteo de aire desde la cavidad (31) del molde de inyección, a través de una vía que no sea la línea de separación primaria (36), durante la introducción del material elastómero termoplástico en la cavidad (31) del molde de inyección
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/002111.
Solicitante: GLAXOSMITHKLINE CONSUMER HEALTHCARE GMBH & CO.KG..
Nacionalidad solicitante: Alemania.
Dirección: BUSSMATTEN 1 77815 BUEHL (BADEN) ALEMANIA.
Inventor/es: MUELLER, WOLF-DIETER, EBNER,Winfried.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Febrero de 2005.
Clasificación Internacional de Patentes:
- B29C45/14F
- B29C45/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › teniendo medios de ventilación.
Clasificación PCT:
- A46B9/04 NECESIDADES CORRIENTES DE LA VIDA. › A46 CEPILLERIA. › A46B CEPILLOS O PINCELES (mangos que no forman parte del cuerpo del cepillo B25G). › A46B 9/00 Disposición de las cerdas en la montura. › para cepillos de dientes.
- A46D3/00 A46 […] › A46D FABRICACION DE CEPILLOS O PINCELES. › Preparación de monturas.
- B29C45/43 B29C 45/00 […] › utilizando fluidos bajo presión.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
La presente invención se refiere a un aparato y a un procedimiento para fabricar cepillos de dientes, en particular a un aparato y un procedimiento de moldeo por inyección.
Los cepillos de dientes son artículos bien conocidos y normalmente comprenden una cabeza y un mango de agarre, generalmente con una región de cuello más estrecha entre medias, todo ello dispuesto a lo largo de una dirección longitudinal cabeza-mango. Normalmente los cepillos de dientes están hechos principalmente de un material plástico, p. ej. polipropileno o acrilonitrilo estireno (“SAN”). Muchos de ellos son denominados cepillos de dientes de dos componentes, que comprenden una parte hecha de plástico, p. ej. la cabeza y la estructura principal o “esqueleto” del mango, y una parte hecha de un elastómero resiliente más blando, tal como un elastómero termoplástico p. ej. Santoprene que comprenda p. ej. parte del mango de agarre, para mejorar el agarre, la apariencia estética o para influir en la flexibilidad. Tales cepillos de dientes están descritos por ejemplo en los documentos US-A-5.054.154 y EP-A-O 336 641 entre otros. También es conocida la incorporación en los cepillos de dientes de uno o más nervios de elastómero en la parte trasera de la cabeza del cepillo (lado opuesto a la superficie en la que están montadas las cerdas), p. ej. en los documentos WO-A-04/041025 y GBA-A-2 391 462, para la limpieza de la lengua. Un cepillo de este tipo está comercializado por el presente solicitante bajo el nombre AQUAFRESH EXTREME CLEANTM .
Los cepillos de dientes son fabricados normalmente mediante un procedimiento por el que primero se fabrica la parte de material plástico de su estructura, generalmente mediante moldeo por inyección. Después, esta parte de plástico es insertada en una cavidad de molde que define la forma de la parte de material elastómero, y se inyecta el material elastómero del segundo componente, en estado fluido, en esta cavidad de molde para formar la parte de material elastómero. Normalmente el material plástico está formado con una o más cavidades para recibir este segundo material. El documento US-A-3.633.237 describe tal cabeza de cepillo de dientes que tiene unas cavidades en la parte de material plástico en las que puede encajar la parte de elastómero.
Normalmente tales moldes de inyección son conjuntos de molde que comprenden uno o más bloques de molde, generalmente dos, cada uno con una cavidad parcial del molde, que al ser unidas cuando el molde es ensamblado se acoplan de manera que sus cavidades parciales del molde se combinan para formar entre ambas una cavidad completa de molde, siendo conocida en la técnica la superficie por la que se acoplan como “línea de separación”, y siendo denominada en este documento “línea de separación primaria”. Tales procedimientos son bien conocidos. Por ejemplo, el documento WO-A-02/13656 describe tal procedimiento y a la maquinaria de moldeo adecuada para su ejecución la denomina moldeo de doble placa. También es conocida la incorporación de venteos en los moldes de inyección para el escape de aire u otros gases desde de la cavidad del molde, véase por ejemplo los documentos DE-A199 43 599, JP-A-2003 033953, EP-A-1 312 455, DE-A-101 04 034, JP-A-2122910, JP-A60046222, y US-A-3.555.619.
