INSTALACIÓN AUTOMATIZADA PARA CONSTRUIR GRANDES PIEZAS ESTRUCTURALES DE MATERIAL COMPOSITE Y PROCEDIMIENTO DE CONSTRUCCIÓN DE PIEZAS CON DICHA INSTALACIÓN.
Instalación automatizada para construir grandes piezas estructurales de material composite y procedimiento de construcción de· piezas con dicha instalación,
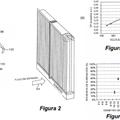
comprendiendo una máquina (1), en la que entre sendos soportes a modo de punto y contrapunto se dispone un molde (4) que es susceptible de ser girado para situar sucesivamente las caras laterales del mismo hacia arriba, aplicándose longitudinalmente sobre la cara situada en la parte superior, mediante respectivos carros de aplicación (5 y 6), hilos de fibra o mantas de fibra, con los cuales se forma sobre el mencionado molde (4) la pieza a obtener
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200901262.
Solicitante: IDEKO, S. COOP.
Nacionalidad solicitante: España.
Provincia: GUIPÚZCOA.
Inventor/es: ZATARAIN GORDOA,MIGUEL MARIA, LIZARRALDE DORRONSORO,RAFAEL.
Fecha de Solicitud: 21 de Mayo de 2009.
Fecha de Publicación: .
Fecha de Concesión: 3 de Octubre de 2011.
Clasificación PCT:
- B29C70/52 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › Pultrusión, es decir, formación y comprensión por tracción continua a través de una matriz.
Fragmento de la descripción:
Instalación automatizada para construir grandes piezas estructurales de material composite y procedimiento de construcción de piezas con dicha instalación.
Sector de la técnica
La presente invención está relacionada con la construcción de grandes piezas estructurales para construcción, obras civiles u obras públicas, proponiendo una instalación y un procedimiento que permiten la construcción de dichas piezas estructurales en material de fibra conocido como composite, salvando los inconvenientes por los que hasta ahora no se realizaban tales piezas en este tipo de material.
Estado de la técnica
En la construcción de puentes, acueductos, autopistas, etc., se utilizan grandes piezas estructurales prefabricadas, que alcanzan los 32 metros de longitud, las cuales se construyen convencionalmente de hormigón armado y pretensado, resultando dichas piezas, con tal construcción, de un peso que hace complicado el transporte y la manipulación de las mismas.
Los procesos de producción de dichas piezas estructurales, desarrollados hasta ahora, son además manuales y por tanto poco repetitivos, no garantizando sus resultados las características de diseño de las piezas estructurales que se fabrican.
Objeto de la invención
De acuerdo con la invención se propone una instalación que permite llevar a cabo la construcción de grandes piezas estructurales en material de composite, salvando los inconvenientes que existían hasta ahora para esa función, aplicándose la construcción de las piezas en dicha instalación según un procedimiento que permite obtener la formación de las piezas con unas características de efectividad constructiva y gran resistencia estructural.
La instalación preconizada consta de una máquina de formación de las piezas estructurales, que comprende dos soportes enfrentados, a modo de punto y contrapunto, entre los que se dispone un molde base para la formación de las piezas mediante extensión de hilos y mantas de fibras sobre él, disponiendo para ello la máquina de un carro aplicador de hilos de fibra y de un carro aplicador de mantas de fibra, con alimentación de los hilos de fibra desde un desbobinador y paso por un impregnador con resina viscosa, para establecer la alimentación hasta el carro aplicador a través de un almacén dinámico, mientras que las mantas de fibra se suministran desde una bobina incorporada en el propio carro aplicador, con medios de corte y de impregnación que también van incorporados en el mismo carro, complementándose la instalación con un horno telescópico capaz de extenderse en cubrimiento de toda la zona del moldeo, para el fraguado del material constructivo de las piezas estructurales.
Los carros de aplicación de los hilos y mantas de fibra, van incorporados en montaje de desplazamiento sobre unas guías longitudinales de la máquina de formación de las piezas estructurales, disponiendo el carro de aplicación de los hilos de fibra de un cabezal que es susceptible de movimiento a su vez en dirección transversal y en dirección vertical, para la extensión de los hilos de fibra longitudinalmente en cubrimiento de una de las caras del molde mediante una distribución de recorridos de ida y vuelta pasando por unos peines extremos; mientras que el carro aplicador de las mantas de fibra dispone de un cabezal que combina un movimiento de desplazamiento longitudinal con un movimiento de desplazamiento vertical, para la extensión de las mantas de fibra sobre las otras caras del contorno de las piezas estructurales.
