HORNO Y INSTALACION PARA LA FABRICACION DE RECIPIENTES ESTERILES A PARTIR DE PREFORMAS TERMOPLASTICAS DESCONTAMINADAS.
Horno (10) para acondicionamiento térmico de preformas de termoplástico,
en especial destinadas a equipar una instalación para fabricación de recipientes estériles, del tipo que comprende un dispositivo de transporte (30) de las preformas (12) que las hace girar alrededor de sus propios ejes y transportadas sucesivamente entre al menos:
una primera zona A, llamada zona de calentamiento de penetración, que comprende unos primeros medios de calentamiento (32) mediante radiación infrarroja (IR1) destinados a precalentar el cuerpo (14) de cada preforma (12) hasta una primera temperatura de consigna (TC1);
una segunda zona B, llamada de temporización e interpuesta en la trayectoria de las preformas (12) entre la primera zona A de calentamiento y una tercera zona C de calentamiento, que es recorrida por cada preforma (12) durante un período de tiempo (?t) determinado;
una tercera zona C, llamada de calentamiento de distribución, que comprende unos segundos medios de calentamiento (34) por radiación infrarroja (IR2) destinados a calentar el cuerpo (14) de cada preforma, según un perfil de calentamiento determinado, hasta una segunda temperatura establecida (TC2);
caracterizado por el hecho de que el horno (10) comprende medios de esterilización (76, 78, 80) mediante emisión de radiación ultravioleta (UV), dispuestos en la segunda zona intermedia B de temporización para esterilizar al menos la superficie externa (28) del cuerpo (14) de la preforma (12) hasta un grado de descontaminación determinado
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/061458.
Solicitante: SIDEL PARTICIPATIONS.
Nacionalidad solicitante: Francia.
Dirección: AVENUE DE LA PATROUILLE DE FRANCE,76930 OCTEVILLE SUR MER.
Inventor/es: ADRIANSENS, ERIC.
Fecha de Publicación: .
Fecha Concesión Europea: 10 de Marzo de 2010.
Clasificación Internacional de Patentes:
- A61L2/04 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61L PROCEDIMIENTOS O APARATOS PARA ESTERILIZAR MATERIALES U OBJECTOS EN GENERAL; DESINFECCION, ESTERILIZACION O DESODORIZACION DEL AIRE; ASPECTOS QUIMICOS DE VENDAS, APOSITOS, COMPRESAS ABSORBENTES O ARTICULOS QUIRURGICOS; MATERIALES PARA VENDAS, APOSITOS, COMPRESAS ABSORBENTES O ARTICULOS QUIRURGICOS (conservación de cuerpos o desinfección caracterizada por los agentes empleados A01N; conservación, p. ej. esterilización de alimentos o productos alimenticios A23; preparaciones de uso medico, dental o para el aseo A61K). › A61L 2/00 Procedimientos o aparatos para desinfectar o esterilizar materiales u objetos distintos a los productos alimenticios y a las lentes de contacto; Sus accesorios (pulverizadores de desinfectantes A61M; esterilización de envases o del contenido del envase asociado a su contenedor B65B 55/00; tratamiento del agua, agua residual o de alcantarilla C02F; desinfección del papel D21H 21/36; dispositivos de desinfección para retretes E03D; artículos que incluyen accesorios para la desinfección, ver las subclases apropiadas para estos artículos, p. ej. H04R 1/12). › Calor (A61L 2/08 tiene prioridad).
- A61L2/10 A61L 2/00 […] › Ultravioleta.
- A61L2/20 A61L 2/00 […] › Sustancias gaseosas, p. ej. vapores.
- B29C49/64B
- B29C49/68 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Hornos especialmente adaptados para calentar preformas o parisones.
Clasificación PCT:
- A61L2/04 A61L 2/00 […] › Calor (A61L 2/08 tiene prioridad).
- A61L2/10 A61L 2/00 […] › Ultravioleta.
- A61L2/20 A61L 2/00 […] › Sustancias gaseosas, p. ej. vapores.
- B29C49/64 B29C 49/00 […] › Calentamiento o enfriamiento de las preformas, parisones o de objetos soplados.
- B29C49/68 B29C 49/00 […] › Hornos especialmente adaptados para calentar preformas o parisones.
