MÉTODO PARA CONTROLAR SISTEMAS PASTEURIZADORES.
Método de control de sistemas pasteurizadores que comprende medios para mover productos a pasteurizar por un recorrido de desplazamiento a lo largo del cual están dispuestas,
en sucesión recíproca, al menos una zona de calentamiento (A), una zona de tratamiento térmico (B) y una zona de enfriamiento (C), la zona de tratamiento térmico estando dividida, a su vez, en una pluralidad de subzonas (K) cada una de ellas teniendo sus propios medios para establecer la temperatura del fluido inyectado en dicha subzona, cada subzona teniendo, además, una temperatura de plenamente funcional del fluido, el método de control estando caracterizado por el hecho que comprende las siguientes etapas operativas: - identificación, al menos para una primera subzona de la zona de tratamiento térmico, de una pluralidad de puntos de referencia distribuidos en sucesión recíproca a lo largo del recorrido; y, cíclicamente: - memorización, para los productos situados en cada punto de referencia, de al menos algunos datos correspondientes al tratamiento térmico al cual han sido sometidos hasta ese momento; - cálculo, en base a por lo menos una condición operativa predeterminada del sistema, de las previstas temperatura y tendencia de acumulación de unidades de pasteurización de los productos situados en correspondencia de cada punto de referencia, en base a los datos memorizados hasta ese momento; - comparación de las tendencias previstas calculadas con un primer y un segundo requisito de tratamiento que, respectivamente, exigen que, al final del tratamiento térmico cada producto debe haber acumulado al menos una cantidad mínima predeterminada de unidades de pasteurización y que cada producto debe haber permanecido en una temperatura igual o mayor que una temperatura predeterminada por al menos un lapso de tiempo mínimo predeterminado; y - acción sobre medios para establecer la temperatura del fluido inyectado al menos en dicha primera subzona en base al resultado de la comparación
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07104739.
Solicitante: SIDEL INTERNATIONAL AG.
Nacionalidad solicitante: Suiza.
Dirección: SUIZA.
Inventor/es: PANELLA, GRAZIANO, SOLFA,ANDREA, BISIACCO,MAURO, BEGHI,ALESSANDRO.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Marzo de 2007.
Fecha Concesión Europea: 25 de Agosto de 2010.
Clasificación Internacional de Patentes:
- A23L3/00D
- A23L3/04 NECESIDADES CORRIENTES DE LA VIDA. › A23 ALIMENTOS O PRODUCTOS ALIMENTICIOS; SU TRATAMIENTO, NO CUBIERTO POR OTRAS CLASES. › A23L ALIMENTOS, PRODUCTOS ALIMENTICIOS O BEBIDAS NO ALCOHOLICAS NO CUBIERTOS POR LAS SUBCLASES A21D O A23B - A23J; SU PREPARACION O TRATAMIENTO, p. ej. COCCION, MODIFICACION DE LAS CUALIDADES NUTRICIONALES, TRATAMIENTO FISICO (conformación o tratamiento, no enteramente cubierto por la presente subclase, A23P ); CONSERVACION DE ALIMENTOS O DE PRODUCTOS ALIMENTICIOS, EN GENERAL (conservación de la harina o las masas panificables A21D). › A23L 3/00 Conservación de alimentos o de productos alimenticios, en general, p. ej. pasteurización o esterilización, especialmente adaptada a alimentos o productos alimenticios (conservación de alimentos o productos alimenticios en asociación con el envasado B65B 55/00). › con los envases sobre un transportador de correa o de cadena sin fin.
Clasificación PCT:
- A23L3/00 A23L […] › Conservación de alimentos o de productos alimenticios, en general, p. ej. pasteurización o esterilización, especialmente adaptada a alimentos o productos alimenticios (conservación de alimentos o productos alimenticios en asociación con el envasado B65B 55/00).
- A23L3/04 A23L 3/00 […] › con los envases sobre un transportador de correa o de cadena sin fin.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La presente invención se refiere a un método de control de sistemas pasteurizadores de túnel en los cuales, al final del tratamiento, cada producto debe haber permanecido encima de una temperatura predeterminada por al menos un lapso de tiempo predeterminado, y haber acumulado por lo menos una cantidad predeterminada de unidades de pasteurización.