El molde base que se utiliza para la formación de las piezas estructurales consta de un núcleo central resistente que se extiende axialmente en toda la longitud, alrededor del cual se disponen una placas que forman las caras laterales del molde, estableciéndose dichas placas distanciadas del núcleo central mediante cilindros hidráulicos y unidas en las aristas longitudinales del contorno del molde mediante unos cantos angulares, con envoltura de todo el conjunto mediante un plástico antiadherente.
De esta forma, mediante la regulación de los cilindros hidráulicos del montaje se puede determinar con precisión el contorno exterior del molde, mientras que mediante el repliegue de dichos cilindros hidráulicos se puede reducir la dimensión perimétrica del contorno del molde, para efectuar el desmoldeo de las piezas estructurales que se conforman sobre el mismo.
El desbobinador de los hilos de fibra dispone de una pluralidad de portabobinas, para el suministro de respectivos hilos de fibra, los cuales salen a través de unos correspondientes recorridos que incluyen una polea móvil asociada a un freno que actúa sobre el giro de la bobina para asegurar la tensión de salida del hilo, y otra polea móvil asociada a un cilindro gobernado por un control automático, para mantener igual la tensión de todos los hilos de fibra que se suministran desde las diferentes bobinas.
El impregnador de los hilos de fibra con resina consta de un rodillo motorizado, sobre el cual se apoyan los hilos de fibra en su recorrido hacia la máquina de formación de las piezas estructurales, yendo dicho rodillo parcialmente sumergido en un depósito de resina viscosa, de modo que con la resina que recoge en su periferia el rodillo, impregna a los hilos de fibra. Con un sistema "Doctor-blade" se regula la cantidad de resina depositada en el rodillo, de manera que mediante la selección de velocidad de giro del rodillo, aumenta o disminuye la cantidad de resina que recogen los hilos de fibra, ya que la velocidad de los mismos es constante.
El almacén dinámico consta de dos filas de poleas de paso de un cordón que se forma a la salida del impregnador con el conjunto de los hilos de fibra suministrados, yendo las poleas de las dos filas de este almacén dinámico en una disposición relativa al trasbolillo, y al menos una de las filas en montaje de desplazamiento transversal respecto de la otra fila, permitiendo así el enhebrado del cordón de hilos de fibra mediante paso directo por entre las dos filas de poleas, de forma que mediante el desplazamiento transversal de la fila móvil se obtiene un recorrido sinusoidal del cordón, que permite mantener constante la tensión de dicho cordón en su aplicación de construcción de las piezas estructurales sobre el molde de formación.
El carro de aplicación de las mantas de fibra consta por su parte de un portabobinas motorizado, desde el cual se suministra la manta a aplicar pasando por rodillos conductores y de presión, que controlan la tensión en distintos puntos del recorrido, yendo al final un rodillo que presiona a la manta de material de fibra contra la superficie de aplicación.
El procedimiento de formación de las piezas estructurales según la invención, se desarrolla formando la cara superior del contorno, mediante aplicación de un hilo o cordón de hilos de fibra en extensión longitudinal sobre el molde de formación, y formando las otras caras del contorno mediante aplicación de mantas de fibra, las cuales están formadas por fibras oblicuas a la dirección de la manta, con lo cual se obtiene una estructura tubular en la que la cara formada con hilos de fibra confiere a las piezas estructurales la resistencia necesaria contra la flexión o pandeo, mientras que la formación de las otras caras confiere la resistencia adecuada a los esfuerzos longitudinales y transversales.
La aplicación del material de fibra de formación de las piezas estructurales se realiza por capas sucesivas en las distintas caras, disponiéndose la cara de aplicación en cada caso hacia arriba, mediante giro del molde, y tras la aplicación de cada capa en cada una de las caras, antes de girar el molde se efectúa un atado envolvente sobre todo el contorno, mediante una luneta provista con carretes suministradores de hilos o cintas que se enrollan helicoidalmente sobre la pieza estructural en formación.
Una vez terminada la aplicación de las capas necesarias del material de formación, en las distintas caras de la pieza estructural, el conjunto se somete a una presión externa, mediante lunetas provistas de empujadores radiales hacia el interior, estando prevista la disposición de unas conchas de cara frontal plana y parte exterior abombada, que se colocan sobre las caras de la pieza estructural, con un encintado envolvente de plástico termoretráctil sobre las mismas, para hacer efectiva una presión de compactación uniforme sobre toda la superficie exterior de la pieza estructural, y en esa disposición la pieza estructural se somete a una temperatura que en combinación con la presión...
