PLACAS CALENTADORAS DE MÚLTIPLES ETAPAS PARA SELLAR Y CONTRAER UNA ENVOLTURA.
Una placa calentadora (36) para empaquetar que comprende: una primera etapa (54) que comprende una superficie plana para hacer contacto con la envuelta (13) que está plegada alrededor de paquetes (12) para precalentar la envuelta (13) a lo largo de bordes plegados;
una segunda etapa (56) que comprende primeras zonas hundidas y primeras zonas no hundidas, en la que las primeras zonas no hundidas comprenden cuatro superficies (57) para hacer contacto con las envueltas (13) de dos paquetes (12) en puntos donde la mayor parte de las envueltas (13) están plegadas sobre sí mismas para adherir las envueltas (13); una tercera etapa (60) que comprende segundas zonas hundidas y segundas zonas no hundidas, en la que las segundas zonas no hundidas comprenden dos superficies con forma de H (61) contiguas para hacer contacto con las envueltas de dos paquetes (12) a lo largo de bordes plegados de las envueltas (13) para sellar las envueltas (13); y una cuarta etapa con forma rectangular (62) que comprende terceras zonas hundidas (50, 65) y terceras zonas no hundidas (63), en la que las terceras zonas no hundidas comprenden cuatro superficies con forma trapezoidal para hacer contacto con las envueltas (13) de dos paquetes (12) a lo largo de bordes plegados de las envueltas (13) para hacer que se contraigan las envueltas (13)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2005/004011.
Solicitante: PHILIP MORRIS PRODUCTS S.A..
Nacionalidad solicitante: Suiza.
Dirección: QUAI JEANRENAUD 3 2000 NEUCHATEL SUIZA.
Inventor/es: WILDER, DUANE C., RECH,WILLIAM,J.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Diciembre de 2005.
Fecha Concesión Europea: 21 de Julio de 2010.
Clasificación Internacional de Patentes:
- B29C65/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › con una herramienta caliente.
- B65B51/14 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › por elementos oscilantes o de movimiento alternativo.
- B65B53/02 B65B […] › B65B 53/00 Contracción de las envolturas, de los receptáculos, de las cubiertas de los receptáculos o de elementos destinados a fijar las cubiertas de los receptáculos, durante o después del embalado. › por el calor.
Clasificación PCT:
- B29C65/18 B29C 65/00 […] › con una herramienta caliente.
- B65B19/22 B65B […] › B65B 19/00 Embalaje de objetos tubulares o en forma de vara, susceptibles de ser dañados por fricción o presión, p. ej. cigarrillos, puros, macarrones, spaguettis, pajas para beber o electrodos de soldadura. › Envolvimiento de cigarrillos; Embalaje de cigarrillos en receptáculos formados por plegado del material de embalaje alrededor de gálibos.
- B65B51/14 B65B 51/00 […] › por elementos oscilantes o de movimiento alternativo.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
Antecedentes del invento
El invento descrito se refiere a un método y a un aparato para fabricar paquetes sellados con una envuelta. En la técnica de empaquetamiento resulta convencional, particularmente en la técnica de empaquetar cigarrillos, envolver el paquete final con una película de envuelta contraíble para mantener su frescura y para que sirva como un sello antimanipulación. Se aplica calor para hacer que se contraiga la película que envuelve el paquete de cigarrillos.
Los paquetes convencionales, tales como los usados para cigarrillos, comprenden un recipiente o cajetilla exterior que consiste en papel en el caso de cajetillas “blandas”, o en una caja de cartón en el caso de cajetillas “duras”. La cajetilla es sellada a continuación cubriéndola con un material sustancialmente hermético al aire, cuyos bordes sobrepuestos son pegados o sellados entre sí mediante calor. Existe una necesidad y un deseo en la técnica de un paquete envuelto con sellos plegados en los extremos, no soldados, mejorados y con una hermeticidad total de la película.
La patente americana 4.887.408 concedida a Mattei et al enseña un método convencional para sellar los extremos de la envuelta de un producto. El paquete es cargado en un tambor con la envuelta cubriendo tres lados del paquete con una forma de U. Unos calentadores hacen contacto con los paquetes por el lado encarado hacia fuera del tambor. Los calentadores sueldan los dos lados del material de envuelta entre sí para sellar los lados del paquete en una forma de vaina. Los extremos del material de la envuelta son plegados para envolver los paquetes. Los paquetes son conducidos a continuación a través de tres estaciones de calentamiento para sellar los extremos superior y de fondo de los paquetes fundiendo el material de envuelta plegado sobre sí mismo.
