HERRAMIENTA DE CORTE HECHA DE UN MATERIAL SINTERIZADO A ULTRA ALTA PRESIÓN, BASADO EN NITRURO DE BORO CÚBICO REVESTIDO SUPERFICIALMENTE.
Una herramienta de corte hecha de un material sinterizado a ultra-alta presión,
basado en nitruro de boro cúbico revestido superficialmente, que comprende: un cuerpo principal cortante consistente en un material sinterizado a ultra-alta presión, formado por sinterización a ultra-alta presión de un material compacto que tiene una composición, en % en masa, de 13 a 30% de nitruro de titanio, 6,5 a 18% de aluminio y/o óxido de aluminio, y el resto de nitruro de boro, mostrando el cuerpo principal, bajo una observación que usa un microscopio electrónico de barrido, una textura tal que está presente un producto de reacción de sinterización a ultra-alta presión en la interfase entre una fase de nitruro de boro cúbico, que constituye una fase dispersa, y una fase de nitruro de titanio que constituye una fase continua; y una capa dura de revestimiento que es depositada desde una fase vapor sobre la superficie del cuerpo principal y tiene una capa inferior de un espesor medio de capa en el intervalo de 1,5 a 3 μm, y una capa superior de un espesor medio de capa en el intervalo de 0,3 a 3 μm, en la que: la capa inferior de la capa dura de revestimiento consiste en un nitruro de Ti, Al y Si, que tiene una composición de [Ti1-X-YAlXSiY]N, donde X está en un intervalo de 0,40 a 0,60, e Y está en el intervalo de 0,02 a 0,10 en una relación atómica; y la capa superior de la capa dura de revestimiento depositada desde una fase vapor sobre la superficie de la capa inferior, comprende al menos una capa delgada A consistente en nitruro de Ti, Al y Si, que tiene la composición de [Ti1-X-YAlXSiY]N, donde X está en un intervalo de 0,40 a 0,60, e Y está en el intervalo de 0,02 a 0,10 en una relación atómica, y al menos una capa delgada B consistente en un nitruro de Ti (TiN), y tiene una estructura en la que la capa delgada A y la capa delgada B están estratificadas alternativamente de forma que el espesor medio de cada una de las capas individuales está en el intervalo de 0,05 a 0,3 μm
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07108808.
Solicitante: MITSUBISHI MATERIALS CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 5-1, OTEMACHI 1-CHOME CHIYODA-KU TOKYO JAPON.
Inventor/es: TAKAOKA,HIDEMITSU, TAJIMA,ITSUROU.
Fecha de Publicación: .
Fecha Solicitud PCT: 24 de Mayo de 2007.
Fecha Concesión Europea: 18 de Agosto de 2010.
Clasificación Internacional de Patentes:
- C22C26/00 QUIMICA; METALURGIA. › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22C ALEACIONES (tratamiento de alegaciones C21D, C22F). › Aleaciones que contienen diamante.
- C23C14/00F
- C23C14/02A2
- C23C14/06F
- C23C14/32A
- C23C30/00B
Clasificación PCT:
- C23C14/06 C […] › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 14/00 Revestimiento por evaporación en vacío, pulverización catódica o implantación de iones del material que constituye el revestimiento. › caracterizado por el material de revestimiento (C23C 14/04 tiene prioridad).
- C23C30/00 C23C […] › Revestimiento con materiales metálicos, caracterizado solamente por la composición del material metálico, es decir, no caracterizado por el proceso de revestimiento (C23C 26/00, C23C 28/00 tienen prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Herramienta de corte hecha de un material sinterizado a ultra alta presión, basado en nitruro de boro cúbico revestido superficialmente.
Antecedentes de la invención
La presente invención se refiere a una herramienta de corte hecha de un material sinterizado a ultra-alta presión, basado en nitruro de boro cúbico revestido superficialmente (de ahora en adelante referida como herramienta sinterizada basada en cBN, revestida superficialmente) que comprende un cuerpo de la herramienta de corte hecho de un material sinterizado a ultra-alta presión, basado en nitruro de boro cúbico, y una capa dura de revestimiento proporcionada sobre la superficie del cuerpo de la herramienta de corte, que comprende una capa dura de revestimiento que tiene una dureza a alta temperatura, resistencia a alta temperatura, resistencia al calor y resistencia a la formación de mellas en la arista excelentes, y que también puede exhibir una excelente resistencia a la formación de mellas en la arista y mantener unas excelentes prestaciones (por ejemplo, proporcionando un excelente acabado superficial de de la pieza de trabajo) durante un prolongado periodo de tiempo, incluso en una operación de alta velocidad de corte de un acero duro, como por ejemplo un acero aleado o un acero para rodamientos.
Se reivindica prioridad sobre la Solicitud de Patente Japonesa Nº 2006-147300, presentada el 26 de mayo de 2006.
Una herramienta sinterizada basada en cBN, revestida superficialmente, incluye una pieza complementaria que está unida, de forma que se pueda desmontar, a la punta de la herramienta de corte para el torneado de las piezas de trabajo hechas de diversos tipos de acero o de hierro colado, y una pieza complementaria del tipo de fresa radial que está unida con una pieza complementaria giratoria, de forma que se pueda desmontar, y se usa en el biselado, ranurado, y rebordeado de las piezas de trabajo, de una manera similar a la de una fresa radial no desmontable.
