PAPEL DE ALTO CALIBRE.
Rollo de papel crepado que tiene un calibre del rollo de 13 centímetros cúbicos por gramo o más,
una firmeza del rollo de 10 milímetros o menos y una resistencia a la tracción en la dirección transversal de la máquina de 2000 gramos o más por 7,6 cm de anchura, en el que dicho rollo se forma tratando con vapor e inmediatamente después gofrando una lámina de papel crepado (24) y enrollando dicha lámina en dicho rollo
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US1999/007685.
Solicitante: KIMBERLY-CLARK WORLDWIDE, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 401 NORTH LAKE STREET NEENAH, WI 54956 ESTADOS UNIDOS DE AMERICA.
Inventor/es: VEITH, JEROME STEVEN, NEAL,THOMAS,GARRETT,JR, ARCHER,SAMMY,LEE, ZIELINSKI,MARY,MARTHA, DRAHEIM,ERIC,JOHN.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Abril de 1999.
Clasificación Internacional de Patentes:
- B31F1/07 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 1/00 Deformación mecánica sin eliminación de materia, p. ej. en combinación con laminación o estratificación. › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
- B31F1/12B
- D21H25/00B
Clasificación PCT:
- B31F1/07 B31F 1/00 […] › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
- D21H25/00 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21H COMPOSICIONES DE PASTA; SU PREPARACION NO CUBIERTA POR LAS SUBCLASES D21C, D21D; IMPREGNACION O REVESTIMIENTO DEL PAPEL; TRATAMIENTO DEL PAPEL TERMINADO NO CUBIERTO POR LA CLASE B31 O LA SUBCLASE D21G; PAPEL NO PREVISTO EN OTRO LUGAR. › Tratamiento posterior del papel no previsto en los grupos D21H 17/00 - D21H 23/00.
- D21H27/00 D21H […] › Papel especial no previsto en otro lugar, p. ej. obtenido por procedimientos de múltiples etapas.
Clasificación antigua:
- B31F1/07 B31F 1/00 […] › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
- D21H25/00 D21H […] › Tratamiento posterior del papel no previsto en los grupos D21H 17/00 - D21H 23/00.
- D21H27/00 D21H […] › Papel especial no previsto en otro lugar, p. ej. obtenido por procedimientos de múltiples etapas.
Países PCT: Alemania, España, Francia, Reino Unido, Italia.
Fragmento de la descripción:
En la fabricación y producción de toallas de papel enrolladas, tales como toallas de cocina, habitualmente se produce una lámina de base de papel crepado en una máquina de fabricación de papel tisú y se enrolla en un rollo madre. Seguidamente, en las operaciones de conversión, el rollo madre se desenrolla y se gofra para aumentar el calibre de la toalla. Los diseños de los patrones de gofrado pueden variar enormemente, pero a menudo son patrones de gofrado que cubren sustancialmente toda la lámina y pueden denominarse como patrones globales. Sin embargo, un problema habitual asociado con el gofrado de láminas de base de toallas es que, una vez enrolladas en la forma de rollo final del producto, los gofrados de la lámina hacen que el rollo sea algo blando y “flácido”. Este efecto, que puede cuantificarse midiendo la firmeza del rollo, se hace más pronunciado a medida que aumenta el calibre del rollo otorgando gofrados a la lámina de base que tienen mayores dimensiones en la dirección z. Al mismo tiempo, el aumento del calibre de la lámina de base también degrada habitualmente la resistencia de la lámina.
Por lo tanto, existe una necesidad de un medio para producir rollos de toallas de papel crepado y gofrado, que tienen un alto calibre de rollo y un alto grado de firmeza del rollo con una resistencia adecuada.
El documento EP 0428136 da a conocer un método para aumentar el calibre de papel tisú crepado. Los documentos US 4921034 y US 5693404 dan a conocer métodos para gofrar papel en 1 tisú.
Actualmente se ha descubierto que pueden prepararse rollos de toallas de papel crepado para que tengan un alto nivel de calibre, firmeza y resistencia gofrando la lámina de base de papel crepado de manera que conserve un mayor grado de resistencia de la lámina de base durante el proceso de gofrado.