Existe un problema al fabricar cabezas de cepillos de dientes que tengan una parte de material elastómero en la forma de nervios de elastómero extendiéndose transversalmente a la dirección longitudinal, porque durante la inyección del material elastómero en la cavidad del molde puede quedar atrapado aire en las partes de la cavidad del molde que definen estos nervios, por ejemplo cuando el material elastómero fluido fluye simultáneamente desde los extremos transversalmente opuestos de estas partes y atrapa el aire entre estos extremos. Esto puede resultar en vacíos en la parte de elastómero así formada. Un objetivo de esta invención es enfrentar este problema proporcionando un procedimiento y un molde en el que se mejore el venteo de aire entre otras cosas, y se mejore el flujo del material elastómero fluido por la cavidad del molde.
Por consiguiente esta invención proporciona un aparato para fabricar una cabeza de cepillo de dientes de acuerdo con la reivindicación 1, y un procedimiento para fabricar una cabeza de cepillo de dientes usando este aparato de acuerdo con la reivindicación 5.
La cabeza de material plástico puede ser proporcionada mediante un procedimiento de moldeo por inyección convencional del tipo usado en la técnica relacionada con los cepillos de dientes para fabricar partes de material plástico de cepillos de dientes.
Al proporcionar tales medios para permitir el venteo de aire desde la cavidad del molde de inyección, durante la introducción del material elastómero termoplástico en la cavidad del molde de inyección, a través de una vía que no sea la línea de separación primaria, el aire puede escapar de la cavidad, y puede reducirse o eliminarse la formación del vacío. Por “aire” se entiende cualquier atmósfera gaseosa dentro de la cavidad del molde. “Venteo” significa escape al medio ambiente.
Por ejemplo, el nervio puede tener la forma de una lámina flexible. Tal lámina puede por ejemplo tener una sección, tomada en la dirección longitudinal del cepillo de dientes, que se estrecha gradualmente según se aleja de la segunda superficie, p. ej. el perfil de una cuña. Típicamente, 1-3 mm son unas dimensiones adecuadas de altura. En su dirección alargada, según se mira en planta hacia la segunda superficie, tal nervio puede por ejemplo ser recto, puede por ejemplo ser curvo, p. ej. en forma de “S” o p. ej. en arco con su superficie convexa encarada en dirección opuesta al mango, o por ejemplo tener forma de chevrón, p. ej. en forma de “V” con la “V” apuntando en dirección opuesta al mango, u otra forma diferente.
En el procedimiento de la invención el material elastómero termoplástico puede ser introducido en la segunda cavidad del molde mediante una boca de inyección convencional del tipo conocido en la técnica de fabricación de cepillos de dientes, por ejemplo tal como se describe generalmente en el documento EP-A-0 749 281. Tal boca de inyección puede pasar a través de la segunda o la primera partes del bloque del molde. Un material elastómero termoplástico preferido es el material TF3AAH de SEBS (Estireno-Etileno/Butadieno-Estireno) del proveedor Kraiburg.
En una realización el primer y el segundo bloques de molde se acoplan por una línea de separación primaria que, al introducir la parte de cabeza en la cavidad del molde, interfecta con la parte de cabeza en la superficie de borde, entre la primera y la segunda superficies.
La línea de separación del segundo bloque del molde puede extenderse preferiblemente en la dirección longitudinal del cepillo de dientes en una dirección perpendicular a un plano entre la primera y la segunda superficies, preferiblemente en una dirección paralela a la dirección longitudinal del cepillo de dientes. Tal línea de separación del segundo bloque del molde puede ser lo suficientemente ancha como para permitir el venteo del aire de la segunda parte de la cavidad del molde pero lo suficientemente estrecha como para que no escape ninguna cantidad de material elastómero fluido. Sin embargo, las dos partes del segundo bloque del molde están fijadas de manera rígida entre sí a prueba de las presiones y los esfuerzos de la fabricación de cepillos de dientes, p. ej. por pernos o un armazón externo.
