Placa soporte con recubrimiento decorativo (DPL) con borde de plegado y procedimiento para la fabricación de la placa soporte recubierta.
Procedimiento para la fabricación de placas de soporte recubiertas directamente con papeles decorativos,
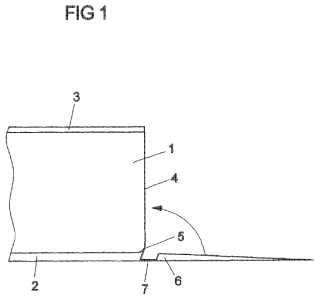
con aristas de plegado conformables en caliente, donde después de recubrir la placa de soporte (1) y para conseguir radios de plegado de 1, 5 a 6 mm, ésta se rebaja mediante fresado desde el borde inferior por lo menos en la anchura del lado estrecho (4) de la placa de soporte (1) hasta aproximadamente el espesor del recubrimiento superior (2), se fresa en la pestaña (6) obtenido de este modo cerca de la arista de plegado (5) una ranura (7) desde la cara inferior a lo largo de la arista de plegado (5), a continuación la pestaña (6) preparado de este modo se encola, se calienta y se pliega alrededor de la arista de plegado (5) ejerciendo presión, empleando para rellenar la ranura (7) en la zona del radio entre el recubrimiento (2) y la placa de soporte (1) y para el encolado de la placa de soporte (1) en la zona de la arista de plegado (5) un adhesivo de fusión de poliamida, y para la parte restante de la pestaña (6) un adhesivo EVA y/o un adhesivo PUR.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09164768.
Solicitante: FLOORING TECHNOLOGIES LTD..
Nacionalidad solicitante: Malta.
Dirección: Portico Building Marina Street Pieta PTA 9044 MALTA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C63/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 63/00 Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00). › por doblado, enrollado, curvado u operaciones similares.
PDF original: ES-2377438_T3.pdf
Fragmento de la descripción:
Placa soporte con recubrimiento decorativo (DPL) con borde de plegado y procedimiento para la fabricación de la placa soporte recubierta.
La invención se refiere a placas de soporte con recubrimiento directo de papel decorativo (direct pressure laminate, DPL) a base de materiales de madera con bordes de conformado que se pueden conformar en caliente con radios de curvatura reducidos, así como a un procedimiento para la fabricación de tales tableros de material de madera recubiertos.
Los tableros de materiales de madera con bordes conformados ya son conocidos.
En el documento US 2006/0179773 A1 se describen placas de piso que presentan bordes redondeados, que se fabrican comprimiendo la zona del núcleo de la placa del piso compuesta por tableros de fibra de madera.
Por el estado de la técnica se conocen tableros de material de madera con recubrimiento directo con los bordes usuales de conformado. Para ello se recubren los tableros de materiales de madera como placas de soporte por la cara superior con papeles impregnados de aminoplásticos, mediante un procedimiento DPL de ciclo corto. Por la cara inferior se prevén eventualmente capas de equilibrado. En las presiones y temperaturas aplicadas en el procedimiento de ciclo corto DPL las resinas se reticulan en los papeles impregnados. El recubrimiento puede consistir en varios papeles, siendo la capa más exterior preferentemente de un papel que no tenga añadidos pigmentos, y que forme una capa de superficie resistente a los arañazos y de alto brillo. También existe la posibilidad de que el papel impreso esté protegido únicamente con una capa de resina melamina. La capa de papel situada debajo está teñida en la masa con cualquier color o está dotada de un estampado multicolor. En otra realización se puede renunciar a la primera capa, en cuyo caso la capa decorativa asume los cometidos de la capa superior usual, mediante los aditivos correspondientes. Debajo de los papeles decorativos pueden estar previstos adicionalmente unos papeles de barrera embebidos en resina.