En los sistemas pasteurizadores de túnel, los productos, como botellas u otros contenedores, a pasteurizar son alimentados mediante un transportador a lo largo de un recorrido que generalmente está dividido en tres zonas principales: una zona de calentamiento, en la cual la temperatura del producto aumenta gradualmente; una zona de tratamiento térmico, en la cual la temperatura del producto es llevada y mantenida a la temperatura de pasteurización; y una zona de enfriamiento, en la cual la temperatura del producto disminuye gradualmente. La zona de tratamiento térmico, a su vez, está dividida en una pluralidad de subzonas que operan de modo independiente. El producto viene tratado térmicamente aplicando un cierto flujo de un fluido caliente a la temperatura requerida sobre el mismo producto. Generalmente el fluido es un líquido, tal como por ejemplo agua caliente, el cual viene inyectado o pulverizado o bien aplicado de manera similar o equivalente sobre el producto; está contemplada la utilización de otros fluidos, como gases, por ejemplo aire caliente, a inyectar sobre el producto. A continuación los términos “inyección”, “inyectar”, “inyectado” serán utilizados para referirse a cualquier manera de aplicar un flujo de fluido caliente sobre productos en sistemas pasteurizadores de túnel.
En las solicitudes de patentes de invención divulgadas EP 1.198.996 A1 y EP 960.574 A1 están descritos ejemplos de sistemas de control de pasteurizadores.
Otros ejemplos de sistemas de control de pasteurizadores están descritos en las solicitudes de patentes de invención divulgadas WO 94/19968 y US 2002/073652. La solicitud de patente de invención WO 94/19968 describe un proceso de pasteurización del líquido contenido dentro de contenedores en un pasteurizador de túnel. El túnel está dividido en una zona de precalentamiento, una zona de prepasteurización, una zona de pasteurización y una zona de enfriamiento; cada zona comprende una pluralidad de pulverizadores que calientan y enfrían los contenedores pulverizando agua recibida en una pluralidad de medios de admisión separados. Los contenedores dispuestos en la zona de enfriamiento vienen pulverizados con agua recibida en la zona de precalentamiento. Además, la solicitud de patente de invención US 2002/073652 describe una unidad de pasteurización, para pasteurizar productos dentro de contenedores en un flujo de contenedores a través de sucesivas secciones al menos para calentar, pasteurizar y enfriar por medio de un fluido que los cubre, tal como por ejemplo por goteo sobre los mismos, por pulverización sobre los mismos, con un alojamiento pasteurizador y dispositivos de pulverización situados en su interior.
Actualmente, uno de los problemas principales que se tienen con los pasteurizadores de túnel está dado por las imprevistas paradas del transportador. Cuando sucede lo anterior, la gestión de las temperaturas del fluido en las varias subzonas de la zona de tratamiento térmico se vuelve crítica, puesto que si estas temperaturas se mantuvieran en sus valores de plenamente funcionales, se correría el riesgo de excesiva pasteurización de los productos, manteniéndolos a tal temperatura por un lapso de tiempo muy prolongado y proporcionándoles demasiadas unidades de pasteurización. Por este motivo, el fluido que viene inyectado sobre los productos al menos en correspondencia de la zona de tratamiento térmico, en cada subzona puede tener dos valores; un valor de plenamente funcional y un valor de enfriamiento que es menor que el valor de plenamente funcional.
Por consiguiente, para eliminar el problema descrito con anterioridad, normalmente ni bien todos los productos dispuestos en la subzona han completado su ciclo de pasteurización viene disminuida la temperatura del fluido inyectado en la misma subzona.
Sin embargo, puesto que un pasteurizador puede sufrir muchas e indeseadas paradas, la superposición de los efectos de esas paradas puede dar lugar a desventajas significativas para el control del sistema.
En particular, es difícil asegurar que ninguno de los productos ha sido sobrepasteurizado o subpasteurizado.