La patente americana 4.330.977 concedida a Focke enseña también a usar elementos de calentamiento para sellar paquetes. Unos elementos de calentamiento separados permiten también que se usen temperaturas de sellado diferentes.
La patente Americana 5.477.661 concedida a Draghetti enseña a cargar cajetillas de cigarrillos en un tambor y calentar a una temperatura baja durante un tiempo prolongado para sellar paquetes.
El documento EP-A-1 103 465 describe un proceso para producir cajetillas hechas de cartón delgado con una envuelta exterior hecha de película contraíble para envolver en la que unas solapas para plegar de la envuelta exterior son conectadas entre sí mediante calor sobre toda la zona superficial. Antes de la operación de sellado a toda la zona superficial, las solapas para plegar son conectadas entre sí mediante un sellado adherente con zonas superficiales de sellado pequeñas, limitadas. Las cajetillas con la envuelta exterior terminada y sellada son sometidas a continuación a un tratamiento de contracción de la envuelta.
El documento US-A-3.166.462 describe métodos y aparatos para soldar y calentar y sellar por calentamiento los pliegues de extremo de una cubierta de envuelta termoplástica. La cubierta es conducida a una primera zona de calentamiento en la que se aplica calor a las partes con los pliegues de la envuelta para iniciar la soldadura de los pliegues. A continuación, la envuelta es conducida a una segunda zona de calentamiento en la que se aplica presión a los laminados de la envuelta con transferencia simultánea de calor adicional a los laminados para completar la soldadura.
Resulta convencional usar bloques para calentar con una pauta con forma de “H” (tal como la usada por G.D. Società per Azioni) y con una pauta rectangular (tal como la usada por Focke & Co.) para sellar. En estos dos diseños, el operador debe reducir la temperatura para evitar que se fundan los pliegues individuales que no puedan soportar las temperaturas elevadas y los períodos relativamente prolongados necesarios para calentar los múltiples pliegues. Las zonas en las que los pliegues tienen un espesor de cinco capas sufren por tanto un calentamiento insuficiente.
Además de tener una envuelta que está insuficientemente sellada o, por otra parte, soldada, el producto acabado convencional tiene arrugas 80 como se muestra en la Figura 11.
Se ha descubierto por tanto, que los aparatos y métodos corrientes son incapaces de producir paquetes sin arrugas, uniformes, con un sellado de pliegues de extremo fiable.
Es por tanto un objetivo del invento proporcionar un método y un aparato para fabricar una envuelta que mejore el sellado de los pliegues de extremo y mejore la apariencia conjunta de la envuelta. No obstante, otro objetivo del invento es manipular el suministro de calor a la envuelta de polímero para aumentar la contracción, evitando sin embargo la fusión. Es también un objetivo del invento mejorar el suministro de calor usando múltiples controladores separados. El calentador de múltiples etapas de acuerdo con el invento presente consigue esos objetivos.
Sumario del invento
De acuerdo con el invento presente, se proporciona una placa calentadora para empaquetar que comprende: una primera etapa que comprende una superficie plana para hacer contacto con una envuelta que está plegada alrededor de paquetes para precalentar la envuelta a lo largo de bordes plegados; una segunda etapa que comprende primeras zonas hundidas y primeras zonas no hundidas, en las que las primeras zonas no hundidas comprenden cuatro superficies para hacer contacto con las envueltas de dos paquetes en puntos donde la mayor parte de las envueltas están plegadas sobre sí mismas para que se adhieran las envueltas; una tercera etapa que comprende segundas zonas hundidas y segundas zonas no hundidas, en la que las segundas zonas no hundidas comprenden dos superficies con forma de H contiguas para hacer contacto con las envueltas de dos paquetes a lo largo de bordes plegados de las envueltas para sellar las envueltas; y una cuarta etapa con forma rectangular que comprende terceras zonas hundidas y terceras zonas no hundidas en la que las terceras zonas no hundidas comprenden cuatro superficies con forma trapezoidal para hacer contacto con las envueltas de dos paquetes a lo largo de bordes plegados de las envueltas para hacer que se contraigan las envueltas.
Un paquete que ha sido envuelto con una película es sellado usando un calentador de múltiples etapas. El calentador del invento presente desdobla el sellado en varias etapas para proporcionar un calor más uniforme a la envuelta del paquete, particularmente una envuelta contraíble, mientras que evita la fusión.
