MÉTODO PARA PRODUCIR UNA BANDA ELÁSTICA DE MATERIAL COMPUESTO Y UN PRODUCTO OBTENIDO POR EL MÉTODO.
Un método para producir una banda de material compuesto que comprende:
- colocar una banda de material no tejido (11, 21, 31) y una película perforada (10, 20, 30) adoptando una disposición de cara a cara; - estirar la banda de material no tejido (11, 21, 31) y la película perforada (10, 20, 30) en una cantidad suficiente para inducir la rotura de las uniones entre las fibras, e inducir suavidad en el interior de la banda de material no tejido; y - unir la banda de material no tejido a la película perforada para formar una banda de material compuesto
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05018519.
Solicitante: TREDEGAR FILM PRODUCTS CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1100 BOULDERS PARKWAY RICHMOND, VA 23225 ESTADOS UNIDOS DE AMERICA.
Inventor/es: BRUCE, STEPHEN, D., PEACOCK, ANDREW, JAMES, Middlesworth,Jeffrey Alan, Chung,Tze Wan Pansy.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Agosto de 2005.
Clasificación Internacional de Patentes:
- B32B38/00C
Clasificación PCT:
- A61F13/15 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › Compresas absorbentes, p. ej. paños higiénicos, torundas o tampones para aplicación externa o interna al cuerpo (receptáculos catameniales no absorbentes A61F 5/44 ); Medios para mantenerlos en su sitio o para fijarlos; Aplicadores de tampones.
- B32B27/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › utilizando cargas, pigmentos, agentes tixotrópicos.
- B32B38/06 B32B […] › B32B 38/00 Operaciones auxiliares relacionadas con los procesos de estratificación. › Estampado.
Clasificación antigua:
- A61F13/15 A61F 13/00 […] › Compresas absorbentes, p. ej. paños higiénicos, torundas o tampones para aplicación externa o interna al cuerpo (receptáculos catameniales no absorbentes A61F 5/44 ); Medios para mantenerlos en su sitio o para fijarlos; Aplicadores de tampones.
- B32B27/20 B32B 27/00 […] › utilizando cargas, pigmentos, agentes tixotrópicos.
- B32B38/06 B32B 38/00 […] › Estampado.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2357007_T3.pdf
Fragmento de la descripción:
Campo de la invención
La presente invención se refiere a un método para producir un laminado reticular y un laminado activado preparados por medio de este método. Las realizaciones se refieren a bandas y a procesos para activar y, de este 5 modo, generar bandas de películas de materiales fibrosos de tacto suave, o laminados de películas y materiales fibrosos, como los que se encontrarían en productos tales como pañales, productos para el control de los efectos de la incontinencia, otros productos de higiene y vendas. Las realizaciones también se refieren a bandas de material compuesto fabricadas de este modo y a productos fabricados a partir de estas bandas.
Descripción de la técnica relacionada 10
El documento US 4 041 203 muestra un método para producir un laminado no tejido/de rejilla, en primer lugar poniendo en contacto no acotado una rejilla fibrosa con una banda no tejida con el fin de formar un pliegue y posteriormente hacer pasar este pliegue no acotado a través de un estrechamiento formado entre un cilindro liso y un cilindro de púas caliente con el fin de formar un laminado no tejido/de rejilla acotado con patrón.
Se requiere que los productos absorbentes tales como pañales, calzoncillos de adaptación y prendas para 15 incontinencia proporcionen un ajuste hermético y cómodo para el usuario y sean capaces de contener los exudados corporales al tiempo que mantienen la salud cutánea. Por tanto, resulta deseable que los materiales elásticos a emplear en los productos absorbentes sean suaves al tacto. La suavidad se puede conseguir sometiendo el material elástico a laminado hasta obtener un material suave y generalmente fibroso, tal como un tejido plano para, de este modo, dar lugar a la formación de una banda suave. 20
Se ha comprobado que un proceso de “activación” de una banda mediante estiramiento, en una o más direcciones, induce suavidad en la misma desde el punto de vista de la persona que está en contacto con ella. Las Patentes de Estados Unidos Nº 4.223.059 y 5.382.461 describen un método para el estiramiento de fibras o bandas peliculares bien en la dirección de mecanizado o bien en la dirección transversal de la banda, o en ambas.