Asimismo, cuando el sistema se detiene, surgen problemas para los productos situados en correspondencia de la zona de transición entre dos subzonas sucesivas. Debido a los diferentes niveles de temperatura del fluido establecidos en las dos subzonas, tanto la temperatura como la cantidad de unidades de pasteurización de los productos situados en una subzona pueden aumentar de modo significativo más que aquellas de los productos adyacentes a los mismos pero situados en la otra subzona. En otros términos, existe un escalón entre las dos subzonas, que en las subzonas sucesivas puede agrandarse aún más hasta la presentación de una falta de uniformidad irreparable entre los dos productos.
En esta situación, el cometido técnico fundamental de la presente invención es el de proporcionar un método de control de sistemas pasteurizadores que elimine las desventajas mencionadas con anterioridad.
En particular, el cometido técnico de la presente invención es el de proporcionar un método de control de sistemas pasteurizadores que evite los riesgos de sobrepasteurización y subpasteurización.
Otro cometido técnico de la presente invención es el de proporcionar un método de control de sistemas pasteurizadores que limite la formación entre productos adyacentes de escalones exagerados de temperatura y de unidades de pasteurización acumuladas.
El cometido técnico especificado y los objetivos indicados se obtienen substancialmente mediante un método de control de sistemas pasteurizadores según está descrito en las reivindicaciones expuestas más adelante.
Otras ventajas y características de la presente invención se pondrán aún más de manifiesto en la descripción detallada que sigue, haciendo referencia a varias ejecuciones preferidas pero no limitativas del método de control de sistemas pasteurizadores.
El método de control de sistemas pasteurizadores de conformidad con la presente invención es adecuado para ser puesto en práctica con relación a sistemas pasteurizadores en los cuales los medios de movimiento, tales como una cinta transportadora, alimenten los productos a pasteurizar por un recorrido de desplazamiento a lo largo del cual están dispuestas, en sucesión recíproca, al menos una zona de calentamiento, una zona de tratamiento térmico y una zona de enfriamiento. En la ejecución que se hace referencia abajo, los medios de movimiento pueden adoptar sólo dos velocidades: velocidad cero (sistema detenido) y velocidad constante plenamente funcional. De todos modos, la presente invención también puede ser adaptada apropiadamente para sistemas en los cuales la velocidad de los medios de movimiento puede ser ajustada.
Mientras que las zonas de calentamiento y enfriamiento pueden tener cualquier estructura (en particular de conformidad con la técnica conocida), la zona de tratamiento térmico está dividida en una pluralidad de subzonas.
Las zonas de calentamiento y enfriamiento y cada una de las subzonas de la zona de tratamiento térmico tienen, cada una de ellas, sus propios medios de inyección de fluido, preferentemente agua, sobre los productos que pasan a través de dicha zona o subzona.
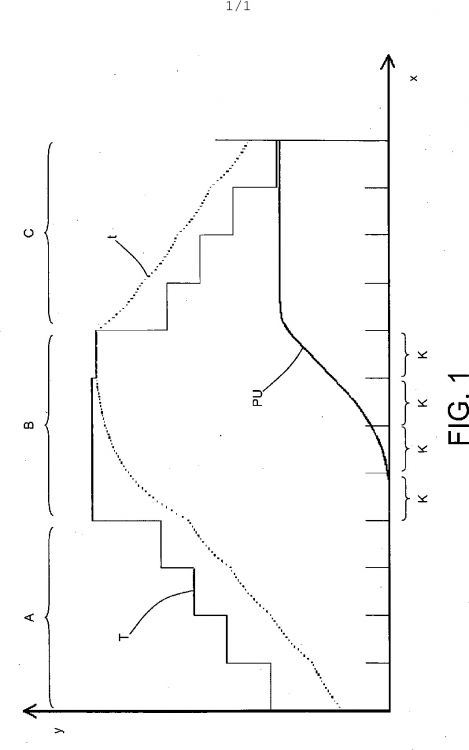
La figura 1 es un gráfico donde está representado el tiempo en el eje de las abscisas (x) y las temperaturas y las unidades de pasteurización en el eje de las ordenadas (y).
El gráfico se refiere a un sistema en la condición plenamente funcional en la cual cada producto viene alimentado a velocidad constante.