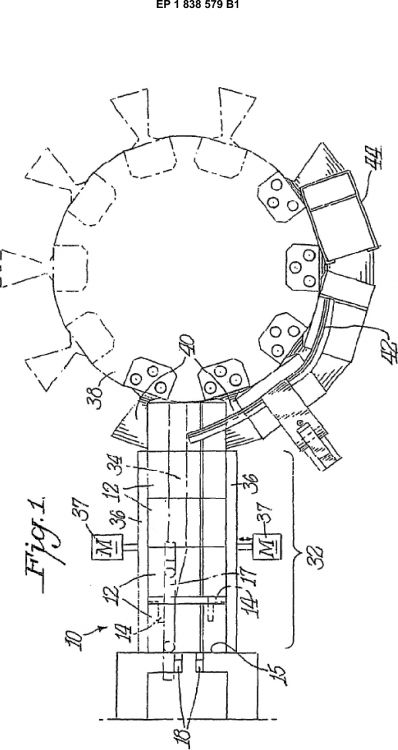
De acuerdo con el invento, se proporciona también un aparato para calentar para ser usado en el empaquetamiento de cigarrillos que comprende: una zona de calentamiento que comprende una placa calentadora de múltiples etapas de acuerdo con el invento; un primer dispositivo de vaivén que hace avanzar linealmente un conjunto de paquetes de cigarrillos a través de la zona de calentamiento y a lo largo de múltiples etapas de la placa calentadora de múltiples etapas; y un segundo dispositivo de vaivén que mueve hacia dentro la placa calentadora de múltiples etapas para que haga contacto con el conjunto de paquetes de cigarrillos y hacia fuera para permitir que el conjunto de paquetes de cigarrillos sea movido a través de la zona de calentamiento.
De acuerdo con el invento, se proporciona además un método para sellar y contraer un material de envuelta alrededor de paquetes que comprende: que el material de envuelta haga contacto con una primera etapa de calentamiento para precalentar el material de envuelta a lo largo de bordes plegados; que el material de envuelta haga contacto con una segunda etapa de calentamiento para adherir el material de envuelta; que el material de envuelta haga contacto con una tercera etapa de calentamiento para sellar el material de envuelta alrededor de los paquetes; y que el material de envuelta haga contacto con una cuarta etapa de calentamiento para hacer que se contraiga el material de envuelta, en el que las cuatro etapas de calentamiento están en una placa calentadora.
Las personas expertas en la materia apreciarán las ventajas anteriormente descritas y otras ventajas y beneficios de varias realizaciones del invento al leer la descripción detallada siguiente de las realizaciones con referencia a los dibujos que se especifican a continuación.
Descripción breve de los dibujos
Nuevas características y ventajas del invento presente además de las descritas anteriormente se...
Reivindicaciones:
1. Una placa calentadora (36) para empaquetar que comprende: una primera etapa (54) que comprende una superficie plana para hacer contacto con la envuelta (13) que está plegada alrededor de paquetes
(12) para precalentar la envuelta (13) a lo largo de bordes plegados; una segunda etapa (56) que comprende primeras zonas hundidas y primeras zonas no hundidas, en la que las primeras zonas no hundidas comprenden cuatro superficies (57) para hacer contacto con las envueltas (13) de dos paquetes (12) en puntos donde la mayor parte de las envueltas (13) están plegadas sobre sí mismas para adherir las envueltas (13); una tercera etapa (60) que comprende segundas zonas hundidas y segundas zonas no hundidas, en la que las segundas zonas no hundidas comprenden dos superficies con forma de H (61) contiguas para hacer contacto con las envueltas de dos paquetes (12) a lo largo de bordes plegados de las envueltas (13) para sellar las envueltas (13); y una cuarta etapa con forma rectangular (62) que comprende terceras zonas hundidas (50, 65) y terceras zonas no hundidas (63), en la que las terceras zonas no hundidas comprenden cuatro superficies con forma trapezoidal para hacer contacto con las envueltas (13) de dos paquetes (12) a lo largo de bordes plegados de las envueltas (13) para hacer que se contraigan las envueltas (13).
2. Una placa calentadora (36) de acuerdo con la reivindicación 1, en la que se suministra calor a la placa calentadora (36) usando múltiples dispositivos para calentar (70) independientes.
3. Una placa calentadora (36) de acuerdo con la reivindicación 2, en la que se suministra calor a la placa calentadora (36) mediante dos dispositivos para calentar (70) independientes.
4. Una placa calentadora (36) de acuerdo con la reivindicación 3, en la que los dispositivos para calentar (70) son mantenidos a una temperatura de entre unos 140 ºC y 170 ºC.
