MOLDE DE CURADO DE NEUMÁTICOS.
Un molde de curado (1) para un neumático (2); el molde de curado (1) tiene forma de un cilindro hueco,
e incluye: dos paredes laterales paralelas opuestas (3) que definen las paredes base del molde de curado (1) y que tienen respectivas superficies interiores de retención (4) que contactan un neumático (2) alojado dentro del molde de curado (1); y un número de sectores laterales (5) dispuestos sucesivamente para definir la pared lateral cilíndrica del molde de curado (1), y radialmente móviles a y de las dos paredes laterales (3); el molde de curado (1) se caracteriza porque cada pared lateral (3) incluye: al menos un asiento (7) formado a través de la superficie interior de retención (4), en el borde exterior de la superficie interior de retención (4); un elemento móvil (8) alojado dentro del asiento (7) y móvil entre una posición extraída, en la que el elemento móvil (8) sobresale al menos parcialmente del asiento (7), y una posición retirada, en la que el elemento móvil (8) está alojado completamente dentro del asiento (7); y medios de empuje para expulsar el elemento móvil (8) del asiento (7) a la posición extraída con una fuerza dada
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/057479.
Solicitante: BRIDGESTONE CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 10-1, KYOBASHI 1-CHOME CHUO-KU TOKYO 104-8340 JAPON.
Inventor/es: DIPILATO,ROBERTO.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Julio de 2007.
Fecha Concesión Europea: 29 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B29D30/06B4B
- B29D30/06B9
Clasificación PCT:
- B29C35/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 35/00 Calentamiento, enfriamiento o endurecimiento, p. ej. reticulación, vulcanización; Aparatos a este efecto (moldes con medios de calentamiento o de enfriamiento incorporados B29C 33/02; dispositivos para el endurecimiento de prótesis dentales de materia plástica A61C 13/14; antes del moldeo B29B 13/00). › Calentamiento o endurecimiento, p. ej. reticulación o vulcanización (vulcanización en frío B29C 35/18).
- B29D30/06 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 30/00 Fabricación de neumáticos, cubiertas o de sus partes constitutivas (fabricación de cámaras de aire B29D 23/24; unión de válvulas a cuerpos elásticos inflables B60C 29/00). › Neumáticos o sus partes constitutivas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
CAMPO TÉCNICO La presente invención se refiere a un molde de curado de neumático.
ANTECEDENTES DE LA INVENCIÓN
Un molde de curado de neumático tiene forma de un cilindro hueco, e incluye dos paredes laterales opuestas, paralelas, planas circulares que definen las paredes base del molde; y un número de sectores laterales dispuestos sucesivamente para formar la pared lateral cilíndrica del molde.
Para insertar un neumático verde dentro del molde y sacar el neumático curado del molde, los sectores laterales son móviles radialmente a y de una posición enganchada que contacta las paredes laterales, y normalmente son empujados radialmente hacia las paredes laterales por un sistema de superficies inclinadas activado por una prensa. Se adopta esta solución porque permite agarrar los sectores laterales contra las paredes laterales con fuerza considerable correspondiente a una presión de 25-30 bares necesaria para contrarrestar la presión (normalmente al menos 20 bares) generada dentro del molde durante la operación de curado.
Un ejemplo de un molde de curado de neumático del tipo anterior se describe en la Solicitud de Patente WO2004009337A1.
A causa de las inevitables tolerancias que tienen lugar en particular en la fabricación de neumáticos, a veces queda atrapada una porción excedente del neumático entre una pared lateral y uno o más sectores laterales, dando lugar así a la formación, en la pared lateral del neumático, de rebabas largas, circulares, sumamente finas, que tienden a ondularse y a menudo son difíciles de quitar por estar firmemente adheridas a la pared lateral
del neumático.
Las rebabas no afectan de ninguna forma al rendimiento del neumático, pero, por ser antiestéticas, afectan a la comerciabilidad del neumático y por lo tanto se deben quitar mediante procesado adicional, incrementando así el costo de fabricación del neumático.
Además, el residuo de las rebabas en las paredes laterales y sectores laterales del molde se debe quitar bien, incluyendo el caucho muy duro, curado (baquelizado), que, con el cierre repetido del molde, podría eventualmente dañar el molde propiamente dicho. No es necesario afirmar que esta operación de limpieza del molde también aumenta el costo de fabricación del neumático.