Por lo tanto, el gráfico exhibe: -la tendencia térmica de calentamiento del producto (curva t); -la temperatura del fluido que es inyectado sobre los productos en cada instante (curva T); y -la tendencia de acumulación de unidades de pasteurización del producto (curva PU) (según los principios expuestos abajo).
Dado que la velocidad es constante, el gráfico puede ser interpretado como una fotografía del sistema en un determinado momento. En este caso, el eje x muestra el avance de cada producto dentro...
Reivindicaciones:
1. Método de control de sistemas pasteurizadores que comprende medios para mover productos a pasteurizar por un recorrido de desplazamiento a lo largo del cual están dispuestas, en sucesión recíproca, al menos una zona de calentamiento (A), una zona de tratamiento térmico (B) y una zona de enfriamiento (C), la zona de tratamiento térmico estando dividida, a su vez, en una pluralidad de subzonas (K) cada una de ellas teniendo sus propios medios para establecer la temperatura del fluido inyectado en dicha subzona, cada subzona teniendo, además, una temperatura de plenamente funcional del fluido, el método de control estando caracterizado por el hecho que comprende las siguientes etapas operativas: -identificación, al menos para una primera subzona de la zona de tratamiento térmico, de una pluralidad de puntos de referencia distribuidos en sucesión recíproca a lo largo del recorrido; y, cíclicamente: -memorización, para los productos situados en cada punto de referencia, de al menos algunos datos correspondientes al tratamiento térmico al cual han sido sometidos hasta ese momento; -cálculo, en base a por lo menos una condición operativa predeterminada del sistema, de las previstas temperatura y tendencia de acumulación de unidades de pasteurización de los productos situados en correspondencia de cada punto de referencia, en base a los datos memorizados hasta ese momento; -comparación de las tendencias previstas calculadas con un primer y un segundo requisito de tratamiento que, respectivamente, exigen que, al final del tratamiento térmico cada producto debe haber acumulado al menos una cantidad mínima predeterminada de unidades de pasteurización y que cada producto debe haber permanecido en una temperatura igual o mayor que una temperatura predeterminada por al menos un lapso de tiempo mínimo predeterminado; y -acción sobre medios para establecer la temperatura del fluido inyectado al menos en dicha primera subzona en base al resultado de la comparación.
2. Método de control según la reivindicación 1, caracterizado por el hecho que la etapa de identificación de los puntos de referencia es llevada a cabo también con referencia a por lo menos una parte final de una segunda subzona situada, con respecto al recorrido de desplazamiento, inmediatamente antes de la primera subzona.
3. Método de control según la reivindicación 2, caracterizado por el hecho que las etapas de memorización, cálculo y comparación también son llevadas a cabo para los productos situados en correspondencia de la parte final de la segunda subzona, y la etapa de acción sobre los medios para establecer la temperatura del fluido inyectado en la primera subzona es llevada a cabo también en base al resultado de la comparación hecha para los productos situados en correspondencia de la parte final de la segunda subzona.
4. Método de control según una cualquiera de las precedentes reivindicaciones, caracterizado por el hecho que viene aplicado con relación a una pluralidad de subzonas de la zona de tratamiento térmico.
5. Método de control según una cualquiera de las precedentes reivindicaciones, caracterizado por el hecho que: -cuando la primera subzona corresponde a la última subzona de la zona de tratamiento térmico, es decir aquella más cercana a la zona de enfriamiento, las etapas de cálculo y comparación son llevadas a cabo con referencia a una condición operativa del sistema con tratamiento de los productos situados en correspondencia de puntos de referencia de la última subzona usando fluido inyectado a una primera temperatura de enfriamiento menor que la temperatura de plenamente funcional, desde ese momento hasta que salen de la última subzona; estando caracterizado también por el hecho que: -conlleva una acción sobre los medios para establecer la temperatura del fluido inyectado, para fijarla en la primera temperatura de enfriamiento, cuando la etapa de comparación establece que todos los productos en la última subzona satisfarán el primero y el segundo requisito de tratamiento.