Por lo tanto, en un aspecto, la presente invención se refiere a un método de preparación de una lámina de papel de alto calibre que comprende pulverizar una lámina de papel crepado seca con vapor e inmediatamente después gofrar la lámina tratada con vapor entre rodillos de gofrado de acero emparejados y enrollar la lámina tratada con vapor/gofrada en un rollo. Se ha descubierto que el tratamiento con vapor de la lámina justo antes del gofrado puede aumentar la firmeza del rollo (en comparación con la lámina gofrada no tratada con vapor) aproximadamente un 15% o mayor, más específicamente de aproximadamente el 20 a aproximadamente el 50%, y aún más específicamente de aproximadamente el 20 a aproximadamente el 35%. Como se describirá a continuación, “el aumento” de la firmeza del rollo da como resultado una disminución del valor de firmeza del rollo, que se mide mediante el grado en el que una sonda penetra en el rollo durante los ensayos. Además, el tratamiento con vapor de acuerdo con la presente invención puede aumentar la resistencia de la lámina, según lo medido mediante la resistencia a la tracción en la dirección transversal de la máquina (CD), aproximadamente un 10% o mayor, más específicamente de aproximadamente el 10 a aproximadamente el 30%, y aún más específicamente de aproximadamente el 10 a aproximadamente el 20% (en comparación con la lámina gofrada no tratada con vapor).
En otro aspecto, la presente invención se refiere a un rollo de papel crepado, tal como un rollo de toallas de cocina de acuerdo con la reivindicación 1. El rollo tiene un calibre de rollo de aproximadamente 13 centímetros cúbicos por gramo (cc/g) o más, una firmeza del rollo de 10 milímetros (mm) o menos y una resistencia a la tracción CD de aproximadamente 2000 o más gramos-fuerza por 7,6 cm (3 pulgadas) de anchura de la muestra.
Más específicamente respecto al calibre del rollo, el calibre del rollo puede ser de aproximadamente 15 cc/g o mayor, más específicamente de aproximadamente 16 cc/g o mayor, aún más específicamente de aproximadamente 14 cc/g a aproximadamente 20 cc/g y aún más específicamente de aproximadamente 15 cc/g a aproximadamente 17 cc/g.
Más específicamente respecto a la firmeza del rollo, la firmeza del rollo puede ser de aproximadamente 9 mm o menos, aún más específicamente de aproximadamente 6 a aproximadamente 10 y, de la forma más específica, de aproximadamente 7 a aproximadamente 9.
Más específicamente respecto a la resistencia a la tracción CD, la resistencia a la tracción CD puede ser de aproximadamente 2500 gramos o mayor, más específicamente de aproximadamente 2200 a aproximadamente 3500 gramos y aún más específicamente de aproximadamente 2300 a aproximadamente 3200 gramos.
La figura 1 es un diagrama esquemático del proceso que ilustra un método para preparar las láminas de base de papel crepado adecuadas para fines del método de gofrado de la presente invención.
La figura 2A es un diagrama de flujo esquemático del proceso de los aspectos de tratamiento con vapor y gofrado fuera de línea de la presente invención.
La figura 2B es una representación esquemática de la barra pulverizadora de aplicación de vapor ilustrada en la figura 2A.
La figura 3 es una vista en perspectiva de un rollo de papel tisú o toalla para ilustrar el cálculo del calibre del rollo.
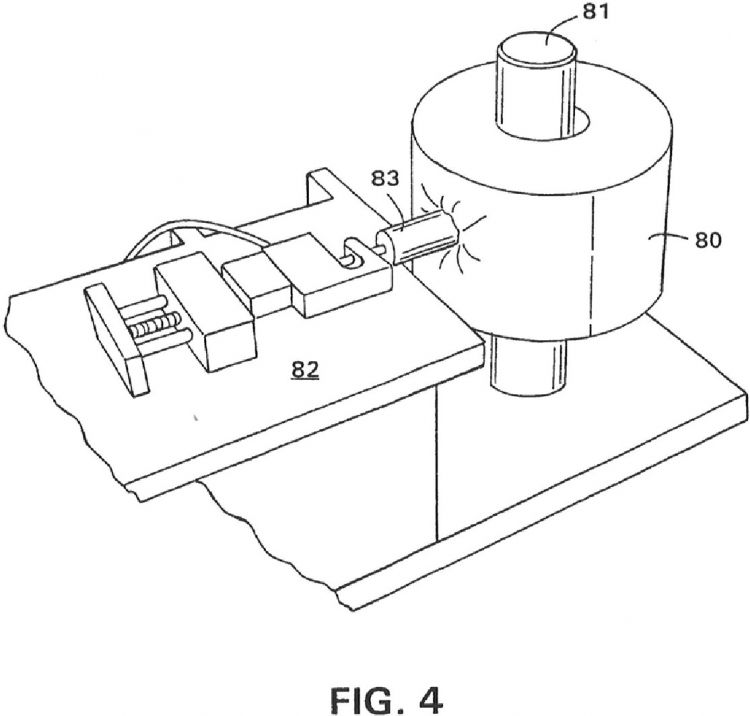
La figura 4 es una ilustración esquemática del aparato utilizado para determinar la firmeza del rollo.