En el procedimiento postforming se mecaniza ahora a continuación en la arista entre un lado estrecho y por lo menos una cara de cubierta de la placa de soporte, es decir después de recubrir y prensar, el recubrimiento que todavía no está totalmente reticulado, de tal modo que forme un radio. Para ello se mecaniza con arranque de viruta la placa de soporte desde la cara inferior en el sentido del recubrimiento en la arista que da a la cara estrecha mediante herramientas en pasada continua, arrancando tal cantidad de material que quede sobresaliendo el recubrimiento y una parte delgada de la placa soporte, y al mismo tiempo la placa soporte obtenga en esta zona la forma de arista redondeada que se desea. Por el documento EP 1 880 838 A1 se conoce por ejemplo el procedimiento de rebajar esquinas o aristas de tableros, arrancando al mismo tiempo una zona de un material de recubrimiento. Después del encolado se calienta lo que sobresale, se pliega alrededor del radio de la placa de soporte y se comprime durante un breve tiempo contra el borde hasta que el adhesivo termoplástico haya enfriado lo suficiente. Como adhesivos se emplean adhesivos PUR, EVA, de poliamida, poliolefinos o TPU.
La posibilidad de realizar la deformación posterior del recubrimiento se consigue porque el recubrimiento alcanza un grado definido de reticulación que permite el plegado posterior, porque los papeles de barrera empleados tienen propiedades termoplásticas y porque el sobresaliente de la capa de cubierta incluida la capa de material de madera restante tiene un espesor de 0, 4 a 0, 5 mm.
Con las placas de soporte DPL de materiales de madera y aristas de postforming se pueden conformar éstas para formar aristas redondeadas, tal como se requiere a menudo en elementos de construcción de muebles y paneles, efectuando un conformado en caliente pero sólo con radios de curvatura de 6 mm y mayores. Estas aristas redondeadas relativamente grandes se consideran un inconveniente. Además de esto, al adosar dos placas de soporte recubiertas con los bordes correspondientemente redondeados dan lugar a unas juntas vistas muy grandes. Estas juntas vistas grandes resultan ópticamente molestas y son además captadoras de suciedad y reducen la superficie de uso plana activa.
La invención tiene como objetivo crear en tableros de material de madera recubiertos por el procedimiento DPL con aristas de postforming, las aristas redondeadas con radios de curvatura de 1, 5 a 6 mm, sin detrimento para la aptitud funcional y calidad en la zona de curvado y manteniendo el alto brillo y la resistencia a los rasguños.
De acuerdo con la invención se resuelve este objetivo en los tableros de material de madera recubiertos por el procedimiento DPL por el procedimiento según la reivindicación 1 y la placa soporte según la reivindicación 4.
En el procedimiento conforme a la invención se recubre la placa de soporte mediante el procedimiento postforming con los papeles usuales que están impregnados con resinas de melamina-formaldehído. Al hacerlo se une firmemente el recubrimiento con la cara superior de la placa soporte. Los parámetros relativos a la presión y a la temperatura durante el recubrimiento se controlan de tal modo que se alcance un grado de reticulación definido que permita todavía el conformado posterior del recubrimiento. El tablero recubierto obtenido de este modo se mecaniza ahora en el/los borde (s) de una o de ambas caras estrechas y la cara de cubierta desde la cara inferior mediante herramientas de fresado, rebajándolos en la anchura deseada una cantidad tal que siga existiendo lo que sobresale, designado en lo sucesivo como pestaña, a base de material de recubrimiento y restos de la capa de material de madera. La anchura de la pestaña que sobresale se elige preferentemente de tal modo que sea algo mayor que la cara estrecha de la placa soporte. En la zona de plegado de la pestaña se dota a ésta de acuerdo con la invención de una ranura por la cara inferior a lo largo de la (s) arista (s) de plegado que se trata de realizar. El ranurado se realiza hasta una profundidad tal que con independencia de su espesor en esta zona, la capa de recubrimiento presente un espesor residual de 0, 1 a 0, 4 mm. La configuración de la ranura puede presentar cualquier forma útil. La ranura puede estar realizada por ejemplo con unos bordes exactamente conformados o de media caña con una transición suave en forma de un aplastamiento. La anchura de la ranura se corresponde aproximadamente con la distancia entre los dos puntos extremos de la arista de plegado redondeada de la placa soporte.
Para que la pestaña que sobresale conserve suficiente estabilidad se puede dejar en la anchura restante una capa de material de madera más grueso de la placa soporte.