6. Método de control según las reivindicaciones 3 y 5, caracterizado por el hecho que, cuando la segunda subzona corresponde a la penúltima subzona de la zona de tratamiento, conlleva una acción sobre los medios para establecer la temperatura del fluido inyectado en la última subzona, para establecer esta temperatura en la primera temperatura de enfriamiento cuando la etapa de comparación establece que el primer y el segundo requisito de tratamiento también serán satisfechos por parte de todos los productos situados en la parte final de la penúltima subzona.
7. Método de control según la reivindicación 6, caracterizado por el hecho que por lo que concierne a los productos dispuestos en la penúltima subzona, la etapa de cálculo es llevada a cabo con referencia a una condición operativa en la cual la temperatura del fluido inyectado en la misma penúltima subzona es mantenida en su nivel de plenamente funcional.
8. Método de control según la reivindicación 5, caracterizado por el hecho que si la etapa de comparación establece que, con la temperatura del fluido inyectado en la última subzona fijada en la primera temperatura de enfriamiento, al menos un producto situado en la última subzona podría no satisfacer el primer o el segundo requisito de tratamiento, se vuelven a repetir las etapas de cálculo y de comparación con referencia a una condición operativa del sistema que conlleva el tratamiento de los productos situados en correspondencia de los puntos de referencia de la última subzona usando fluido inyectado a la temperatura de plenamente funcional de esta última subzona, desde ese momento hasta que salen de la última subzona, estando caracterizado también por el hecho que si en este caso la etapa de comparación vuelve a establecer que al menos un producto situado en la última subzona podría no satisfacer el primer requisito de tratamiento o que, estando en ese momento a una temperatura menor que la temperatura predeterminada, podría no satisfacer el segundo requisito de tratamiento, la etapa de acción sobre los medios para establecer la temperatura del fluido conlleva fijar la temperatura del fluido inyectado en la última subzona en una primera temperatura de sobrecalentamiento que es mayor que la temperatura de plenamente funcional.
9. Método de control según una cualquiera de las precedentes reivindicaciones, caracterizado por el hecho que: -cuando la primera subzona corresponde a la penúltima subzona de la zona de tratamiento térmico, con referencia al recorrido de desplazamiento, las etapas de cálculo y de comparación son llevadas a cabo con referencia a una condición operativa del sistema con tratamiento de los productos situados en correspondencia de los puntos de referencia de la penúltima subzona usando fluido inyectado a una segunda temperatura de enfriamiento que es menor que la temperatura de plenamente funcional del fluido inyectado para esa subzona, desde ese momento hasta que salen de la penúltima subzona; estando caracterizado también por el hecho que: -conlleva una acción sobre los medios para establecer la temperatura del fluido inyectado en la penúltima subzona, para fijarla en su segunda temperatura de enfriamiento, cuando la etapa de comparación establece que todos los productos en la penúltima subzona satisfarán el primer y el segundo requisito de tratamiento.
10. Método de control según las reivindicaciones 3 y 9, caracterizado por el hecho que, cuando la segunda subzona corresponde a la antepenúltima subzona de la zona de tratamiento, con referencia al recorrido de desplazamiento, conlleva una acción sobre los medios para establecer la temperatura del fluido inyectado en la penúltima subzona, para fijar esta temperatura en una segunda temperatura de enfriamiento cuando la etapa de comparación establece que el primer y el segundo requisito de tratamiento también serán satisfechos por parte de todos los productos situados en la parte final de la antepenúltima subzona.
11. Método de control según la reivindicación 10, caracterizado por el hecho que por lo que concierne a los productos situados en la parte final de la antepenúltima subzona, la etapa de cálculo viene llevada a cabo con referencia a una condición operativa en la cual la temperatura del fluido inyectado en la antepenúltima subzona es mantenida en su nivel de plenamente funcional.
12. Método de control según la reivindicación 10 u 11, caracterizado por el hecho que la etapa de acción sobre los medios para establecer la temperatura del fluido inyectado en la penúltima subzona también tiene en cuenta los productos situados en la parte final de la antepenúltima subzona, únicamente cuando los productos se están desplazando a lo largo del sistema.