La patente US4740145A1 describe un molde de curado de neumático, en el que la rebaba se evita mediante varios agujeros de soplado, que, por soplado en el neumático verde, evitan que se “pegue” entre las paredes laterales y los sectores laterales. Sin embargo, la utilización de agujeros de soplado es bastante compleja, puesto que requiere una fuente de aire comprimido y, ante todo, una limpieza regular de los agujeros de soplado para evitar la obstrucción por incrustaciones de caucho. Además, en la etapa de curado, la presión alta dentro del molde de curado puede introducir el caucho del neumático parcialmente dentro de los agujeros de soplado, dando lugar así a la formación de “pelo” antiestético en el neumático.
DESCRIPCIÓN DE LA INVENCIÓN
Un objeto de la presente invención es proporcionar un molde de curado de neumático diseñado para eliminar dichos inconvenientes, y que, en particular, es barato y fácil de producir.
Según la presente invención, se facilita un molde de curado de neumático como el reivindicado en las reivindicaciones acompañantes.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
Una realización no limitadora de la presente invención se describirá a modo de ejemplo con referencia a los dibujos acompañantes, en los que:
La figura 1 representa una vista esquemática en sección lateral, con partes quitadas para claridad, de un molde de curado de neumático según la presente invención.
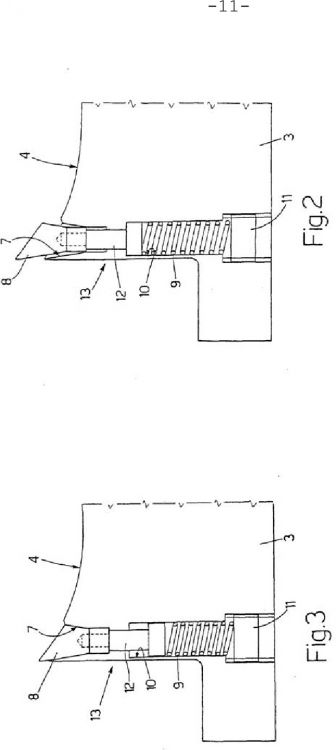
La figura 2 representa un detalle en mayor escala del molde de la figura 1 en una posición extraída. La figura 3 representa el detalle de la figura 2 en una posición retirada. La figura 4 representa el molde de la figura 1 que aloja un neumático verde para curado.REALIZACIONES PREFERIDAS DE LA INVENCIÓN
El número 1 en la figura 1 indica en conjunto un molde para curar un neumático 2 (representado por la línea de trazos en la figura 4)
El molde de curado 1 tiene forma de un cilindro hueco, e incluye dos paredes laterales paralelas opuestas 3 que definen las paredes base del molde de curado 1 y que tienen respectivas superficies interiores de retención 4 que contactan un neumático 2 alojado dentro del molde. El molde de curado 1 también incluye un número de (normalmente 8 o 9) sectores laterales 5 (solamente se representa uno en la figura 1) dispuestos sucesivamente para definir la pared lateral cilíndrica del molde, y radialmente móviles a y de las dos paredes laterales 3.
Los sectores laterales 5 son empujados radialmente hacia las paredes laterales 3 por un sistema 6 de superficies inclinadas activadas por una prensa (no representada). Se adopta esta solución porque permite agarrar los sectores laterales 5 contra las paredes laterales 3 con fuerza considerable correspondiente a una presión de 2530 bares necesaria para contrarrestar la presión (normalmente al menos 20 bares) generada dentro del molde 1 durante la operación de curado.
Como se representa en las figuras 2 y 3, cada pared lateral 3 incluye un asiento anular 7 formado a través de las superficie interior de retención 4, en el borde exterior de la superficie interior de retención 4. Cada asiento 7 aloja un elemento anular móvil 8, que es móvil dentro del asiento 7 entre una posición extraída (figura 2), en la que el elemento móvil 8 sobresale parcialmente del asiento 7, y una posición retirada (figura 3), en la que el elemento móvil 8 se aloja completamente dentro del asiento 7. El elemento móvil 8 es expulsado del asiento 7 a la posición extraída con una fuerza dada por medios de empuje. En una realización preferida, los medios de empuje son elásticos, e incluyen un número de (por ejemplo doce) muelles 9 igualmente espaciados a lo largo del elemento móvil 8. En una realización alternativa no representada, los medios de empuje incluyen uno o más acciona-dores hidráulicos, neumáticos o eléctricos.