La activación, según se ejemplifica en estos documentos, se refiere a un proceso de estiramiento de la banda 25 de material compuesto a lo largo de la extensibilidad total de la película o de la banda o bandas no tejidas que constituyen el material. En el caso de bandas no tejidas, puede ocurrir la ruptura de las uniones entre las fibras. De este modo, el material resultante se muestra suave al tacto. De manera general, la activación se consigue por medio de uno o dos procesos. Un proceso implica el estiramiento por medio de engranajes de toma constante y el otro proceso implica el estiramiento entre cilindros accionados (accionados a diferentes velocidades) en la dirección de mecanizado de la 30 banda.
La Patente de Estados Unidos Nº 5.143.679 describe una activación de dos etapas. Este documento desvela la utilización de engranajes de toma constante en los que la profundidad de colocación en la segunda etapa es mayor que en la primera etapa. De este modo, el nivel de activación de la segunda etapa es mayor que el de la primera etapa.
Una de las desventajas de la activación, en particular cuando se aplica a laminados de película con materiales 35 no tejidos, o de materiales no tejidos solos, es que el proceso altera la estructura del material no tejido. Por tanto, resulta necesario utilizar un material no tejido precursor de alta calidad, y por tanto costoso, en el proceso de activación, con el fin de mantener una estructura viable en el producto activado. Desde el punto de vista comercial, se usan típicamente pesos de base de 20 gramos por metro cuadrado (gsm) o mayores.
No se pretende que la descripción del presente documento de las ventajas y problemas con procesos, 40 materiales y aparatos conocidos limite el alcance de la invención hasta la exclusión de estos procesos, materiales y aparatos conocidos. De hecho, determinadas realizaciones de la invención pueden incluir uno o más de los procesos, materiales y aparatos conocidos sin experimentar las desventajas o problemas descritos en el presente documento.
SUMARIO DE LAS REALIZACIONES
En las realizaciones, se proporciona una banda activada y laminada que comprende un material no tejido, 45 precursor, de bajo peso de base y poco costoso, en el que la activación se lleva a cabo antes de que las bandas que actúan como componente hayan sido unidas. Una vez que se ha producido la activación, las bandas que actúan como componente se unen, adoptando una disposición de cara a cara, mediante la presión generada por el proceso de activación, con la condición de que se aplique calor suficiente a la superficie que se encuentra entre las bandas. Preferiblemente, las propiedades de tracción y alargamiento del producto acabado son superiores a las de materiales no 50 tejidos más costosos que experimentan activación mientras se unen a una segunda banda.
Durante el proceso de activación, se piensa que las bandas que actúan como componente son capaces de experimentar movimiento una con respecto a la otra en el plano de la banda. Sin pretender quedar ligado a teoría de operación alguna, se piensa que esta característica da lugar a valores superiores de tracción y elongación que los que
se obtienen a partir de bandas de precursor laminadas activadas y posteriormente unidas por medio de este método.
En las realizaciones, la activación combinada y la unión térmica se pueden llevar a cabo por medio de un equipo convencional de activación a base de engranajes de toma constante, dotado de cilindros de activación sometidos a calentamiento. Se pueden poner en contacto un tejido plano y una película elastomérica bi- o tri-laminada justo antes de los cilindros de activación. A medida que las dos capas penetran en el estrechamiento se activan simultáneamente, 5 pero de manera independiente. En el punto más próximo de entrada, las puntas de diente sobre un cilindro estarían unas milésimas de pulgada fuera de la parte inferior de la hendidura opuesta. Es aquí donde puede tener lugar la unión térmica, incrustando el tejido plano en el interior de la película de elastómero alisada. La unión térmica adopta la forma de líneas continuas correspondientes a las partes superiores de los dientes de los cilindros de activación. A continuación, se puede cortar en tiras el material activado resultante y enrollarlo de forma convencional. 10
En otra realización, es posible combinar de forma simultánea dos capas de tejido plano con un película elástica perforada para producir una estructura laminada o una película elástica perforada con una única capa de tejido plano, con el fin de producir un bi-laminado.
Otra realización incluye un material laminado formado por al menos un tejido plano y una película de elastómero, preparado por medio del proceso descrito en el presente documento. El material laminado presenta mejores 15 propiedades de tracción y alargamiento.
BREVE DESCRIPCIÓN DE LAS FIGURAS
Se puede comprender mejor la invención haciendo referencia a las figuras, que se resumen a continuación.
