MATRICES DE MOLDEO QUE COMPRENDEN UNA UNIDAD DE SUJECION DE UNA CUBIERTA Y METODO PARA VULCANIZACION DE UNA CUBIERTA.
Matrices de moldeo que comprenden una unidad (14) de sujeción de la cubierta como miembro constitutivo de ellas,
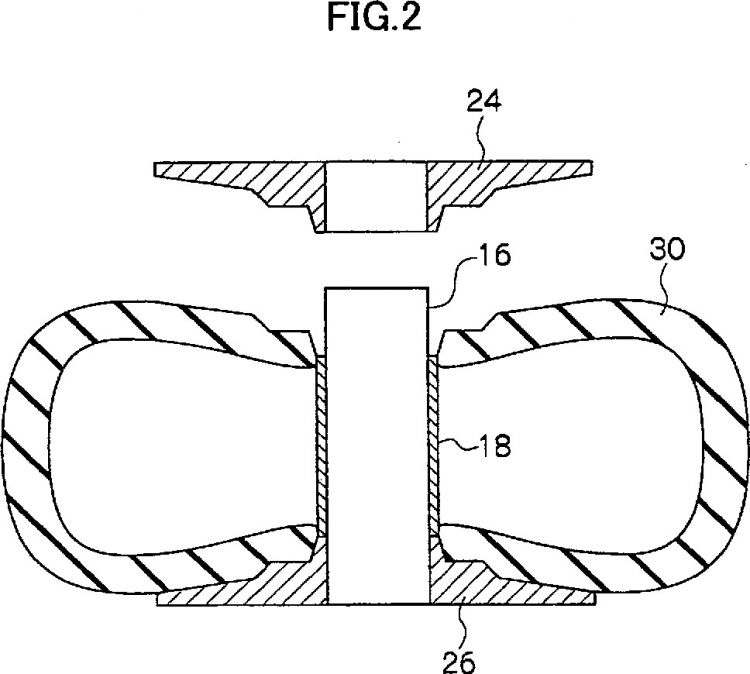
en las que la unidad de sujeción de la cámara comprende: un poste central (16) que está dispuesto en un centro de las matrices de moldeo (12) para vulcanización; una cámara de aire (18) que está montada en el poste central; y una parte (24) de la matriz superior central y una parte (26) de la matriz inferior central que forman una parte de las matrices de moldeo, y están montadas en el poste central sobre cualquier extremo lateral de la cámara de aire, respectivamente, siendo la parte (24) de la matriz superior central libremente montable y desmontable del poste central (16), caracterizada porque un borde exterior (26E) en una dirección radial de la parte (26) de la matriz inferior central está situada en un lado exterior en la dirección radial de la matriz de un lugar que corresponde a la mitad de la altura (H) de una sección de la cubierta de las matrices de moldeo (12)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2005/012458.
Solicitante: BRIDGESTONE CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 10-1, KYOBASHI 1-CHOME, CHUO-KU TOKYO 104-8340 JAPON.
Inventor/es: SUGIYAMA, TAKESHI.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Julio de 2005.
Fecha Concesión Europea: 8 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B29D30/00D
- B29D30/06B9
Clasificación PCT:
- B29C33/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › con medios de calentamiento o enfriamiento incorporados.
- B29C35/02 B29C […] › B29C 35/00 Calentamiento, enfriamiento o endurecimiento, p. ej. reticulación, vulcanización; Aparatos a este efecto (moldes con medios de calentamiento o de enfriamiento incorporados B29C 33/02; dispositivos para el endurecimiento de prótesis dentales de materia plástica A61C 13/14; antes del moldeo B29B 13/00). › Calentamiento o endurecimiento, p. ej. reticulación o vulcanización (vulcanización en frío B29C 35/18).
Países PCT: España, Francia, Luxemburgo.
Fragmento de la descripción:
El presente invento se refiere matrices de moldeo que tienen una unidad de sujeción de una cubierta no vulcanizada y a un método de vulcanización que usa la misma, y más particularmente se refiera a una matriz de moldeo que tiene una unidad de sujeción que es especialmente adecuada para una cubierta de poco peso, y a un método de vulcanización que usa la misma.