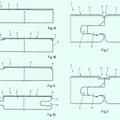
En una realización especial el espesor de la pestaña que sobresale va disminuyendo desde la ranura hacia su extremo. Del mismo modo aumenta la longitud de la placa soporte desde la cara superior hacia la cara inferior. En otra realización especial de la invención se puede renunciar al empleo de papeles de barrera.
La (s) ranura (s) creada (s) de tal modo con el/las pestaña (s) sobresaliente (s) se carga (n) ahora con una cola, preferentemente una cola de fusión de poliamida. El adhesivo de poliamida termoplástico rellena la ranura que se forma con radio o la oquedad entre la placa y la pestaña de recubrimiento.
También la placa de soporte se dota en la zona redondeada de una cola, preferentemente una cola de fusión de poliamida, mientras que el resto de la pestaña que sobresale se dota de un adhesivo por fusión más económico EVA (adhesivo por fusión de etilén-vinilacetato) y/o de un adhesivo por fusión PUR (adhesivo por fusión de poliuretano) . El adhesivo por fusión de poliuretano reactivo que reticula con humedad da lugar a una unión muy firme entre la pestaña y la placa de soporte.
El empleo de diferentes adhesivos permite optimizar el empleo de adhesivo en función de sus propiedades y en particular de los costes. El empleo de un adhesivo de fusión PUR en el radio entraña dificultades en comparación con un adhesivo de poliamida.
En una realización especial las aristas exteriores se pueden dotar de un adhesivo de poliuretano resistente a la humedad.
La pestaña que sobresale preparado de este modo se calienta ahora y se conforma hasta que asiente en la placa de soporte formando una arista redondeada. La presión se mantiene hasta que el adhesivo haya enfriado lo suficiente. La parte de la pestaña que sobresale... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de placas de soporte recubiertas directamente con papeles decorativos, con aristas de plegado conformables en caliente, donde después de recubrir la placa de soporte (1) y para conseguir radios de plegado de 1, 5 a 6 mm, ésta se rebaja mediante fresado desde el borde inferior por lo menos en la anchura del lado estrecho (4) de la placa de soporte (1) hasta aproximadamente el espesor del recubrimiento superior (2) , se fresa en la pestaña (6) obtenido de este modo cerca de la arista de plegado (5) una ranura (7) desde la cara inferior a lo largo de la arista de plegado (5) , a continuación la pestaña (6) preparado de este modo se encola, se calienta y se pliega alrededor de la arista de plegado (5) ejerciendo presión, empleando para rellenar la ranura (7) en la zona del radio entre el recubrimiento (2) y la placa de soporte (1) y para el encolado de la placa de soporte (1) en la zona de la arista de plegado (5) un adhesivo de fusión de poliamida, y para la parte restante de la pestaña (6) un adhesivo EVA y/o un adhesivo PUR.
2. Procedimiento según la reivindicación 1, caracterizado porque el espesor de la capa de recubrimiento es de 0, 1 a 0, 4 mm en la ranura (7) .
3. Procedimiento según por lo menos una de las reivindicaciones 1 a 2, caracterizado porque en el caso de que haya más de una arista de plegado (5) , se fresa el número correspondiente de ranuras paralelas (7) en la pestaña (6) a lo largo de las aristas de plegado (5) .
4. Placa de soporte de materiales de madera recubierta directamente con papeles decorativos, fabricada con una arista de plegado que se puede conformar en caliente, con un procedimiento según por lo menos una de las reivindicaciones 1 a 3, caracterizada por las ranuras (7) fresadas en la cara inferior de la capa recubierta (2) a lo largo de las aristas de plegado (5) que se han de realizar.
5. Placa de soporte recubierta según la reivindicación 4, caracterizada porque la pestaña (6) está conformado en cuña desde la dirección de la cara estrecha (4) de la placa de soporte (1) .
6. Placa de soporte recubierta según la reivindicación 4 y 5, caracterizada porque para formar la arista de plegado (5) se deja en la ranura (7) un espesor residual de la pestaña (6) de 0, 1 a 0, 4 mm, con independencia del grueso de la placa de soporte recubierta (1) .