Fragmento de la descripción:
Horno y instalación para la fabricación de recipientes estériles a partir de preformas termoplásticas descontaminadas.
La invención se refiere a un horno y a una instalación para la fabricación de recipientes estériles a partir de preformas termoplásticas descontaminadas.
La presente invención se refiere generalmente al sector de esterilización (o descontaminación) de preformas termoplásticas, en especial aquellas hechas de tereftalato de polietileno (PET), destinadas a la fabricación de recipientes, tales como botellas, frascos o similares, mediante un proceso de moldeado por soplado o moldeado por soplado estirado de una preforma previamente acondicionada con calor en un horno.
Uno de los aspectos de la invención se relaciona con un horno para acondicionar con calor preformas termoplásticas destinadas a la fabricación de recipientes de cuerpo hueco mediante moldeo por soplado o moldeo por soplado estirado que comprende un dispositivo de transporte de las preformas que se hacen girar alrededor de sus propios ejes y sucesivamente se transportan entre al menos:
- una primera zona, que se llamará una zona de calentamiento de penetración, que comprende un primer medio para calentamiento mediante radiación infrarroja destinada a precalentar el cuerpo de cada preforma hasta una primera temperatura de consigna;
- una segunda zona, que es una zona intermedia, llamada de temporización, interpuesta en la trayectoria de las preformas entre la primera zona, que es una zona de calentamiento, y una tercera zona, que es una zona de calentamiento, es recorrida por cada preforma durante un período determinado;
- la tercera zona, llamada zona de calentamiento de distribución, que comprende unos segundos medios para calentar mediante radiación infrarroja, destinada a calentar el cuerpo de cada preforma, según un perfil de calentamiento determinado, hasta una segunda temperatura de consigna.
Existen muchos hornos conocidos de este tipo, en particular para el calentamiento de una preforma mediante radiación infrarroja con la finalidad de acondicionarla térmicamente con la finalidad de moldearla, es decir, convertirla mediante moldeo por soplado en un recipiente, tal como una botella, y este tipo de horno es luego integrado en una instalación para la fabricación de la cual constituye una de las unidades principales.
Los documentos EP-A-0,630,099 o EP-A-0,564,354, describen respectivamente ejemplos de un horno para acondicionamiento térmico del cuerpo de una preforma destinada a la fabricación de un recipiente.
Se sabe que las preformas destinadas a la fabricación de recipientes estériles o descontaminados en una instalación se tratan ventajosamente al principio del proceso de fabricación de los recipientes, antes que al final del proceso de fabricación después de que el recipiente se ha obtenido mediante moldeo por soplado, debido a que esto reduce la cantidad de producto de esterilización usada, siendo la cantidad en parte una función del área superficial que se va a descontaminar.
Otro aspecto de la invención se refiere a una instalación para la fabricación de recipientes estériles, a partir de una preforma termoplástica descontaminada, que generalmente comprende al menos:
- un dispositivo para alimentación de preformas;
- una unidad para acondicionamiento térmico que comprende un dispositivo de transporte de preformas que se hacen girar alrededor de sus propio ejes y se transportan a través de al menos un horno destinado a calentar cada preforma con la finalidad de moldearla; y
- una unidad para moldeo que comprende al menos un molde y un dispositivo asociado para el soplado destinado a convertir cada preforma en un recipiente con cuerpo hueco.
Se conocen muchas instalaciones conocidas para la fabricación de recipientes estériles de este tipo mediante moldeo por soplado o moldeo por soplado estirado, que comprenden adicionalmente medios de esterilización de estas preformas, por ejemplo mediante un método químico, en especial humedeciendo las superficies que se van a descontaminar empapandolas en una solución de esterilización, tal como una solución de peróxido de hidrógeno (H2O2).
El documento WO-A-99/03667 describe, por ejemplo, un proceso para la fabricación de recipientes estériles y una instalación para operar este proceso.
La instalación mostrada en la figura 5 de ese documento comprende principalmente un dispositivo para alimentación de preformas, una unidad para acondicionamiento térmico que comprende un dispositivo de transporte de preformas a través de al menos un horno destinado a calentar cada preforma con la finalidad de moldearla, y una unidad para moldeo que comprende al menos un molde y un dispositivo asociado para el soplado destinado a convertir cada preforma en un recipiente con cuerpo hueco final.
