PROCEDIMENTO PARA FABRICAR UNA RUEDA DENTADA.
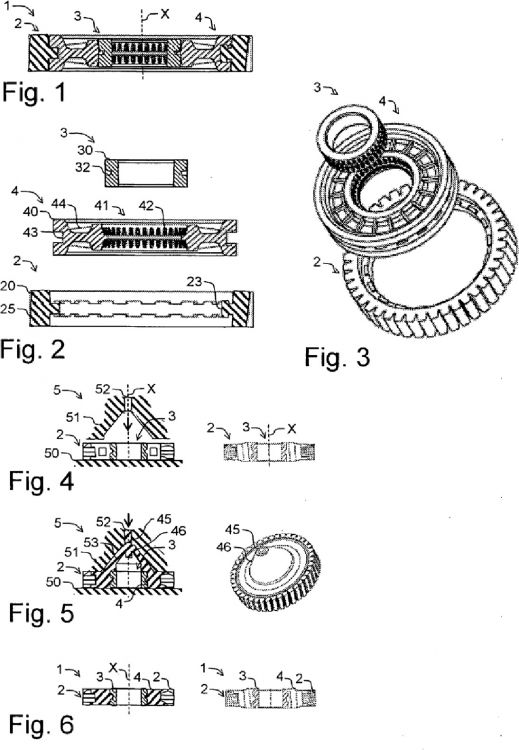
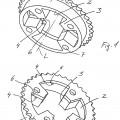
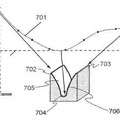
Procedimiento para fabricar una rueda dentada (1) en el que se unen una parte exterior (2) y una parte de inserción (3) con una parte de unión (4) por medio de un acoplamiento de conjunción de forma,
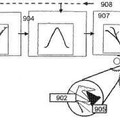
fundiéndose la parte de unión (4) entre la parte exterior (2) y la parte de inserción (3), caracterizado porque se funde la parte de unión (4) entre la parte exterior (2) y la parte de inserción (3) con un bebedero de sombrilla (46) desde una dirección (X) paralela al eje y a continuación se retira el bebedero de sombrilla lateral (46) formado de esta manera
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06021782.
Solicitante: IMS GEAR GMBH.
Nacionalidad solicitante: Alemania.
Dirección: HEINRICH-HERTZ-STRASSE 16 78166 DONAUESCHINGEN ALEMANIA.
Inventor/es: OBERLE, STEPHAN.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Octubre de 2006.
Clasificación Internacional de Patentes:
- F16H55/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16H TRANSMISIONES. › F16H 55/00 Elementos con dientes o superficies de fricción para transmitir un movimiento; Tornillos sin fin, poleas o roldanas para mecanismos de transmisión (transmisiones de tornillo y tuerca F16H 25/00). › Empleo de materiales; Empleo de tratamientos de órganos dentados o tornillos sin fin que afectan a las propiedades intrínsecas del material.
Clasificación PCT:
- F16H55/06 F16H 55/00 […] › Empleo de materiales; Empleo de tratamientos de órganos dentados o tornillos sin fin que afectan a las propiedades intrínsecas del material.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a una rueda dentada con las características del preámbulo de la reivindicación 1 y a un procedimiento para fabricar una rueda dentada con las características del preámbulo de la reivindicación 6. En, por ejemplo, el sector de las servodirecciones se conocen las llamadas ruedas dentadas EPAS (EPAS: 5 Electric Power Assisted Steering / dirección asistida por medio de potencia eléctrica). Tales ruedas dentadas consisten en un anillo de fundición-poliamida que se pega con un cubo metálico grande. A continuación, se forma una corona dentada realizando un dentado con arranque de virutas en el lado exterior del anillo de fundición-poliamida. Como alternativa, se conocen ruedas dentadas en las que se inyectan material alrededor de un cubo de acero grande. Por cubo de acero grande o cubo metálico se entiende un cubo que tiene un diámetro mayor que la mitad del diámetro de la rueda 10 dentada formada de esta manera. Por tanto, se conocen ruedas dentadas con una parte exterior, que lleva exteriormente una rueda dentada propiamente dicha, y con una parte de inserción que está configurada como un cubo metálico especialmente grande. La unión se efectúa por medio de un encastre mecánico mutuo de estos dos componentes o bien a través de una parte de unión colocada entre ellos a manera de un anillo intermedio que se inserta entre estos componentes para establecer una 15 unión de conjunción de forma de la parte exterior y la parte de inserción. Para lograr el acoplamiento por conjunción de forma se emplean aquí unas estructuras de dentado en el lado exterior y en el lado interior de la parte de unión de forma anular que engranan con unas contraestructuras correspondientes formadas, respectivamente, en el lado interior de la parte exterior y en el lado exterior de la parte de inserción. Debido a la formación de la parte de unión a base ciertamente de plástico, pero también, en vista de la rigidez necesaria, a base de plástico relativamente rígido, tales estructuras de 20 dentado solamente pueden realizarse con dimensiones muy pequeñas en una unión de encastre para poder insertar todavía los componentes uno dentro de otro. La inyección de la parte interior sobre el cubo metálico hace posible ciertamente mayores estructuras de dentado entre estos, de modo que se puede lograr una resistencia mejorada a la rotación con respecto al ensamble a base de componentes individuales, pero este recubrimiento por inyección de la parte de inserción está ligado a 25 inconvenientes. El plástico de recubrimiento inyectado para el dentado que se debe formar externamente en la parte exterior se ve dificultado en el comportamiento de contracción libre. El anillo de plástico está sometido así permanentemente a tensión de tracción. Un inserto grande en calidad de parte de inserción significa a este respecto también una tensión de rechupe grande dificultada. Las tensiones de rechupe son tensiones de tracción e incrementan la tensión efectiva en el 30 pie del diente para la transmisión de pares de giro y, por tanto, originan una menor resistencia de los dientes. Por el contrario, a igual perímetro exterior de la parte exterior o de la corona dentada formada en la parte exterior, una parte de inserción pequeña significa una proporción mayor necesaria de plástico. Sin embargo, el plástico sin reforzar tiene propiedades mecánicas que dependen mucho de la temperatura. Una alta proporción de plástico significa de manera correspondiente una gran variación