7. Placa de soporte recubierta según por lo menos una de las reivindicaciones 4 a 6, caracterizada porque la anchura de la ranura (7) se corresponde aproximadamente con la distancia entre los puntos extremos del redondeo de la placa de soporte (1) o de la arista de plegado (5) .
8. Placa de soporte recubierta según por lo menos una de las reivindicaciones 4 a 7, caracterizada porque la longitud de la pestaña (6) se corresponde como mínimo con la anchura de la cara estrecha (4) de la placa soporte (1) .
9. Placa de soporte recubierta según por lo menos una de las reivindicaciones 4 a 8, caracterizada porque la pestaña (6) que se forma al fresar la placa soporte recubierta (1) puede presentar todavía restos de madera en su cara inferior, para estabilizarlo.
10. Placa de soporte recubierta según por lo menos una de las reivindicaciones 4 a 9, caracterizada porque en el lado opuesto de la capa de cubierta (2) está prevista en la placa de soporte una capa de equilibrado (3) .
11. Placa de soporte recubierta según por lo menos una de las reivindicaciones 4 a 10, caracterizada porque la capa de cubierta (2) lleva por lo menos una banda de papel embebida en resinas sintéticas que produce una superficie transparente, resistente a los arañazos y de alto brillo, y lleva por lo menos una banda de papel embebida en resinas sintéticas que produce una superficie monocolor o multicolor.
12. Placa de soporte recubierta según la reivindicación 11, caracterizada porque la capa de cubierta (2) lleva adicionalmente otras bandas de papel embebidas en resinas sintéticas, como capa de barrera.
Patentes similares o relacionadas:
Material de recubrimiento para recubrir superficies irregulares así como procedimiento, del 22 de Julio de 2020, de HOMAG GmbH: Material de recubrimiento, en particular material de recubrimiento de superficies estrechas, para recubrir una superficie irregular de una […]
Dispositivo y procedimiento para plegado, del 3 de Mayo de 2019, de Dr. Stoffel, Kai Konstantin: Un dispositivo para fabricar una pieza de trabajo , de construcción compleja que se compone de al menos dos componentes y una capa decorativa, que […]
Dispositivo y procedimiento para el rebordeo, del 2 de Mayo de 2018, de Dr. Stoffel, Kai Konstantin: Dispositivo para rebordear una capa decorativa flexible saliente en una pieza de trabajo, con - un soporte para recibir y sujetar la pieza de trabajo, - al […]
Aparato y procedimiento para el acoplamiento y/o plegado de borde de paneles con activación de cola caliente, del 29 de Noviembre de 2017, de Persico S.p.A: Aparato para un proceso de acoplamiento y/o plegado de borde en caliente, en el que una capa de revestimiento está fijada sobre una pieza , que comprende […]
Dispositivo y procedimiento para el bordeado de una capa decorativa saliente en una pieza de trabajo, del 29 de Junio de 2016, de Dr. Stoffel, Kai Konstantin: Dispositivo para el bordeado de una capa decorativa saliente en una pieza de trabajo , con - un soporte para recibir y sujetar la pieza de trabajo […]
 Procedimiento para la fabricación de un panel, en particular un panel de suelo, y panel, en particular panel de suelo, del 25 de Enero de 2016, de Fritz Egger GmbH ; Co. OG: Procedimiento para la fabricación de un panel , en particular un panel de suelo,
- presentando el panel una placa de soporte y un revestimiento […]
Procedimiento para la fabricación de un panel, en particular un panel de suelo, y panel, en particular panel de suelo, del 25 de Enero de 2016, de Fritz Egger GmbH ; Co. OG: Procedimiento para la fabricación de un panel , en particular un panel de suelo,
- presentando el panel una placa de soporte y un revestimiento […]
Dispositivo y método para la fabricación de un cuerpo estratificado, del 8 de Julio de 2015, de KATOMOKUZAI KOGYO CO., LTD: Un aparato para la fabricación de un producto estratificado en el que un material decorativo se lamina sobre una superficie y una cara lateral de un material de base […]
Máquina de revestimiento de perfiles, del 25 de Febrero de 2015, de DUSPOHL MASCHINENBAU GMBH: Máquina de revestimiento de perfiles que presenta un recorrido de transporte para el perfil que va a ser revestido y una pluralidad […]