En esta instalación, las preformas se tratan por medios de esterilización, aguas arriba del horno para calentamiento de la preforma, de tal manera que descontaminen la superficie cilíndrica de la pared interna de la preforma.
La pared interna de la preforma corresponde a la pared interna del recipiente con cuerpo hueco destinado a ser fabricado mediante moldeo por soplado a partir de la preforma, y por lo tanto la pared interna de la preforma delimita el volumen interior del recipiente destinado al llenado final, por ejemplo con un líquido determinado en el caso de una botella o un frasco.
El medio para esterilización descrito en ese documento comprende en especial un producto de esterilización tal como una solución de peróxido de hidrógeno (H2O2), que se activa térmicamente mediante calor por los medios de calentamiento del horno, antes de ser eliminado por evaporación.
Con esta finalidad, los medios de esterilización comprenden un aspersor constituido por un cañón de aspersión que permite el humedecimiento del interior de las preformas con producto de esterilización "frío", es decir, uno que no se ha calentado previamente y, por lo tanto, está en estado líquido.
El cañón es típicamente un cañón bifluido que comprende una boquilla para líquido y una boquilla para aire que forman un conjunto de proyección circular que se puede colocar aguas arriba de la trayectoria de las preformas para nebulizar producto de esterilización.
La niebla de producto de esterilización se forma mediante una nube de gotas que se proyecta por el cañón en la dirección del interior de la preforma en flujo turbulento.
Se ha descubierto que este tipo de flujo turbulento de producto de esterilización dentro de la preforma conduce a una distribución no homogénea de gotas en la pared interna de la preforma.
Efectivamente, el uso de un cañón de aspersión se caracteriza en particular por un régimen de flujo elevado de producto de esterilización, siendo este obtenido mediante compresión de un gas, tal como aire comprimido a presiones de alrededor de 2 a 3 bar, produciendo de este modo el flujo turbulento.
Sin embargo, el flujo turbulento conduce a una deposición no homogénea de gotas residuales de producto de esterilización en las paredes internas de las preformas. Además, las gotas de producto de esterilización forman un exceso que no se vaporiza totalmente durante el calentamiento.
Por lo tanto, estas gotas de producto de esterilización provocan en primer lugar un ataque químico local en el material de la preforma, generalmente hecha de tereftalato de polietileno (PET) y en segundo lugar, durante el calentamiento de las preformas, producen un efecto de lente de aumento sobre la radiación térmica usada en el proceso de calentamiento, y esto ocasiona que aparezcan manchas en las paredes de los recipientes, por ejemplo botellas, resultantes de las preformas tratadas.
La aparición de estas manchas en las paredes de las botellas es un defecto visual del producto que también en ocasiones se denomina "apariencia de cáscara de naranja".
Además, la cantidad de solución de esterilización que se puede usar es limitada por obligaciones legales de eliminación la solución de esterilización, siendo el residuo absoluto máximo aceptable restos muy diminutos de la solución en el recipiente esterilizado, con el objetivo particular de que la cantidad de solución de esterilización encontrada en el líquido destinado a llenar el recipiente no esté por encima del límite legal.
Consecuentemente, los recipientes fabricados mediante...