Para el moldeo por vulcanización de un neumático para uso en coches de viajeros, las matrices de moldeo de un tipo que son movidas solamente en una dirección para ser abiertas y cerradas se usan generalmente de forma que una cubierta no vulcanizada sujeta por una cámara de aire inflada es llevada y colocada en la matriz inferior. Sin embargo, en la fabricación de una cubierta de gran peso (una cubierta de gran masa), tal como la cubierta de un camión o la cubierta de un vehículo de construcción, si se usa este tipo de matriz de moldeo, se origina una deformación de la cubierta no vulcanizada debida a su propio peso, tal como inclinación, en el momento del transporte, lo que hace imposible acomodar satisfactoriamente la cubierta no vulcanizada en las matrices de moldeo, con el resultado de que no es posible conseguir una vulcanización uniforme. Por lo tanto, para un moldeo por vulcanización de este tipo de cubierta de gran peso, se usan las matrices de moldeo constituidas por tres miembros con tres compartimentos, una matriz superior, una matriz media, y una matriz inferior, siendo la matriz superior movida en la dirección vertical y la media en la dirección horizontal para abrir y cerrar las matrices (véase, por ejemplo, el documento de patente 1).
De aquí en adelante se describirá con referencia a un ejemplo y a un dibujo anejo una matriz de moldeo convencional para uso en la fabricación de cubiertas de gran peso.
Como se muestra en la Figura 5, una matriz de moldeo convencional 80 para vulcanizar una cubierta de gran peso incluye un poste central 86, una cámara de aire 88 montada en el poste central 86, una matriz superior 81 para moldear una de las caras laterales de la cubierta, una matriz inferior 89 para moldear la otra cara lateral, y una matriz media 85 para moldear una parte de la banda de rodadura.
Con el fin de realizar el moldeo por vulcanización con la matriz de moldeo 80, se coloca una cubierta no vulcanizada 90 en la matriz inferior 89, y las matrices se colocan en un estado cerrado usando la matriz media 85 y la matriz superior 81, y se realiza el moldeo por vulcanización. La presión interna de la cubierta no vulcanizada 90 se fija en un valor predeterminado por medio de la cámara de aire 88.
En el documento de patente 1: Solicitud Japonesa de Patente Nº 1-301233 hecha pública se llama también la atención sobre una explicación de los documentos JP-06-055541A, US-A-4030863, y JP-08-309755A.
Moviendo la matriz superior en la dirección vertical y la matriz media en la dirección horizontal de esta forma se han presentado los problemas de que la configuración del aparato se hace complicada; el diseño del patrón es limitado; y además se impide la mejora en la productividad. Además, se ha suscitado otro problema que, cuando la cubierta sin vulcanizar es llevada a la matriz inferior y colocada sobre ella, la cubierta sin vulcanizar tiende a deformarse bajo su propio peso.
El presente invento se ha hecho en vista de la situación expuesta anteriormente, y su objeto es proporcionar una matriz de moldeo que tenga una unidad de sujeción de uso adecuado, que permita que el moldeo por vulcanización sea realizado de forma eficiente, y que impida que la cubierta sin vulcanizar se deforme, y un método de vulcanización que use la misma.
El presente inventor ha observado que, al vulcanizar una cubierta para uso en coches de viajeros es efectivo controlar la presión de llenado de aire de la cámara de aire a un valor bajo con el fin de poder colocar uniformemente la cubierta sin vulcanizar en las matrices de moldeo. Sin embargo, una cubierta de gran peso es pesada, y así bajando la presión de llenado de aire de la cámara de aire se produce una deformación de la cubierta sin vulcanizar principalmente debido a la inclinación, lo que hace imposible realizar una vulcanización uniforme. Por lo tanto, para una cubierta de gran peso, la presión de llenado de aire de la cámara de aire no puede ser bajada.
Entonces, después de una intensa investigación, el presente inventor concibió el montaje de una parte de matriz tipo pestaña que se extiende desde el talón hasta la línea de borde en el poste central para realizar el moldeo y permitir que una cubierta sin vulcanizar de gran peso sea soportada por esta parte de la matriz de tipo pestaña durante el transporte. No obstante, el resultado fue que la inclinación fue sólo ligeramente disminuida, y el problema no quedaba resuelto.
Entonces, tras una intensa investigación, el presente inventor concibió ensanchar además la parte de matriz tipo pestaña, y siguió investigando hasta llegar al presente invento.