Reivindicaciones:
1. Instalación automatizada para construir grandes piezas estructurales de material composite, particularmente para la construcción de piezas estructurales de grandes dimensiones, caracterizada porque comprende una máquina (1) en la que entre sendos soportes (2 y 3), a modo de punto y contrapunto, se dispone un molde (4) susceptible de ser girado para colocar cualquiera de sus caras del contorno hacia arriba, sobre el cual es susceptible la aplicación de hilos de fibra (17) y mantas de fibra (34), mediante respectivos carros de aplicación (5 y 6) que van incorporados en montaje de desplazamiento sobre guías longitudinales (10) que se extienden a lo largo de la máquina (1); yendo por delante de dicha máquina (1) un conjunto de alimentación de los hilos de fibra (17) destinados para la aplicación en la formación de las piezas estructurales, comprendiendo un desbobinador (16) de suministro de hilos de fibra (17) secos, un impregnador (25) para impregnar los hilos secos (17) con resina viscosa y un almacén dinámico para mantener constante la tensión del suministro a la aplicación; mientras que en la parte posterior la máquina (1) se complementa con un horno telescópico (54), para aplicar la temperatura de curado del material de formación de las piezas estructurales.
2. Instalación automatizada para construir grandes piezas estructurales de material composite, de acuerdo con la primera reivindicación, caracterizada porque el molde (4) destinado para la formación de las piezas estructurales sobre él, consta de un núcleo resistente axial (50), alrededor del cual se disponen placas (51) que determinan las caras laterales para la aplicación del material de formación de las piezas estructurales, estableciéndose dichas placas (51) distanciadas del núcleo (50) mediante cilindros hidráulicos (52) susceptibles de retraimiento, y unidas en las aristas longitudinales de la forma exterior del molde mediante cantos angulares (53).
3. Instalación automatizada para construir grandes piezas estructurales de material composite, de acuerdo con la primera reivindicación, caracterizada porque el carro (5) de aplicación de hilos de fibra (17), consta de un cabezal (12) susceptible de desplazamiento transversal y vertical sobre el propio carro (5), para la extensión de los hilos de fibra (17) o un cordón formado con los mismos, en sentido longitudinal del molde (4), incorporando dicho cabezal (12) un ganchillo para llevar al hilo o cordón de hilos (17) en la extensión según recorridos de ida y vuelta entre unos peines extremos de la máquina (1).
4. Instalación automatizada para construir grandes piezas estructurales de material composite, de acuerdo con la primera reivindicación, caracterizada porque el carro (6) de aplicación de mantas de fibra (34), es desplazable longitudinalmente y posee un cabezal que es susceptible de desplazamiento vertical sobre él, comprendiendo dicho cabezal un portabobinas (31) motorizado, desde el cual se suministra, a partir de una bobina (33) una manta de fibra (34) que pasa por rodillos conductores (35) y conjuntos de presión (39-40), que controlan la tensión en distintos puntos del recorrido hacia un rodillo de aplicación (16), yendo incluidos en el transcurso del recorrido un mecanismo de corte de la manta de fibra (34) y unas unidades (38) de impregnación con resina.
5. Instalación automatizada para construir grandes piezas estructurales de material composite, de acuerdo con la primera reivindicación, caracterizada porque el desbobinador (16) de los hilos de fibra (17) consta de grupos de desbobinado formados por un portabobinas (18), desde el que, a partir de una respectiva bobina (19), el hilo de fibra (17) correspondiente sale por un recorrido de idas y vueltas que incluye una polea móvil (21) asociada a un freno de cuerda (22) que controla el giro de la bobina (19), y otra polea móvil (23) asociada a un cilindro de desplazamiento (24), que controla la tensión del hilo de fibra (17) saliente.
6. Instalación automatizada para construir grandes piezas estructurales de material composite, de acuerdo con la primera reivindicación, caracterizada porque el impregnador (25) de los hilos de fibra (17) consta de un rodillo (26) que se halla parcialmente sumergido en un depósito (27) de resina viscosa, estando dicho rodillo (26) dotado de una motorización de giro propia que es susceptible de regulación en velocidad, mientras que interiormente es hueco y se halla lleno de aceite calefactado que permite mantener constante la viscosidad de la resina que es arrastra por la superficie periférica en el giro, la cual se aplica a los hilos de fibra (17) que pasan apoyando sobre dicho rodillo (26) en su recorrido de circulación.
7. Instalación automatizada para construir grandes piezas estructurales de material composite, de acuerdo con la primera reivindicación, caracterizada porque el almacén dinámico (29) consta de de dos filas de poleas (39) dispuestas al tresbolillo, yendo al menos una de las filas en montaje de desplazamiento transversal respecto de la otra fila, para el enhebrado directo del hilo o cordón de hilos de fibra (17), en el paso hacia la máquina (1), por entre ambas filas de poleas (39), y la determinación posterior de un recorrido sinusoidal variable, para regular la tensión del hilo o cordón de hilos de fibra (17), mediante el desplazamiento trasversal de la fila móvil.