Reivindicaciones:
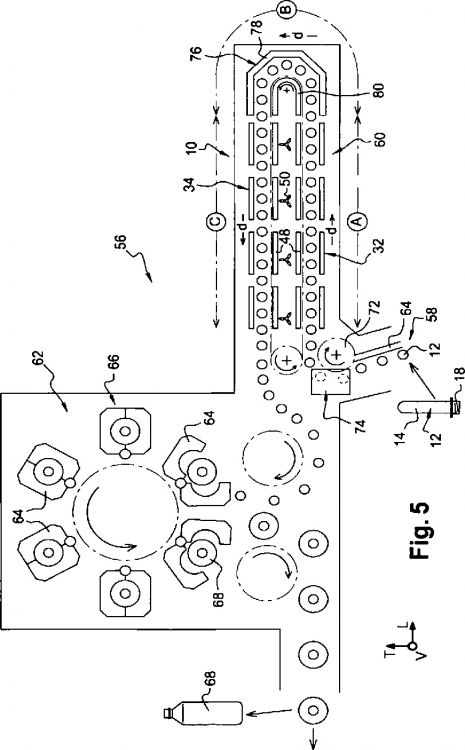
1. Horno (10) para acondicionamiento térmico de preformas de termoplástico, en especial destinadas a equipar una instalación para fabricación de recipientes estériles, del tipo que comprende un dispositivo de transporte (30) de las preformas (12) que las hace girar alrededor de sus propios ejes y transportadas sucesivamente entre al menos:
una primera zona A, llamada zona de calentamiento de penetración, que comprende unos primeros medios de calentamiento (32) mediante radiación infrarroja (IR1) destinados a precalentar el cuerpo (14) de cada preforma (12) hasta una primera temperatura de consigna (TC1);
una segunda zona B, llamada de temporización e interpuesta en la trayectoria de las preformas (12) entre la primera zona A de calentamiento y una tercera zona C de calentamiento, que es recorrida por cada preforma (12) durante un período de tiempo (?t) determinado;
una tercera zona C, llamada de calentamiento de distribución, que comprende unos segundos medios de calentamiento (34) por radiación infrarroja (IR2) destinados a calentar el cuerpo (14) de cada preforma, según un perfil de calentamiento determinado, hasta una segunda temperatura establecida (TC2);
caracterizado por el hecho de que el horno (10) comprende medios de esterilización (76, 78, 80) mediante emisión de radiación ultravioleta (UV), dispuestos en la segunda zona intermedia B de temporización para esterilizar al menos la superficie externa (28) del cuerpo (14) de la preforma (12) hasta un grado de descontaminación determinado.
2. Horno según la reivindicación 1, caracterizado por el hecho de que el horno (10) comprende medios reflejantes (80), tales como unos reflectores, dispuestos en la segunda zona intermedia B de temporización, frente a los medios de esterilización (76) mediante radiación ultravioleta (UV), tales como unas lámparas (78), de tal manera que reflejen selectivamente la radiación ultravioleta emitida en la dirección de las preformas (12) que circulan entre los medios de esterilización (UV) y los medios reflejantes (80).
3. Horno (10) según la reivindicación 1 ó la 2, del tipo que comprende un dispositivo de refrigeración (50) de las preformas por circulación de una corriente de aire (F) alrededor de las preformas (12), caracterizado por el hecho de que la radiación ultravioleta (UV) emitida por los medios de esterilización (76) en la segunda zona intermedia B de temporización esterilizan el aire que circula alrededor de las preformas (12).
4. Horno (10) según cualquiera de las reivindicaciones anteriores, caracterizado por el hecho de que el dispositivo de transporte (30) comprende medios para sujetar (42) el cuello (18) de cada preforma (12), que comprenden al menos un núcleo interno que penetra axialmente hacia el interior del cuello (18) de la preforma (12) de tal manera que la radiación ultravioleta (UV) emitida por los medios de esterilización (76) irradian completamente el cuello (18) de la preforma (12).
5. Instalación (56) para la fabricación de recipientes estériles (68) a partir de una preforma (12) de termoplástico descontaminada, que comprende al menos:
un dispositivo de alimentación (58) de preformas;
una estación de acondicionamiento térmico (60) que comprende un dispositivo de transporte (30) de preformas a través de al menos un horno (10) destinado a calentar cada preforma (12) con vistas a su moldeo; y
una estación de moldeado (62) destinada a transformar cada preforma (12) en un recipiente (68) con cuerpo hueco;
caracterizada por el hecho de que el horno (10) de acondicionamiento térmico comprende:
unos primeros medios de calentamiento (32) destinados a descontaminar al menos la superficie externa (28) del cuerpo (14) de la preforma (12) precalentando el cuerpo (14) de cada preforma (12) hasta una primera temperatura de consigna (TC1);
unos medios de esterilización (76) mediante emisión de radiación ultravioleta (UV) destinados a descontaminar al menos la superficie externa (28) del cuerpo (14) de la preforma (12) mediante irradiación de la preforma (12) expuesta durante un período (?t) determinado a la radiación ultravioleta (UV) emitida por los medios de esterilización; y
unos segundos medios de calentamiento (34) destinados a descontaminar al menos la superficie externa (28) del cuerpo (14) de la preforma (12) mediante calentamiento del cuerpo (14) de cada preforma (12) hasta una segunda temperatura de consigna (TC2),
de tal manera que se esterilice al menos la superficie externa (28) del cuerpo (14) de la preforma (12) hasta un grado de descontaminación determinado.