El invento de acuerdo con la reivindicación 1 proporciona unas matrices de moldeo que comprenden una unidad de sujeción de la cubierta como un miembro constitutivo de ellas, en el que la unidad que sujeta la cubierta comprende un poste central que está dispuesto en un centro de la matriz de moldeo por vulcanización; una cámara de aire que está montada en el poste central; y una parte de la matriz superior central y una parte de la matriz inferior central, que forman una parte de las matrices de moldeo, y están montadas en el poste central en cualquiera de los lados extremos de la cámara de aire, respectivamente, en el que la parte de la matriz superior central se puede montar y desmontar libremente del poste central, y un borde exterior en una dirección radial de la parte de la matriz inferior central está situada en un lado exterior en la dirección radial de un lugar que corresponde a la mitad de la altura de una sección de la cubierta de las matrices de moldeo.
La matriz inferior central puede ser discoidal o radial cuando es vista en la dirección del poste central.
Con el fin de usar las matrices de moldeo del invento de acuerdo con la reivindicación 1 para moldeo por vulcanización, el centro del poste de la unidad de sujeción de la cubierta se retira de la matriz de moldeo, y se acopla una cubierta sin vulcanizar en el poste central en un estado en el que la parte de la matriz inferior central está montada en este poste central.
A continuación, la parte de la matriz superior central se monta en el poste central, y se infla la cámara de aire en la cubierta sin vulcanizar hasta una presión de llenado de aire prescrita para soportar la cubierta sin vulcanizar desde el interior de la cubierta, con lo que la cubierta sin vulcanizar está sujeta por la unidad de sujeción de la cubierta.
A continuación, en un estado en el que la unidad de sujeción de la cubierta está orientada para ser cargada en las matrices de moldeo, esto es, en un estado en el que la parte de la matriz inferior central está en un lado inferior, y la parte de la matriz superior central está en un lado superior, la unidad de sujeción de la cubierta que sujeta la cubierta sin vulcanizar es transportada a las matrices de moldeo.
En este estado, el borde exterior en una dirección radial de la matriz (borde exterior radial de la matriz) de la parte de la matriz inferior central está situado en el exterior en una dirección radial de la matriz (dirección radial de la cubierta) de un lugar que corresponde a la mitad de la altura de la sección de la cubierta de las matrices de moldeo. Por ello, al realizar el transporte anteriormente mencionado, incluso si el peso de la cubierta sin vulcanizar es elevado se puede evitar la deformación de la cubierta sin vulcanizar bajo su propio peso, tal como la inclinación.
Si el borde exterior en dirección radial de la matriz de la parte de la matriz inferior central no estuviera situada en la dirección radial de la matriz fuera del sitio que corresponde a la mitad de la altura de la sección de las matrices de moldeo, la cubierta sin vulcanizar tendería a ser deformada bajo su propio peso, lo que no es deseable.
Por ello, incluso cuando la unidad de sujeción de la cubierta que ha sido transportada a las matrices de moldeo está cargada en las matrices de moldeo para moldeo por vulcanización, la vulcanización puede realizarse de forma uniforme y satisfactoria.
Con la unidad de sujeción de la cubierta, el borde exterior en dirección...
Reivindicaciones:
1. Matrices de moldeo que comprenden una unidad (14) de sujeción de la cubierta como miembro constitutivo de ellas, en las que la unidad de sujeción de la cámara comprende:
un poste central (16) que está dispuesto en un centro de las matrices de moldeo
(12) para vulcanización; una cámara de aire (18) que está montada en el poste central; y una parte (24) de la matriz superior central y una parte (26) de la matriz inferior
central que forman una parte de las matrices de moldeo, y están montadas en el poste central sobre cualquier extremo lateral de la cámara de aire, respectivamente, siendo la parte (24) de la matriz superior central libremente montable y desmontable del poste central (16), caracterizada porque un borde exterior (26E) en una dirección radial de la parte
(26) de la matriz inferior central está situada en un lado exterior en la dirección radial de la matriz de un lugar que corresponde a la mitad de la altura (H) de una sección de la cubierta de las matrices de moldeo (12).
2. Matrices de moldeo reivindicadas en la reivindicación 1, que se usan para moldeo por vulcanización de una cubierta de gran peso, en las que un miembro de la matriz que se apoya en las superficies exteriores de la cubierta está formado por una matriz superior (21) y una matriz inferior (29), constituyendo la parte (24) de la matriz superior central una parte de la matriz superior, y
constituyendo la parte (26) de la matriz inferior central una parte de la matriz inferior.