Por lo tanto en un aparato preferido de esta invención: el primer y el segundo bloques de molde se acoplan en por una línea de separación primaria que, al introducir la parte de cabeza en la cavidad del molde, intersecta con la parte de cabeza en la superficie del borde, entre la primera y la segunda superficies, la segunda cavidad parcial del molde comprende una o más concavidades que determinan la forma de una parte de elastómero que comprende unos nervios plurales que tienen una dirección alargada a través de la dirección longitudinal, y que se extienden desde la segunda superficie en una dirección perpendicular a un plano entre la primera y la segunda superficies, el segundo bloque del molde comprende al menos dos partes del segundo bloque del molde que se acoplan por una segunda línea de separación del bloque del molde, la cual se extiende en la dirección longitudinal del cepillo de dientes.
En el procedimiento y aparato de esta invención la cavidad del molde...
Reivindicaciones:
1. Un aparato para fabricar una cabeza (11) para un cepillo de dientes del tipo que comprende una cabeza (11) y un mango de agarre y que tiene una dirección longitudinal cabeza-mango, mediante un procedimiento que comprende proporcionar una parte (14) de la cabeza, de material plástico, que tiene una primera superficie (15) en la que hay montadas, o han de ser montadas, unas cerdas (16), y que tiene una segunda superficie (17) opuesta en la que ha de formarse una parte (18) de material elastómero, estando separadas la primera superficie y la superficie opuesta (15, 17) por una superficie lateral (19), encerrar la parte (14) de la cabeza en una cavidad (31) de un molde de inyección que define al menos parte de la forma de la parte (18) de material elastómero a formar, introducir un material elastómero termoplástico en la cavidad (31) del molde de inyección para formar de esta manera la parte (18) de material elastómero, comprendiendo el aparato un molde de inyección (30) que comprende un primer y un segundo bloques (32, 33) del molde que incluyen una primera y una segunda partes (34, 35) de la cavidad del molde y que se acoplan por una línea de separación primaria (36), de manera que las partes (34, 35) de la cavidad del molde se combinan para formar una cavidad (31) del molde adecuada para encerrar la parte (14) de la cabeza, de material plástico, y la segunda parte (35) de la cavidad del molde comprende una o más concavidades, que definen la forma de una parte (18) de material elastómero que comprende unos nervios (110) plurales que tienen una dirección alargada a través de la dirección longitudinal, y que se extienden desde la segunda superficie (17) en una dirección ascendente perpendicular al plano entre la primera y la segunda superficies (15, 17), estando el molde de inyección (30) adaptado para la introducción de un material elastómero termoplástico en una segunda parte (35) de la cavidad del molde para formar de esta manera la parte (18) de material elastómero:
caracterizado porque: el segundo bloque (33) del molde comprende al menos dos partes (33) del segundo bloque del molde que se acoplan por una línea de separación (39) del segundo bloque del molde, la cual se extiende en la dirección longitudinal del cepillo de dientes, comprendiendo dicha línea de separación (39) del segundo bloque del molde unos medios para permitir el venteo de aire desde la cavidad (31) del molde de inyección, a través de una vía que no sea la línea de separación primaria (36), durante la introducción del material elastómero termoplástico en la cavidad (31) del molde de inyección.
2. Un aparato de acuerdo con la reivindicación 1, caracterizado porque la concavidad define la forma de un nervio (110) que tiene una sección tomada en la dirección longitudinal del cepillo de dientes que se estrecha gradualmente según se aleja de la segunda superficie (17).
3. Un aparato de acuerdo con la reivindicación 1, caracterizado por una boca de inyección (38) para hacer pasar un material elastómero termoplástico a través del segundo bloque (33) del molde.