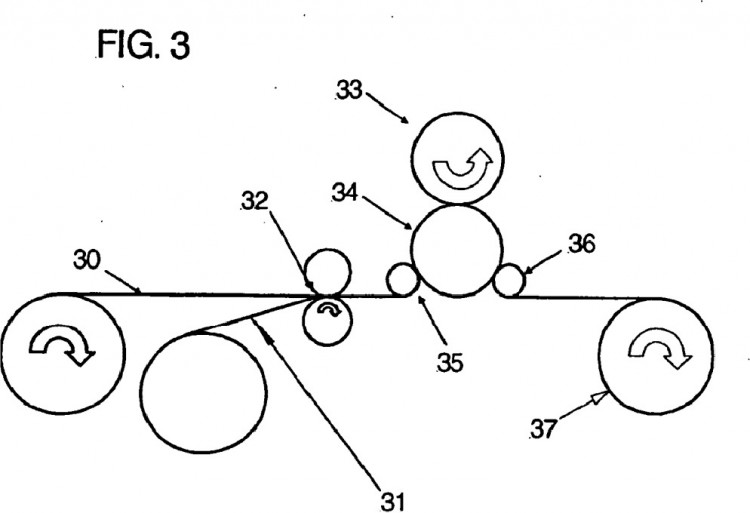
La Figura 1 es un diagrama esquemático de un proceso de acuerdo con una realización, que muestra dos bandas que son alimentadas de forma simultánea, en estado no unido, en el interior de un par de cilindros de activación, 20 uniéndose a continuación la una a la otra por medio de presión aplicada a la banda contra uno de los cilindros de activación.
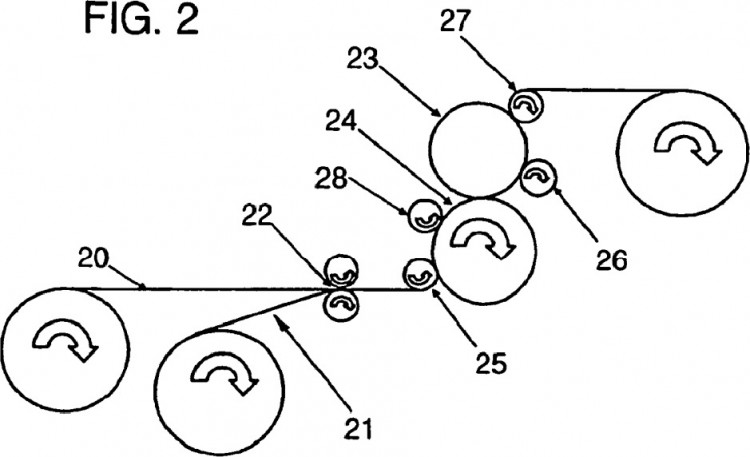
La Figura 2 es un diagrama esquemático de otro proceso de una realización. En este proceso, se alimentan dos bandas de forma simultánea, en estado no unido, en el interior de un par de cilindros de activación, donde se unen previamente contra uno de los cilindros de activación antes de la activación. A continuación, se produce la activación 25 sobre el mismo cilindro de activación a medida que tiene lugar la pre-unión.
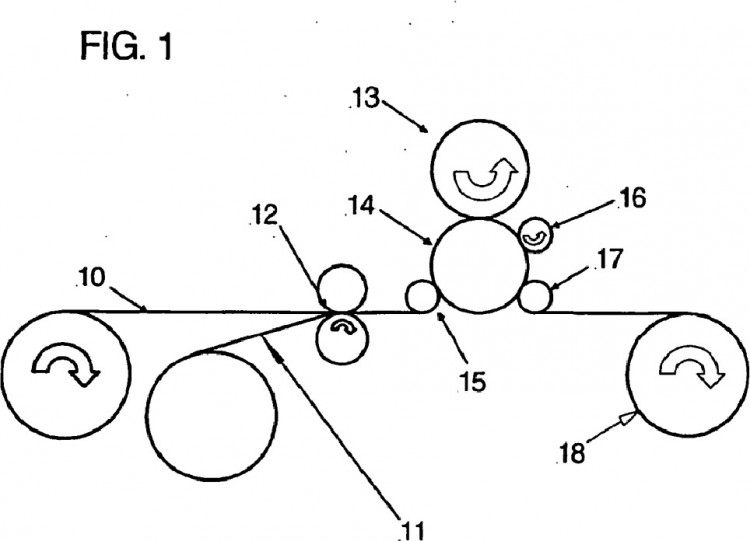
La Figura 3 es un diagrama esquemático de otro proceso de una realización. En esta realización, las bandas se alimentan de forma simultánea a un par de cilindros de activación en estado no unido, y se emplea la presión y el calor aplicado durante la activación para unir las bandas.