dimensional al cambiar la temperatura ambiente. Además, una alta proporción de 35 plástico significa una alta deformación no fiable a mayores pares de accionamiento que actúen sobre la corona dentada exterior. Por otra parte, un cubo metálico pequeño como parte de inserción significa un deficiente arrastre de par de giro entre el cubo metálico y una corona dentada de plástico exterior. Se conocen por los documentos US 2002/078777 A1, DE 101 27 224 A1 y DE 39 42 761 A1 unas ruedas dentadas que presentan una parte exterior, una parte de inserción y una parte de unión para establecer una unión por 40 conjunción de forma entre la parte exterior y la parte de inserción, estando formada la al menos una parte de unión a base de un material fundido entre la parte exterior y la parte de inserción. En estos documentos se puede encontrar también un procedimiento para fabricar una rueda dentada de esta clase, en el que una parte exterior y una parte de inserción se unen con una parte de unión por medio de un acoplamiento de conjunción de forma, fundiéndose al menos esta parte de unión entre la parte exterior y la parte de inserción. 45 El problema de la invención consiste en proponer un procedimiento para fabricar una rueda dentada con una constitución sencilla, al mismo tiempo que se proporciona una buena unión de sus componentes individuales. Este problema se resuelve por medio de un procedimiento para fabricar una rueda dentada con las características de la reivindicación 1. Ejecuciones ventajosas son objeto de reivindicaciones subordinadas. Por consiguiente, se prefiere especialmente una rueda dentada con una parte exterior, una parte de inserción y 50 una parte de unión para establecer un acoplamiento por conjunción de forma entre la parte exterior y la parte de inserción, estando formada la al menos una parte de unión a base de un material fundido entre la parte exterior y la parte de inserción.
Naturalmente, basándose en la idea fundamental pueden fundirse también varias partes de unión eventualmente engranadas una con otra entre la parte exterior y la parte de inserción, pero una parte de unión única 55 ofrece una estabilidad especialmente buena.
Una parte de unión de esta clase puede reconocerse especialmente en que hace posibles unas estructuras de agarre por detrás que, debido a un encaje profundo en la parte exterior y en la parte de inserción, ofrecen un engrane especialmente resistente frente a fuerzas de rotación y fuerzas paralelas al eje. Se hacen posibles unas estructuras de agarre por detrás que encajan en la parte exterior y en la parte de inserción a mayor profundidad que la que es posible en el caso de componentes individuales convencionales que se inserten uno dentro de otro después de su fabricación 5 individual. Se prefiere una ejecución en la que la parte de inserción está realizada a base de metal y la parte exterior está realizada a base de plástico, e igualmente la parte de unión está realizada a base de un material de fundición inyectada que contiene plástico. La parte de unión puede estar formada especialmente a base de un material más duro y/o más resistente al giro 10 que un material de la parte exterior, lo que hace posible una unión más estable entre las dos partes adyacentes. La parte de unión encaja preferiblemente en la parte de inserción y/o en la parte exterior con unas estructuras de dentado que impiden una extracción en la dirección de rotación y/o en dirección paralela al eje y/o en dirección radial, lo que provoca una buena resistencia a la rotación y/o una buena resistencia al desplazamiento paralelo al eje y/o una buena resistencia al desplazamiento radial de la parte de inserción y la parte exterior una con relación a otra. 15 Según la invención, se proporciona un procedimiento para fabricar especialmente una rueda dentada de esta clase, en el que se unen una parte exterior y una parte de inserción con una parte de unión para establecer un acoplamiento por conjunción de forma, fundiéndose al menos una parte de unión de esta clase entre la parte exterior y la parte de inserción. La parte de unión se funde según la invención con un bebedero de sombrilla entre la parte exterior y la parte de 20 inserción. Esto hace posible que se eviten zonas de transición entre masas de plástico hechas fluir conjuntamente, en el procedimiento de fundición inyectada usual, en la dirección de rotación y/o en dirección radial. Se incrementa así la resistencia especialmente en la dirección de rotación y en dirección radial. Antes de la operación de fundición se proporciona preferiblemente la parte exterior ya formada con dientes exteriores y se proporciona la parte de inserción ya formada con estructuras de dentado exteriores. 25 La parte de unión se funde según la invención desde una dirección paralela al eje como bebedero de sombrilla entre la parte exterior y la parte de inserción. A continuación, se corta y separa de manera sencilla el bebedero lateral. La parte de unión se funde preferiblemente bajo una presión que tensa a la parte exterior hacia fuera, con lo que esta parte exterior, después del enfriamiento del material de fundición, está sometida a una tensión ajustable en la medida deseada y especialmente está exenta de tensiones....