3. Un método de vulcanización de cubiertas que usa las matrices de moldeo de acuerdo con la reivindicación 2, que comprende: una cubierta sin vulcanizar (30) que se acopla al poste central (16) que ha sido retirado de las matrices de moldeo (12),
la cubierta sin vulcanizar, que está colocada entre la parte (24) de la matriz superior central y la parte (26) de la matriz inferior central, y siendo inflada la cámara de aire (18) en la cubierta sin vulcanizar con una presión de aire de inflado de 50 kPa
o inferior, con lo que la cubierta sin vulcanizar queda sujeta en la unidad de sujeción
(14) de la cubierta,
la unidad de soporte de la cubierta que es transportada hasta encima de la
matriz inferior (29), y que es bajada para cargar la cubierta sin vulcanizar y la unidad
de soporte de la cubierta sobre la matriz inferior, y
la matriz de moldeo que es cerrada para vulcanización.
Patentes similares o relacionadas:
 MOLDE DE CURADO DE NEUMÁTICOS, del 27 de Enero de 2011, de BRIDGESTONE CORPORATION: Un molde de curado para un neumático ; el molde de curado tiene forma de un cilindro hueco, e incluye: dos paredes laterales paralelas opuestas […]
MOLDE DE CURADO DE NEUMÁTICOS, del 27 de Enero de 2011, de BRIDGESTONE CORPORATION: Un molde de curado para un neumático ; el molde de curado tiene forma de un cilindro hueco, e incluye: dos paredes laterales paralelas opuestas […]
PROCEDIMIENTO DE FABRICACIÓN DE CUBIERTAS PARA NEUMÁTICOS, del 1 de Abril de 1963, de THE FIRESTONE TIRE & RUBBER COMPANY: Procedimiento de fabricación de cubiertas para neumáticos, caracterizado por comprender las etapas de colocar un elemento elástico de conformación y un artículo en […]
 DISPOSITIVO DE TOMA TELESCOPICA PARA TRANSFERIR UN PRODUCTO, del 29 de Marzo de 2010, de BRIDGESTONE CORPORATION: Un dispositivo de toma para transferir un producto ; el dispositivo de toma incluye: un bastidor ; un elemento de soporte alargado […]
DISPOSITIVO DE TOMA TELESCOPICA PARA TRANSFERIR UN PRODUCTO, del 29 de Marzo de 2010, de BRIDGESTONE CORPORATION: Un dispositivo de toma para transferir un producto ; el dispositivo de toma incluye: un bastidor ; un elemento de soporte alargado […]
Moldes de hueco de bajo CTE con superficie texturizada y método de fabricación y utilización de los mismos, del 29 de Julio de 2020, de Genius Solutions Engineering Company: Una herramienta de rotomoldeo que tiene una superficie texturizada, comprendiendo la herramienta: Una carcasa que tiene; una porción […]
Método y aparato para fabricación de un componente de pala de turbina eólica con temperatura de curado uniforme, del 7 de Noviembre de 2018, de VESTAS WIND SYSTEMS A/S: Un aparato de moldeo de un componente de pala de turbina eólica para fabricación de un componente de pala de turbina eólica que tiene una […]
Fabricación de una pala de rotor de una turbina eólica con calefacción bilateral, del 28 de Febrero de 2018, de Senvion GmbH: Procedimiento para la fabricación de un componente reforzado con fibras de una pala de rotor de una turbina eólica, en el que se coloca al menos un producto semiacabado […]
Procedimiento para la fabricación de un útil de moldeo, así como útil de moldeo fabricado por dicho procedimiento, del 25 de Octubre de 2017, de Airbus Defence and Space GmbH: Procedimiento de fabricación de útiles de moldeo para la fabricación de un útil de moldeo para la fabricación de piezas moldeadas de plástico que comprende: […]
Molde directo para palas de rotor para aerogeneradores, procedimiento de fabricación y utilización del molde, del 21 de Junio de 2017, de Senvion GmbH: Molde directo para palas de rotor para aerogeneradores, componentes de palas de rotor o secciones de pala de rotor, que comprende un bastidor de […]