6. Instalación (56) según la reivindicación 5, caracterizada por el hecho de que comprende, aguas arriba del horno (10) de acondicionamiento térmico, una estación para esterilización que comprende un dispositivo de proyección de producto de esterilización provisto de al menos una boquilla capaz de proyectar, en la forma de un chorro de vapor, un flujo de producto de esterilización hacia la abertura (22) del cuello (18) de cada preforma (12), cuya temperatura T0) es inferior a la temperatura de condensación (TC) del producto de esterilización, de tal manera que se deposite por condensación sobre al menos la pared interna (26) de la preforma (12), una película de condensación aproximadamente uniforme de producto de esterilización, destinado a esterilizar al menos la pared interna (26).
7. Instalación (56) según la reivindicación 6, caracterizada por el hecho de que la primera temperatura de precalentamiento (TC1) y/o la segunda temperatura de calentamiento (TC2) del cuerpo (14) de la preforma (12) en el horno (10) son superiores a o iguales a la temperatura de activación (Ta) del producto de esterilización, para esterilizar la pared interna (26) de la preforma (12) mediante activación del producto de esterilización mediante calentamiento.
8. Instalación (56) según la reivindicación 7, caracterizada por el hecho de que la primera temperatura de precalentamiento (TC1) y/o la segunda temperatura de calentamiento (TC2) del cuerpo de la preforma (12) en el horno (10) son superiores a la temperatura de evaporación (Te) del producto de esterilización, para eliminar por evaporación el producto de esterilización activado mediante calentamiento.
Patentes similares o relacionadas:
Línea y método de embotellado, del 8 de Julio de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende: - al menos una unidad de moldeo para la fabricación de preformas […]
Sistema de movimiento de contenedores entre unidades operativas, del 19 de Febrero de 2020, de SMI S.P.A.: Un sistema de movimiento de contenedores hasta y desde una unidad de procesamiento de dichos contenedores, que comprende: - un carrusel rotativo en […]
Método y dispositivo de fabricación de un recipiente con un asa integral, del 5 de Junio de 2019, de DT Inventions: Un método para formar un recipiente con un asa integral , que comprende: calentar una preforma que tiene un asa integral […]
Planta de calentamiento para preformas de recipientes, del 8 de Mayo de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Una planta de calentamiento para preformas de material plástico , que comprende: - al menos un túnel (3, 3') para el paso de una pluralidad de preformas […]
Planta para la fabricación de recipientes de material termoplástico, del 4 de Abril de 2018, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Una planta para fabricar recipientes de material termoplástico en un ciclo continuo que comprende: - una máquina de moldeo configurada para fabricar preformas […]
Línea de embotellado y método, del 25 de Octubre de 2017, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Una línea de embotellado de ciclo continúo para recipientes de material termoplástico, que comprende: - al menos 5 una unidad de moldeo para fabricar […]
 Sistemas de calentamiento para horno para preformas, del 23 de Marzo de 2016, de SMI S.P.A.: Un módulo de calentamiento para hornos para el calentamiento de preformas (P), en el que dichas preformas (P) comprenden un cuerpo […]
Sistemas de calentamiento para horno para preformas, del 23 de Marzo de 2016, de SMI S.P.A.: Un módulo de calentamiento para hornos para el calentamiento de preformas (P), en el que dichas preformas (P) comprenden un cuerpo […]
 Procedimiento y dispositivo para el calentamiento de preformas, del 1 de Agosto de 2012, de KOSME GESELLSCHAFT MBH (100.0%): Procedimiento para el calentamiento de preformas termoplásticas, tubulares para la fabricación de cuerpos huecos formados por recipientes […]
Procedimiento y dispositivo para el calentamiento de preformas, del 1 de Agosto de 2012, de KOSME GESELLSCHAFT MBH (100.0%): Procedimiento para el calentamiento de preformas termoplásticas, tubulares para la fabricación de cuerpos huecos formados por recipientes […]