La figura 5 es un gráfico de calibre del rollo y firmeza del rollo para varios productos comerciales de toalla de papel y los ejemplos de productos fabricados de acuerdo con la presente invención.
En referencia a la figura 1, se da a conocer un ejemplo de un método de fabricación de una lámina de base de papel adecuada para el posterior tratamiento con vapor y gofrado. Se muestra un esquema de la realización preferente de la presente invención en la que una caja de alimentación -20- suministra una pasta de papel -21- sobre una tela de formación -22- enrollada alrededor de un rodillo cabecero de vacío -23-. La pasta de papel tiene preferentemente una consistencia de la fibra de aproximadamente el 0,08% a aproximadamente el 0,6% y, más preferentemente, a una consistencia de la fibra de aproximadamente el 0,1% a aproximadamente el 0,5% y, de la forma más preferente, a una consistencia de la fibra de aproximadamente el 0,1% a aproximadamente el 0,2%. Inmediatamente después del rodillo cabecero de vacío -23-, la tela de formación -22- pasa sobre la caja de vacío -26- para deshidratar adicionalmente la banda -24-.
Debe observarse que el tipo de caja de alimentación utilizado no es crítico para la puesta en práctica del método de la presente invención. Puede emplearse cualquier caja de alimentación que suministre una lámina bien formada. Además, aunque las realizaciones descritas en el presente documento y representadas en la figura 1 utilizan un rodillo cabecero de vacío, esto tampoco es crítico para la puesta en práctica del método de la presente invención. El método puede utilizarse con formadores de rodillo cabecero, formadores de doble tela metálica y máquinas de tipo Fourdrinier, así como variaciones de las mismas.
La banda y la tela de formación pasan a continuación a través de una zona de transferencia en la que la banda -24- se transfiere a un fieltro -30-. La transferencia se realiza con un dispositivo de succión (“pickup”) -32-, tal como un rollo de succión de vacío o zapata de transferencia. El fieltro -30- transporta la banda hasta la línea de contacto formada entre un rodillo de prensa de vacío -34- y un Secador Yankee -36- donde el rodillo de prensa de vacío se utiliza para presionar al fieltro contra el Yankee con la banda constreñida entre ambos. La cantidad de presión del rodillo de prensa contra el Yankee puede estar en el intervalo de 200-500 pli (91-227 kg por 2,5 cm lineales). En la línea de contacto, la banda -24- se libera del fieltro -30- y se adhiere al Yankee. Pueden pulverizarse adhesivos de crepado y productos químicos de liberación sobre el Yankee justo antes del rodillo de prensa de vacío para controlar la cantidad de adhesión de la banda al Yankee. Cuando la banda abandona la línea de contacto entre rodillo de prensa de vacío/Yankee, la banda tiene una consistencia de aproximadamente el 30% o mayor, más preferentemente mayor del 35% y de la forma más preferente del 38% al 43%. La banda se seca, como mínimo, parcialmente en el Yankee y se puede ayudar al secado mediante la utilización de un horno campana de alta temperatura de gas -37-. Puede añadirse un pulverizador humidificador en el lado del aire de la banda de tisú,...
Reivindicaciones:
1. Rollo de papel crepado que tiene un calibre del rollo de 13 centímetros cúbicos por gramo o más, una firmeza del rollo de 10 milímetros o menos y una resistencia a la tracción en la dirección transversal de la máquina de 2000 gramos o más por 7,6 cm de anchura, en el que dicho rollo se forma tratando con vapor e inmediatamente después gofrando una lámina de papel crepado (24) y enrollando dicha lámina en dicho rollo.
2. Rollo, según la reivindicación 1, que tiene un calibre del rollo de 15 cc/g o más.
3. Rollo, según la reivindicación 1, que tiene un calibre del rollo de 16 cc/g o más.
4. Rollo, según la reivindicación 1, que tiene un calibre del rollo de 14 a 20 cc/g.
5. Rollo, según la reivindicación 1, que tiene un calibre del rollo de 15 a 17 cc/g.
6. Rollo, según cualquier reivindicación anterior, que tiene una firmeza del rollo de 9 mm o menos.
7. Rollo, según cualquiera de las reivindicaciones 1 a 5, que tiene una firmeza del rollo de 6 a 10 mm.
8. Rollo, según cualquiera de las reivindicaciones 1 a 5, que tiene una firmeza del rollo de 7 a 9 mm.
9. Rollo, según cualquier reivindicación anterior, que tiene una resistencia a la tracción en la dirección transversal de la máquina de 2500 gramos o más.