En una realización preferida, la pared exterior de cada elemento móvil 8 está conformada para unirse sin costura con la superficie interior de retención 4 cuando el elemento móvil 8 está en la posición retirada, de modo que, en la posición retirada, cada elemento móvil 8 no altera de ninguna forma el contorno normal de la superficie interior de retención 4.
Cada muelle 9 se aloja dentro de un agujero pasante parcialmente roscado 10 formado a través del asiento 7, y es comprimido entre un pasador de ajuste 11 roscado dentro de una porción roscada del agujero pasante 10, y un cuerpo de transmisión 12 (más específicamente, un tornillo) enroscado en el elemento móvil 8. El enroscado o desenroscado de cada pasador de ajuste 11 regula obviamente la posición del pasador de ajuste 11 a lo largo del agujero pasante 10 y por lo tanto la fuerza ejercida por el muelle 9 en el elemento móvil B.
El agujero pasante 10 tiene una constricción 13 que define dos topes, que a su vez definen las posiciones extraída y retirada del elemento móvil 8. Por ejemplo, para moverse de la posición retirada a la posición extraída, el elemento móvil 8 puede recorrer una distancia del orden de entre 1 y 10% de la anchura del neumático 2. Por ejemplo, en el caso de un neumático de automóvil, el elemento móvil 8 puede recorrer aproximadamente 5 mm.
Como se representa en la figura 4, cuando el molde de curado 1 se cierra alrededor de un neumático 2, es decir cuando los sectores laterales 5 son empujados sobre las paredes laterales 3, los dos elementos móviles 8 son empujados por muelles 9 a la posición extraída, de modo que, en la línea divisoria del molde entre los sectores laterales 5 y las paredes laterales 3, el neumático 2 se mantenga lejos de la unión entre los sectores laterales 5 y las paredes laterales 3, y así se evita que quede cogido entre los sectores laterales 5 y las paredes laterales
3.
Cuando el molde de curado 1 es presurizado (por ejemplo a una presión de aproximadamente 20-22 bares), la fuerza de expansión en el neumático 2 supera ampliamente la fuerza ejercida por los muelles 9 y así empuja los dos elementos móviles 8 a la posición retirada. Se deberá señalar que el empuje ejercido por los muelles 9 en...
Reivindicaciones:
1. Un molde de curado (1) para un neumático (2); el molde de curado (1) tiene forma de un cilindro hueco, e incluye:
dos paredes laterales paralelas opuestas (3) que definen las paredes base del molde de curado (1) y que tienen respectivas superficies interiores de retención (4) que contactan un neumático (2) alojado dentro del molde de curado (1); y
un número de sectores laterales (5) dispuestos sucesivamente para definir la pared lateral cilíndrica del molde de curado (1), y radialmente móviles a y de las dos paredes laterales (3);
el molde de curado (1) se caracteriza porque cada pared lateral (3) incluye:
al menos un asiento (7) formado a través de la superficie interior de retención (4), en el borde exterior de la superficie interior de retención (4);
un elemento móvil (8) alojado dentro del asiento (7) y móvil entre una posición extraída, en la que el elemento móvil (8) sobresale al menos parcialmente del asiento (7), y una posición retirada, en la que el elemento móvil
(8) está alojado completamente dentro del asiento (7); y
medios de empuje para expulsar el elemento móvil (8) del asiento (7) a la posición extraída con una fuerza dada.
2. Un molde de curado (1) según la reivindicación 1, donde los asientos (7) y los elementos móviles (8) son anulares.
3. Un molde de curado (1) según la reivindicación 1
o 2, donde la pared exterior de cada elemento móvil (8) está conformada para unirse sin costura con la superficie interior de retención (4) cuando el elemento móvil (8) está en la posición retirada.
4. Un molde de curado (1) según la reivindicación 1, 2 o 3, donde las posiciones extraída y retirada de cada elemento móvil (8) son determinadas por topes respectivos.
5. Un molde de curado (1) según una de las reivindicaciones 1 a 4, donde los medios de empuje de cada elemento móvil (8) son elásticos.
6. Un molde de curado (1) según la reivindicación 5, donde los medios de empuje de cada elemento móvil (8) incluyen un número de muelles (9), cada uno alojado en un agujero pasante respectivo (10) formado a través del asiento (7).