13. Método de control según la reivindicación 9, caracterizado por el hecho que si la etapa de comparación para la penúltima subzona establece que, con la temperatura del fluido inyectado en la penúltima subzona establecida en la segunda temperatura de enfriamiento, por lo menos un producto situado en la penúltima subzona podría no satisfacer el primer o el segundo requisito de tratamiento, se vuelven a repetir las etapas de cálculo y de comparación para la penúltima subzona con referencia a una condición operativa del sistema con tratamiento de los productos situados en correspondencia de los puntos de referencia de la penúltima subzona usando fluido inyectado a la temperatura de plenamente funcional al menos hasta que salen de la penúltima subzona, estando caracterizado también por el hecho que si en este caso la etapa de comparación vuelve a establecer que al menos un producto situado en la penúltima subzona podría no satisfacer el primer requisito de tratamiento o que, estando en ese momento a una temperatura menor que la temperatura predeterminada, podría no satisfacer el segundo requisito de tratamiento, la etapa de acción sobre los medios para establecer la temperatura del fluido inyectado en la penúltima subzona conlleva fijar dicha temperatura del fluido inyectado en la penúltima subzona en un segundo valor de sobrecalentamiento que es mayor que el nivel de plenamente funcional.
14. Método de control según una cualquiera de las precedentes reivindicaciones, caracterizado por el hecho que: -cuando la primera subzona corresponde a la antepenúltima subzona de la zona de tratamiento térmico, con referencia al recorrido de desplazamiento, y cuando la temperatura del fluido inyectado en la antepenúltima subzona viene establecida en una tercera temperatura de enfriamiento que es menor que su valor de plenamente funcional en esa subzona, las etapas de cálculo y de comparación para la antepenúltima subzona se llevan a cabo con referencia a la actual condición operativa del sistema; estando caracterizado también por el hecho que: -conlleva una acción sobre los medios para establecer la temperatura del fluido inyectado en la antepenúltima subzona, para fijarla en la temperatura de plenamente funcional, cuando la etapa de comparación establece que al menos uno de los productos dispuestos en la antepenúltima subzona no satisfará el primer o el segundo requisito de tratamiento.
15. Método de control según la reivindicación 14, caracterizado por el hecho que, cuando la temperatura del fluido inyectado en la antepenúltima subzona viene establecida en una tercera temperatura de enfriamiento que es menor que el valor de plenamente funcional de esa subzona, las etapas de cálculo y de comparación para la antepenúltima subzona se llevan a cabo únicamente con relación a los productos situados en la segunda mitad de la antepenúltima subzona.
16. Método de control según una cualquiera de las precedentes reivindicaciones, caracterizado por el hecho que: -cuando la primera subzona corresponde a la antepenúltima subzona de la zona de tratamiento térmico, con referencia al recorrido de desplazamiento, y cuando la temperatura del fluido inyectado en la antepenúltima subzona viene establecida en el valor de plenamente funcional de esa subzona, las etapas de cálculo y de comparación se llevan a cabo con referencia a una condición operativa del sistema con tratamiento de los productos situados en correspondencia de puntos de referencia de la antepenúltima subzona usando fluido inyectado a una tercera temperatura de enfriamiento que es menor que la temperatura de plenamente funcional para esa subzona, desde ese momento hasta que salen de la antepenúltima subzona; estando caracterizado también por el hecho que: -conlleva una acción sobre los medios para establecer la temperatura del fluido inyectado en la antepenúltima subzona, para fijarla en la tercera temperatura de enfriamiento, cuando la etapa de comparación establece que todos los productos dispuestos en la antepenúltima subzona satisfarán el primer y el segundo requisito de tratamiento.