4. Un aparato de acuerdo con la reivindicación 1, 2 ó 3, caracterizado porque la línea de separación del segundo bloque del molde es lo suficientemente ancha como para permitir el venteo del aire de la segunda parte de la cavidad del molde, pero lo suficientemente estrecha como para que no escape ninguna cantidad de material elastómero fluido durante la inyección del material elastómero fluido en la cavidad (31) del molde de inyección.
5. Un procedimiento en el que se fabrica una cabeza (11) para un cepillo de dientes del tipo que comprende una cabeza (11) y un mango (12) de agarre y que tiene una dirección longitudinal cabeza-mango, y que comprende una parte (14) de la cabeza de material plástico que tiene una primera superficie (15) en la que hay montadas, o han de ser montadas, unas cerdas (16), y que tiene una segunda superficie (17) opuesta en la que hay formada una parte (18) de material elastómero, estando separadas la primera superficie y la superficie opuesta (15, 17) por una superficie lateral (19), y el procedimiento está caracterizado por:
encerrar la parte (14) de la cabeza en la cavidad (31) del molde de inyección de un aparato como el reivindicado en una cualquiera de las reivindicaciones 1 a 4, introduciendo un material elastómero termoplástico en la cavidad (31) del molde de inyección para formar de esta manera la parte (18) de material elastómero, y permitiendo el venteo del aire de la cavidad (31) del molde de inyección, a través de la segunda línea de separación (39) del bloque del molde, durante la inyección del material elastómero termoplástico en la cavidad (31) del molde de inyección.
Patentes similares o relacionadas:
Procedimiento de extracción para extraer el aire en un molde de inyección, del 17 de Junio de 2020, de COMERCIAL DE UTILES Y MOLDES, S.A.: Procedimiento de extracción para extraer el aire en un molde de inyección , comprendiendo dicho molde - medios de cierre; - una o más cavidades de inyección […]
Pila de molde de inyección y aparato de moldeo, del 25 de Diciembre de 2019, de Plastipak BAWT S.à.r.l: Una pila de molde de inyección (IMS) que comprende un conjunto de núcleo y un conjunto de cavidad , en donde el conjunto de núcleo comprende un núcleo […]
Dispositivo y procedimiento de succión de aire en moldes de inyección y posterior expulsión de las piezas moldeadas, del 28 de Junio de 2019, de COMERCIAL DE UTILES Y MOLDES, S.A.: Un dispositivo de succión de aire en moldes de inyección y posterior expulsión de piezas moldeadas, que comprende un eyector Venturi conectado a una primera válvula , […]
Preforma integral de dos capas, proceso, herramienta y aparato para la producción de esta y bolsa en contenedor producida de esta manera, del 25 de Octubre de 2018, de Anheuser-Busch InBev S.A: Una preforma integral de dos capas obtenida por moldeo por inyección de una capa sobre la otra, para la producción de bolsas en contenedores para la dispensación moldeadas […]
Dispositivo y procedimiento para la succión de aire en moldes de inyección y la posterior expulsión de piezas moldeadas, del 29 de Enero de 2018, de COMERCIAL DE UTILES Y MOLDES, S.A.: Dispositivo y procedimiento para la succión de aire en moldes de inyección y la posterior expulsión de piezas moldeadas. El dispositivo para la succión de aire en moldes […]
Método y dispositivo para moldear por inyección una pieza moldeada, del 13 de Diciembre de 2017, de ROBERT BOSCH GMBH: Dispositivo para moldear por inyección una pieza moldeada con una masa plástica de moldeo, el cual comprende una herramienta conectada a una máquina de moldeo […]
Molde sencillo, del 18 de Octubre de 2017, de MHT MOLD & HOTRUNNER TECHNOLOGY AG: Molde sencillo para la producción de piezas perfiladas huecas, en donde el molde sencillo forma un espacio de moldeado y una cavidad , […]
Procedimiento para la fabricación de un componente tipo sándwich, del 29 de Junio de 2016, de MAGNA STEYR FAHRZEUGTECHNIK AG & CO. KG: Procedimiento para la fabricación de un componente tipo sándwich en el que - en distintas zonas, un número diferente de núcleos de nido […]