7. Un molde de curado (1) según la reivindicación 6, donde cada agujero pasante (10) está parcialmente rosca-do, y aloja un pasador de ajuste (11); y cada muelle (9) está comprimido entre el pasador de ajuste (11) y el elemento móvil (8).
8. Un molde de curado (1) según la reivindicación 6
o 7, donde cada agujero pasante (10) tiene una constricción (13) para definir dos topes que definen las posiciones extraída y retirada del elemento móvil (8).
9. Un molde de curado (1) según la reivindicación 8, donde cada elemento móvil (8) está conectado mecánicamente a cada muelle (9) por un cuerpo de transmisión (12) que descansa en un extremo en el muelle (9), y enroscado en el extremo opuesto al elemento móvil (8).
10. Un molde de curado (1) según una de las reivindicaciones 1 a 9, donde, para pasar de la posición retirada a la posición extraída, cada elemento móvil (8) avanza una distancia del orden de entre 1 y 10% de la anchura del neumático (2).
11. Un molde de curado (1) según una de las reivindicaciones 1 a 10, donde el empuje ejercido por los me
dios de empuje en cada elemento móvil (8) es menor que la fuerza de expansión que actúa en un neumático (2) alojado dentro del molde de curado (1) cuando el molde de curado
(1) está presurizado.
Patentes similares o relacionadas:
 MATRICES DE MOLDEO QUE COMPRENDEN UNA UNIDAD DE SUJECION DE UNA CUBIERTA Y METODO PARA VULCANIZACION DE UNA CUBIERTA, del 13 de Diciembre de 2010, de BRIDGESTONE CORPORATION: Matrices de moldeo que comprenden una unidad de sujeción de la cubierta como miembro constitutivo de ellas, en las que la unidad de sujeción de la cámara comprende: […]
MATRICES DE MOLDEO QUE COMPRENDEN UNA UNIDAD DE SUJECION DE UNA CUBIERTA Y METODO PARA VULCANIZACION DE UNA CUBIERTA, del 13 de Diciembre de 2010, de BRIDGESTONE CORPORATION: Matrices de moldeo que comprenden una unidad de sujeción de la cubierta como miembro constitutivo de ellas, en las que la unidad de sujeción de la cámara comprende: […]
PROCEDIMIENTO DE FABRICACIÓN DE CUBIERTAS PARA NEUMÁTICOS, del 1 de Abril de 1963, de THE FIRESTONE TIRE & RUBBER COMPANY: Procedimiento de fabricación de cubiertas para neumáticos, caracterizado por comprender las etapas de colocar un elemento elástico de conformación y un artículo en […]
Unidad de fuerza de cierre, del 15 de Abril de 2020, de HARBURG-FREUDENBERGER MASCHINENBAU GMBH: Unidad de fuerza de cierre para el espacio de tratamiento de una máquina de vulcanización de neumáticos , que presenta una placa base , […]
Fijaciòn de posición en altura de una cámara de tratamiento, del 15 de Abril de 2020, de HARBURG-FREUDENBERGER MASCHINENBAU GMBH: Fijación de posición en altura de una cámara de tratamiento en el interior de una máquina de vulcanización de neumáticos para la fijación de elementos de […]
Molde de fabricación de neumático multicámara, del 25 de Diciembre de 2019, de Chengdu Youyang Electromechanical Product Design Co. Ltd: Un molde de fabricación de neumáticos multicámara que comprende una placa superior de sujeción y una placa inferior de sujeción; […]
Neumático que tiene capas múltiples de agente de sellado incorporadas y preparación del mismo, del 2 de Octubre de 2019, de Triangle Tyre Co., Ltd: Un neumático con un agente de sellado de pinchazo incorporado que comprende: una carcasa de neumático de soporte formada por una o más capas […]
Máquina de limpieza de pared lateral para molde de curado de neumáticos, del 24 de Julio de 2019, de Lang Yuzer Otomotiv Yan Sanayi ve Ticaret Anonim Sirketi: Una máquina de limpieza para moldes laterales de curado de neumáticos que comprende: una cesta , una base rotacional que está montada dentro de la misma, […]
Composición de caucho curable, del 8 de Mayo de 2019, de Arlanxeo Netherlands B.V: Una composición de caucho que contiene, basándose en partes en peso por 100 partes en peso de caucho (phr): (A) 20 - 50 phr de un copolímero de etileno, al menos […]