17. Método de control según una cualquiera de las precedentes reivindicaciones, caracterizado por el hecho que: -cuando la primera subzona corresponde a la antepenúltima subzona de la zona de tratamiento térmico, con referencia al recorrido de desplazamiento, y cuando la temperatura del fluido inyectado en la antepenúltima subzona viene establecida en el valor de plenamente funcional de esa subzona, se lleva a cabo otra etapa de control durante la cual se calculan la tendencia térmica y la diferencia de unidades de pasteurización acumuladas entre los productos situados en correspondencia de dos puntos de referencia sucesivos de la antepenúltima subzona, estando caracterizado también por el hecho que: -conlleva una acción sobre los medios para establecer la temperatura del fluido inyectado en la antepenúltima subzona, para fijarla en una tercera temperatura de enfriamiento que es menor que la temperatura de plenamente funcional, cuando la etapa de control indica que la tendencia térmica o la diferencia de unidades de pasteurización acumuladas entre los productos situados en correspondencia de dos puntos de referencia adyacentes son mayores que los respectivos valores máximos predeterminados, y la etapa de comparación establece que el primer y el segundo requisito de tratamiento serán satisfechos por parte de todos los productos situados en la antepenúltima subzona dispuesta después de los puntos donde fueron superados los valores máximos predeterminados.
18. Método de control según la reivindicación 17, caracterizado por el hecho que la etapa de control se lleva a cabo únicamente con relación a los productos situados en la primera mitad de la antepenúltima subzona.
19. Método de control según una cualquiera de las precedentes reivindicaciones de 1 a 8, caracterizado por el hecho que cuando la zona de tratamiento térmico comprende únicamente dos subzonas, y cuando la primera subzona corresponde a la penúltima subzona de la zona de tratamiento térmico, con respecto al recorrido de desplazamiento, la penúltima subzona es administrada según está indicado en una cualquiera de las reivindicaciones de 14 a 17 con relación a la antepenúltima subzona.
20. Método de control según una cualquiera de las precedentes reivindicaciones, caracterizado por el hecho que: -cuando la primera subzona corresponde a una subzona dispuesta antes de la antepenúltima subzona de la zona de tratamiento térmico, con respecto al recorrido de desplazamiento, y cuando la temperatura del fluido inyectado en la primera subzona viene establecida en el valor de plenamente funcional de esa subzona, las etapas de cálculo y de comparación para esa primera subzona se llevan a cabo con referencia a una condición operativa del sistema con tratamiento de los productos situados en correspondencia de puntos de referencia de la primera subzona usando fluido inyectado a una cuarta temperatura de enfriamiento que es menor que la temperatura de plenamente funcional para esa subzona, desde ese momento hasta que salen de la primera subzona; estando caracterizado también por el hecho que: -conlleva una acción sobre los medios para establecer la temperatura del fluido inyectado en la primera subzona, para fijarla en la cuarta temperatura de enfriamiento, cuando la etapa de comparación establece que todos los productos dispuestos en la primera subzona satisfarán el primer y el segundo requisito de tratamiento.
21. Método de control según una cualquiera de las precedentes reivindicaciones, caracterizado por el hecho que: -cuando la primera subzona corresponde a la subzona dispuesta antes de la antepenúltima subzona de la zona de tratamiento térmico, con respecto al recorrido de desplazamiento, y cuando la temperatura del fluido inyectado en la primera subzona viene establecida en el valor de plenamente funcional de esa subzona, se lleva a cabo otra etapa de control durante la cual se calculan la tendencia térmica y la diferencia de unidades de pasteurización acumuladas entre los productos situados en correspondencia de dos puntos de referencia sucesivos de la primera subzona, estando caracterizado también por el hecho que: -conlleva una acción sobre los medios para establecer la temperatura del fluido inyectado en la primera subzona, para fijarla en una cuarta temperatura de enfriamiento que es menor que la temperatura de plenamente funcional, cuando la etapa de control indica que la tendencia térmica o la diferencia de unidades de pasteurización acumuladas entre los productos situados en correspondencia de dos puntos de referencia adyacentes son mayores que los respectivos valores máximos predeterminados, y la etapa de comparación establece que el primer y el segundo requisito de tratamiento serán satisfechos por parte de todos los productos situados en la primera subzona dispuesta después del punto donde fueron superados los valores máximos predeterminados.
22. Método de control según una cualquiera de las precedentes reivindicaciones de 1 a 18, caracterizado por el hecho que cuando la zona de tratamiento térmico comprende únicamente tres subzonas, y cuando la primera subzona corresponde a la antepenúltima subzona de la zona de tratamiento térmico, con respecto al recorrido de desplazamiento, la antepenúltima subzona es administrada como se ha indicado en la reivindicación 20 o 21 con respecto a las subzonas precedentes a la antepenúltima subzona.