Reivindicaciones:
1. Procedimiento para fabricar una rueda dentada (1) en el que se unen una parte exterior (2) y una parte de inserción (3) con una parte de unión (4) por medio de un acoplamiento de conjunción de forma, fundiéndose la parte de unión (4) entre la parte exterior (2) y la parte de inserción (3), caracterizado porque se funde la parte de unión (4) entre la parte exterior (2) y la parte de inserción (3) con un bebedero de sombrilla (46) desde una dirección (X) paralela al eje y a 5 continuación se retira el bebedero de sombrilla lateral (46) formado de esta manera. 2. Procedimiento según la reivindicación 1, en el que, antes de la fundición, se proporciona la parte exterior (2) formada con dientes exteriores. 3. Procedimiento según cualquiera de las reivindicaciones 1 ó 2, en el que, antes de la fundición, se proporciona la parte de inserción (3) formada con estructuras de dentado exteriores (42, 43). 10 4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, en el que se funde la parte de unión (4) bajo una presión que tensa la parte exterior (2) hacia fuera. 5. Procedimiento según cualquiera de las reivindicaciones 1 a 4, en el que se funde la parte de unión (4) a base de un plástico reforzado.
Patentes similares o relacionadas:
Procedimiento para producir un volante de inercia, del 5 de Junio de 2019, de Mühlhoff Umformtechnik GmbH: Procedimiento para producir un volante de inercia proporcionado para un sistema de arranque de un vehículo a motor, en el cual una placa de chapa de amortiguación […]
Módulo de piñón de engrase, piñón de engrase y procedimiento para la fabricación de un módulo de piñón de engrase, del 20 de Noviembre de 2018, de SKF Lubrication Systems Germany GmbH: Módulo de piñón de engrase , especialmente para un lubricador, para la aplicación de un lubricante a un elemento a lubricar, especialmente una […]
Rueda dentada de varios componentes, del 25 de Octubre de 2017, de IMS Gear SE & Co. KGaA: Rueda dentada de varios componentes con las características siguientes: - una parte exterior con corona dentada , - una […]
 Núcleo metálico para soldadura de resina, elemento compuesto y procedimiento de fabricación del mismo, del 24 de Febrero de 2016, de NETUREN CO., LTD.: Un núcleo metálico introducido en un orificio de fijación de un elemento periférico exterior de resina y sometido a calentamiento por inducción para […]
Núcleo metálico para soldadura de resina, elemento compuesto y procedimiento de fabricación del mismo, del 24 de Febrero de 2016, de NETUREN CO., LTD.: Un núcleo metálico introducido en un orificio de fijación de un elemento periférico exterior de resina y sometido a calentamiento por inducción para […]
 Compuesto sinterizado de rueda dentada y procedimiento para su fabricación, del 30 de Septiembre de 2015, de SCHWÄBISCHE HÜTTENWERKE AUTOMOTIVE GMBH: Procedimiento para la fabricación según la metalurgia del polvo de un cuerpo de rotación, en el que
a) se prensa un primer cuerpo de partida de polvo metálico,
b) […]
Compuesto sinterizado de rueda dentada y procedimiento para su fabricación, del 30 de Septiembre de 2015, de SCHWÄBISCHE HÜTTENWERKE AUTOMOTIVE GMBH: Procedimiento para la fabricación según la metalurgia del polvo de un cuerpo de rotación, en el que
a) se prensa un primer cuerpo de partida de polvo metálico,
b) […]
Composición de resina de poliamida que contiene fibra de vidrio, del 11 de Junio de 2014, de UBE INDUSTRIES, LTD.: Una composición de resina de poliamida que comprende una poliamida 66 con un peso molecular medio numérico de 23.000 a 50.000 en una cantidad […]
 Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
 Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]
Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]