DESCRIPCIÓN DETALLADA DE LAS REALIZACIONES 30
La terminología empleada en el presente documento es únicamente con... [Seguir leyendo]
Reivindicaciones:
1. Un método para producir una banda de material compuesto que comprende:
- colocar una banda de material no tejido (11, 21, 31) y una película perforada (10, 20, 30) adoptando una disposición de cara a cara;
- estirar la banda de material no tejido (11, 21, 31) y la película perforada (10, 20, 30) en una cantidad 5 suficiente para inducir la rotura de las uniones entre las fibras, e inducir suavidad en el interior de la banda de material no tejido; y
- unir la banda de material no tejido a la película perforada para formar una banda de material compuesto.
2. El método de la reivindicación 1, en el que la etapa de unión tiene lugar durante la etapa de estiramiento.
3. El método de la reivindicación 1, en el que la etapa de estiramiento comprende hacer pasar la banda de 10 material no tejido (11, 21, 31) y la película perforada (10, 20, 30) por un estrechamiento formado por un par de cilindros de engranaje de toma constante (13, 14; 23, 24; 33, 34).
4. El método de la reivindicación 1, en el que la unión comprende un método que se escoge en el grupo formado por unión térmica, unión con adhesivo, unión por puntos, unión mecánica, unión ultrasónica, unión con disolvente y sus combinaciones. 15
5. El método de la reivindicación 3, en el que la unión tiene lugar en el estrechamiento que se encuentra entre los cilindros de engranaje de toma constante (14, 16, 23, 24, 26, 28, 33, 34).
6. El método de la reivindicación 1, en el que la película perforada (10, 20, 30) es una película perforada elástica.
7. El método de la reivindicación 3, en el que dichos cilindros de engranaje de toma constante (13, 13; 23, 24; 33, 34) se someten a calentamiento. 20
8. El método de la reivindicación 1, en el que dicha unión es posterior a la etapa de estiramiento, y tiene lugar en un estrechamiento que se encuentra entre un cilindro de sujeción (16) y uno de los cilindros de activación (14), mediante presión aplicada a la banda de material no tejido (11) y la película perforada (10) por parte del cilindro de sujeción (16).
9. Una banda laminada preparada según el método de la reivindicación 1.
Patentes similares o relacionadas:
Artículo absorbente con núcleo absorbente plegado de capa múltiple, del 15 de Julio de 2020, de ATTENDS HEALTHCARE PRODUCTS, INC: Un núcleo absorbente que comprende un laminado absorbente de capa múltiple plegado longitudinalmente de al menos tres capas, […]
Método y aparato de aplicación de lengüetas transversales, del 15 de Julio de 2020, de CURT G. JOA, INC.: Un método que comprende las etapas de: proporcionar una pluralidad de lengüetas (211a) a una primera posición de transferencia, desplazándose las lengüetas en una […]
Núcleo absorbente sin pulpa y método de formación del núcleo, del 17 de Junio de 2020, de CURT G. JOA, INC.: Un método para formar un núcleo absorbente, comprendiendo el método: proporcionar una primera capa de material ; acoplar hilos elásticos bajo tensión […]
Método de fabricación de sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, del 27 de Mayo de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para producir sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, en donde se aplica un elemento de fijación […]
Procedimiento para la medición de artículos higiénicos absorbentes, del 27 de Mayo de 2020, de TEWS Elektronik GmbH & Co. KG: Procedimiento para la medición de artículos higiénicos absorbentes, en el que los cuerpos absorbentes, separados entre sí, se colocan sobre una banda continua, detectándose […]
MÉTODO DE FIJACIÓN DE COMPRESAS DESECHABLES Y PROTEGESLIPS, del 23 de Abril de 2020, de TOMAS TEIXIDOR, Marta: Método de fijación de compresas desechables y protegeslips mediante el cual la compresa no tiene adhesivo en toda su parte trasera si no sólo en una franja mucho más reducida […]
Producto higiénico, del 22 de Abril de 2020, de Calla Lily Personal Care Ltd: Un producto higiénico para una vagina humana, que comprende un tapón absorbente que se usa internamente y una almohadilla absorbente que se usa externamente […]
Aparato de protección, del 15 de Abril de 2020, de Prosys International Ltd: Aparato para proteger un catéter del contacto con el agua que cae del cabezal de ducha de una ducha, el aparato comprende: un primer componente […]