23. Método de control según una cualquiera de las precedentes reivindicaciones, caracterizado por el hecho que, ante la falta de otras evaluaciones específicas, la temperatura del fluido inyectado en cada subzona es mantenida en su nivel de plenamente funcional.
24. Sistema pasteurizador que comprende: -medios para mover productos a pasteurizar por un recorrido de desplazamiento a lo largo del cual están dispuestos, en sucesión recíproca, al menos una zona de calentamiento (A), una zona de tratamiento térmico (B) y una zona de enfriamiento (C), la zona de tratamiento térmico estando dividida, a su vez, en una pluralidad de subzonas (K); -la zonas de calentamiento y enfriamiento y las subzonas de la zona de tratamiento térmico teniendo, además, cada una de ellas sus propios medios para inyectar fluido sobre los productos que pasan a través de dicha zona y sus propios medios para establecer la temperatura del fluido inyectado en dichas zonas o subzonas; -un sistema electrónico de control para el ciclo de pasteurización, operativamente asociado con la zona y las subzonas, el transportador, los medios para inyectar fluido y los medios para establecer la temperatura del fluido; el sistema pasteurizador estando caracterizado por el hecho que el sistema electrónico de control está programado de conformidad con el método de control según una de las precedentes reivindicaciones.
Patentes similares o relacionadas:
Método y sistema para tratar un producto, del 11 de Marzo de 2020, de The State of Israel - Ministry of Agriculture & Rural Development, Agricultural Research Organization (ARO) (Volcani Center): Un método de tratamiento de un producto agrícola , que comprende: proporcionar un recipiente que tiene una abertura dimensionada para […]
Planta de procesamiento de productos alimenticios con varios compartimentos cerrados, entre los cuales está dispuesto un transportador de recipientes, del 18 de Septiembre de 2019, de Hipp & Co: Planta de procesamiento de productos alimenticios con varios compartimentos cerrados (2 a 5), entre los cuales está dispuesto un transportador […]
Sistema de atemperado con depuración del líquido de proceso, del 18 de Febrero de 2019, de KRONES AG: Sistema de atemperado con depuración del líquido de proceso, con un equipo transportador de alimentación y evacuación (T1, T2) para […]
Esterilización por radiación electromagnética no ionizante en el envase, del 7 de Diciembre de 2018, de PEPSICO, INC.: Un procedimiento de esterilización que comprende: proporcionar un recipiente cerrado, comprendiendo el recipiente cerrado un producto de flujo […]
Prevención de la aglomeración de partículas durante los procesos de esterilización, del 2 de Noviembre de 2018, de PEPSICO, INC.: Un procedimiento para la esterilización por llenado en caliente de un envase que comprende: proporcionar un envase llenado en caliente que […]
Procedimiento para la regulación de la temperatura del agua en un túnel de pasteurización, del 17 de Agosto de 2016, de KRONES NORDIC APS: Procedimiento para la regulación de la temperatura del agua para el agua que se distribuye para la pasteurización sobre productos, teniéndose en cuenta, […]
 EQUIPO ESTERILIZADOR CONTINUO, del 20 de Agosto de 2015, de SURDRY S.L.: Equipo esterilizador continuo, que comprende un cuerpo esterilizador en donde se introduce un fluido térmico para esterilizar productos, estando los productos a esterilizar […]
EQUIPO ESTERILIZADOR CONTINUO, del 20 de Agosto de 2015, de SURDRY S.L.: Equipo esterilizador continuo, que comprende un cuerpo esterilizador en donde se introduce un fluido térmico para esterilizar productos, estando los productos a esterilizar […]
Sistema y método para el control de temperatura en una máquina de procesamiento por temperatura para recipientes de productos alimenticios, del 25 de Marzo de 2015, de Gebo Packaging Solutions Italy SRL: Un sistema de control para controlar una máquina para el procesamiento por temperatura de unos recipientes para productos alimenticios, la máquina incluye […]