8. Procedimiento de fabricación de piezas estructurales de composite con la instalación de la primera reivindicación, caracterizado porque una de las caras del contorno de la pieza estructural a formar se realiza mediante aplicación de un hilo o cordón de hilos de fibra (17), mientras que las otras caras del contorno de la pieza estructural se realizan mediante aplicación de mantas de fibra (34), realizándose la aplicación del material en sucesivas capas superpuestas, con disposición en cada caso de la cara de aplicación hacia la parte superior, girando la pieza estructural en formación para pasar de la posición de aplicación sobre cada cara a la posición de aplicación sobre la cara siguiente.
9. Procedimiento de fabricación de piezas estructurales de composite, de acuerdo con la octava reivindicación, caracterizado porque después de la aplicación de cada capa de material sobre cada una de las caras de la pieza estructural en formación, y antes de pasar a la posición de aplicación sobre la cara siguiente, el conjunto de la pieza estructural se envuelve con un atado de sujeción del material aplicado, realizándose el atado mediante una o más lunetas (55) que son desplazables a lo largo de la disposición de la pieza estructural en formación y que poseen un anillo giratorio (56) provisto con carretes (57) suministradores de hilos o cintas de atado.
10. Procedimiento de fabricación de piezas estructurales de composite, de acuerdo con la octava reivindicación, caracterizado porque, una vez terminada la aplicación del material de formación, el conjunto de la pieza estructural formada se somete a un presión externa, para el curado del material de formación en combinación con la aplicación de calor, realizándose la aplicación de la presión externa mediante lunetas (60) provistas con cilindros (62) de empuje radial hacia el interior, estando prevista la disposición de unas conchas exteriormente abombadas, para determinar una presión uniforme sobre toda la superficie de las caras de la pieza estructural.
Patentes similares o relacionadas:
 Paleta de composite y procedimiento de fabricación de la misma, del 29 de Julio de 2020, de Ceco Environmental IP Inc: Una paleta para eliminar los líquidos arrastrados en una corriente de gas, la paleta que tiene un perfil susceptible de formación por pultrusión, que comprende:
[…]
Paleta de composite y procedimiento de fabricación de la misma, del 29 de Julio de 2020, de Ceco Environmental IP Inc: Una paleta para eliminar los líquidos arrastrados en una corriente de gas, la paleta que tiene un perfil susceptible de formación por pultrusión, que comprende:
[…]
Aparato de pultrusión, del 15 de Julio de 2020, de Hexcel Composites GmbH & CoKG: Aparato de pultrusión, que comprende: a) una parte para recibir fibras, b) una parte para inyectar resina en las fibras, […]
Dispositivo de fabricación y método de fabricación para cinta de resina termoplástica reforzada con fibra, del 27 de Mayo de 2020, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Un aparato para fabricar una cinta de resina termoplástica reforzada con fibra, comprendiendo el aparato: un dispositivo de impregnación de resina para impregnar un […]
Procedimiento en línea para la fabricación de un perfil de listón elástico para un somier, del 6 de Mayo de 2020, de OKE Group GmbH: Procedimiento en línea para la fabricación de un perfil de listón elástico para un somier, comprendiendo el perfil de listón elástico al menos […]
Sistema para fabricar piezas compuestas de manera aditiva, del 29 de Abril de 2020, de THE BOEING COMPANY: Sistema para fabricar de manera aditiva una pieza compuesta , comprendiendo el sistema : un conjunto de suministro , […]
Composición termoplástica con alta fluidez, del 12 de Febrero de 2020, de RHODIA OPERATIONS: Composición termoplástica con alta fluidez en estado fundido, que comprende como mínimo: (a) del 80 al 99.8 % en peso de matriz polimérica […]
SISTEMA Y METODO DE FABRICACION DE PERFILES ESTRUCTURALES MEDIANTE EL TRENZADO DE FIBRAS EN CONTINUO Y PERFIL ESTRUCTURAL OBTENIDO POR DICHO SISTEMA Y METODO, del 23 de Enero de 2020, de ZENIT POLIMEROS Y COMPOSITES, S.L: Sistema y método de fabricación de perfiles estructurales mediante el trenzado de fibras en continuo y perfil estructural obtenido por dicho sistema […]
SISTEMA Y MÉTODO DE FABRICACIÓN DE PERFILES ESTRUCTURALES MEDIANTE EL TRENZADO DE FIBRAS EN CONTINUO Y PERFIL ESTRUCTURAL OBTENIDO POR DICHO SISTEMA Y MÉTODO, del 17 de Enero de 2020, de ZENIT POLIMEROS Y COMPOSITES SL: Sistema y método de fabricación de perfiles estructurales mediante el trenzado de fibras en continuo y perfil estructural obtenido por dicho sistema y método. La […]