5. Una placa calentadora (36) de acuerdo con la reivindicación 1, en la que las terceras zonas hundidas (50, 65) de la cuarta etapa con forma rectangular
(62) tienen una primera porción hundida (50) y una segunda porción
hundida (65), en la que la segunda porción hundida (65) está más hundida que la primera porción hundida (50) y, en la que la segunda porción hundida
(65) tiene forma rectangular.
6. Una placa calentadora (36) de acuerdo con la reivindicación 1, en la que la segunda etapa (56) activa adhesivo a lo largo de los bordes de las envueltas (13).
7. Una placa calentadora (36) de acuerdo con la reivindicación 1, en la que en la primera etapa (54), las primeras zonas no hundidas, las segundas zonas no hundidas, y las terceras zonas no hundidas (50, 65) se encuentran todas en el mismo plano.
8. Un aparato para calentar para ser usado en el empaquetamiento de
cigarrillos que comprende: una zona de calentamiento (32) que comprende una placa para calentar de múltiples etapas (36) de acuerdo con cualquiera de las reivindicaciones 1 a 7; un primer dispositivo de vaivén (14) que hace avanzar linealmente un conjunto de cajetillas de cigarrillos (12) a través de la zona de calentamiento (32) y a lo largo de las múltiples etapas de la placa calentadora de múltiples etapas (36); y un segundo dispositivo de vaivén (37) que mueve hacia dentro la placa calentadora de múltiples etapas (36) para que haga contacto con el conjunto de cajetillas de cigarrillos (12) y hacia fuera para permitir que el conjunto de cajetillas de cigarrillos (12) sea movido a través de la zona de calentamiento (32).
9. Un aparato para calentar de acuerdo con la reivindicación 8, en el que el conjunto de cajetillas de cigarrillos (12) hace contacto con múltiples zonas de la placa calentadora de múltiples etapas (36) cuando el conjunto de cajetillas de cigarrillos (12) es hecho avanzar linealmente a través de la zona de calentamiento (32).
10. Un aparato para calentar de acuerdo con la reivindicación 8, que comprende además un paso de carga (15) a través del que son hechos avanzar conjuntos de cajetillas de cigarrillos (12) dentro de la zona de calentamiento (32).
11. Un método para sellar y hacer que se contraiga un material de envuelta (13) alrededor de paquetes (12) que comprende:
que haga contacto el material de envuelta (13) con una primera etapa de calentamiento (54) para precalentar el material de envuelta (13) a lo largo de bordes plegados; que haga contacto el material de envuelta (13) con una segunda etapa de calentamiento (56) para adherir el material de envuelta (13); que haga contacto el material de envuelta (13) con una tercera etapa de calentamiento (60) para sellar el material de envuelta (13) alrededor de los paquetes (12); y que haga contacto el material de envuelta (13) con una cuarta etapa de calentamiento (62) para hacer que se contraiga el material de envuelta (13), en el que las cuatro etapas de calentamiento (54, 56, 60, 62) son una placa calentadora (36).
Patentes similares o relacionadas:
Barra de sellado y procedimiento para usar la misma, del 22 de Julio de 2020, de Dow Global Technologies LLC: Una barra de sellado que comprende: un miembro de base que tiene una superficie frontal plana y una superficie plana rebajada una distancia (d) […]
Aparato creador de bolsas, del 1 de Julio de 2020, de KHS GMBH: Un aparato creador de bolsas que comprende: - un par de barras de sellado opuestas dispuestas en lados opuestos de un plano de formación; - un par de brazos […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]
Método de fijación de un elemento hueco a un componente que comprende un material compuesto, del 1 de Abril de 2020, de PROFIL VERBINDUNGSTECHNIK GMBH & CO. KG: Procedimiento para fijar un elemento hueco , tal como un remache hueco o un elemento de tuerca para su fijación a un componente que consiste en un material […]
Aparatos y procedimientos de sellado, del 25 de Marzo de 2020, de Bosch Packaging Technology, Inc: Un aparato de sellado para sellar una película de embalaje en movimiento, que comprende: un primer servo y un segundo servo ; una primera barra […]
Procedimiento para la producción de un laminado elástico, del 12 de Febrero de 2020, de PANTEX INTERNATIONAL S.P.A: Procedimiento para la producción de un laminado elástico, que comprende las etapas siguientes en una misma línea de producción: - coextruir una primera […]
Dispositivo para soldadura longitudinal de láminas de plástico, del 15 de Enero de 2020, de LEMO MASCHINENBAU GMBH: Dispositivo para soldadura longitudinal de láminas de plástico termoplásticos, con - un elemento calefactor calefactable, a través de cuya superficie de contacto […]