10. Rollo, según cualquiera de las reivindicaciones 1 a 8, que tiene una resistencia a la tracción en la dirección transversal de la máquina de 2200 a 3500 gramos.
11. Rollo, según cualquiera de las reivindicaciones 1 a 8, que tiene una resistencia a la tracción en la dirección transversal de la máquina de 2300 a 3200 gramos.
12. Método de preparación de una lámina de papel de alto calibre que comprende pulverizar una lámina de papel crepado, seca (24) con vapor, caracterizado por gofrar inmediatamente después la lámina tratada con vapor entre rodillos de gofrado de acero emparejados (61, 62) y enrollar la lámina tratada con vapor/gofrada (68) en un rollo (80).
13. Método, según la reivindicación 12, en el que la firmeza de rollo del rollo (80) aumenta en un 15% con respecto al mismo rollo enrollado con una lámina gofrada que no se haya tratado
con vapor.
14. Método, según la reivindicación 12, en el que la firmeza de rollo del rollo (80) aumenta de un 20 a un 50% con respecto al mismo rollo enrollado con una lámina gofrada que no se haya tratado con vapor.
15. Método, según la reivindicación 12, en el que la firmeza de rollo del rollo (80) aumenta de un 20 a un 35% con respecto al mismo rollo enrollado con una lámina gofrada que no se haya tratado con vapor.
16. Método, según cualquiera de las reivindicaciones 12 a 15, en el que la resistencia a la tracción en la dirección transversal de la máquina de la lámina enrollada en un rollo (80) aumenta un 10% o más con respecto al mismo rollo enrollado con una lámina gofrada que no se haya tratado con vapor.
17. Método, según cualquiera de las reivindicaciones 12 a 15, en el que la resistencia a la tracción en la dirección transversal de la máquina de la lámina enrollada en un rollo (80) aumenta de un 10 a un 30% con respecto al mismo rollo enrollado con una lámina gofrada que no se haya tratado con vapor.
18. Método, según cualquiera de las reivindicaciones 12 a 15, en el que la resistencia a la tracción en la dirección transversal de la máquina de la lámina enrollada en un rollo (80) aumenta de un 10 a un 20% con respecto al mismo rollo enrollado con una lámina gofrada que no se haya tratado con vapor.
Patentes similares o relacionadas:
Cartucho para rodillos de gofrado y dispositivo de gofrado que comprende el cartucho, del 22 de Abril de 2020, de FABIO PERINI S.P.A.: Cartucho para unos rodillos de gofrado (R; 251-257), que comprende: - una pluralidad de asientos de soporte (249; 249A-249E) para rodillos de […]
Máquina de troquelado con dispositivo de alineación, del 22 de Abril de 2020, de Masterwork Group Co., Ltd: Máquina de troquelado y/o gofrado de lecho plano con una estación de troquelado y/o gofrado que presenta una mesa superior y una mesa […]
 Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Máquina transformadora y método para fabricar papel de limpieza que tiene un gofrado decorativo por ambos lados, del 22 de Enero de 2020, de Hayata Kimya Sanayi Anonim Sirketi: Una máquina transformadora para producir un papel de limpieza que comprende una capa inferior externa , una capa superior externa y […]
Procedimiento y dispositivo con módulos y equipos seccionadores para sustratos en forma de pliego, del 4 de Septiembre de 2019, de KOENIG & BAUER AG: Dispositivo para el tratamiento de sustratos que comprende un alimentador y uno o varios primeros módulos de base , que presentan, […]
Hoja de tela absorbente crepada con gramaje local variable, del 10 de Julio de 2019, de GPCP IP Holdings LLC: Un procedimiento para fabricar una hoja celulósica de tela absorbente crepada, comprendiendo el procedimiento: (A) deshidratar en forma […]
Aparato y método para indicar la profundidad de una línea de doblado en un material, del 19 de Junio de 2019, de ELOPAK SYSTEMS AG: Un aparato para comprobar la profundidad de una línea de doblado en un material, comprendiendo el aparato un dispositivo de formación de línea de doblado […]
Procedimiento de fabricación de grabado en relieve sincronizado, del 18 de Junio de 2019, de FLOORING TECHNOLOGIES LTD.: Un procedimiento de fabricación de un producto , que comprende: ubicar una hoja empapada con resina que tiene un motivo decorativo sobre una placa […]