Una constitución conocida de herramientas sinterizadas basadas en cBN, revestidas superficialmente, incluye un cuerpo de la herramienta hecho de diversos materiales sinterizados a ultra-alta presión, basados en nitruro de boro cúbico y revestidos superficialmente (de ahora en adelante referido como material sinterizado basado en cBN) y una capa de revestimiento superficial, como por ejemplo una capa de nitruro de titanio (TiN), o una capa de nitruro de titanio, aluminio y silicio ([Ti,Al,Si]N) formada por deposición de vapor sobre la superficie del cuerpo de la herramienta. Se sabe también que estas herramientas sinterizadas basadas en cBN, revestidas superficialmente, se usan para cortar piezas de trabajo, hechas de diversos tipos de acero o de hierros colados (Patente Japonesa Nº 3460288).
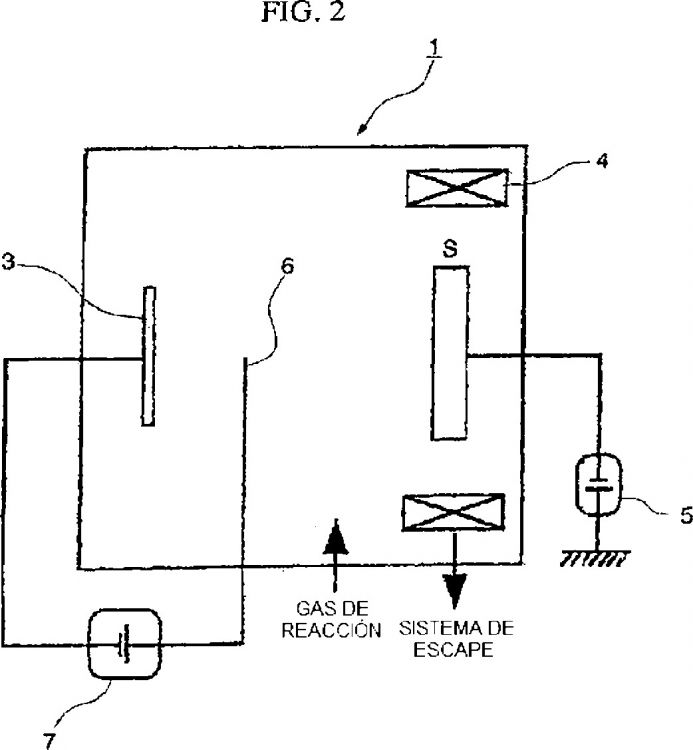
También se sabe que la herramienta sinterizada basada en cBN, revestida superficialmente, anteriormente descrita, se puede fabricar aplicando un revestimiento sobre la superficie del cuerpo S de la herramienta con una capa de una composición adecuada, por ejemplo una capa de TiN, o una capa de [Ti,Al,Si]N usando un aparato para recubrimiento por electrodeposición iónica mediante arco, como una variación de un aparato de deposición física de vapor, ilustrado esquemáticamente mediante las Figuras 1A y 1B. Por ejemplo, la capa de revestimiento superficial se puede formar colocando el cuerpo de la herramienta en el aparato para recubrimiento por electrodeposición iónica mediante arco; generando la descarga del arco mediante el suministro de una corriente de 90 A entre los ánodos 61, 62 y los cátodos (fuente de evaporación) 31, 32 consistentes en una aleación metálica de Ti-Al-Si de una composición predeterminada, donde la temperatura ambiente se mantiene, por ejemplo, a 500ºC mediante un calefactor, mientras que se introduce en el aparato gas nitrógeno como gas de reacción para conseguir una atmósfera de reacción con una presión de 2 Pa, y se aplica al cuerpo de la herramienta un voltaje de polarización de, por ejemplo, -100 V (Patente Japonesa Nº 2793773).
Recientemente, se han hecho notables desarrollos tanto en el diseño como en la instalación de la Automatización Industrial (FA) (del inglés; Factory Automatization) de los aparatos de corte. Por otro lado, todavía hay fuertes demandas de ahorro de trabajo, ahorro de energía y reducción de costes en las operaciones de corte. Por lo tanto, además de una operación de corte bajo condiciones ordinarias, hay una demanda creciente de una operación de corte bajo condiciones de corte a alta velocidad. La herramienta sinterizada convencional, basada en cBN y revestida superficialmente, funciona satisfactoriamente en el mecanizado del acero y del hierro colado bajo condiciones de corte ordinarias. Sin embargo, cuando se usa en una operación de corte continuo a alta velocidad o en una operación de corte interrumpido a alta velocidad de un acero duro (acero que tiene alta dureza), como por ejemplo un acero aleado o un acero para rodamientos endurecido (templado) que tiene una dureza Rockwell (escala C) de 50 o más, se producen daños (de ahora en adelante referidos como mellas de la arista) en la porción extrema de la arista cortante, debidos al alto grado de calor generado en la arista cortante o a que se impone una carga mecánica enormemente grande, de forma intermitente e impulsiva, sobre la arista cortante. Como resultado, llega a ser difícil mantener el acabado superficial de las piezas de trabajo cuando se usa la herramienta durante un periodo prolongado de tiempo. Por eso, la herramienta de corte llega al final de su vida útil en un periodo de tiempo relativamente corto.
Sumario de la invención
Bajo las circunstancias anteriormente descritas, los presentes inventores dirigieron el objeto de su investigación al desarrollo de una herramienta sinterizada basada en cBN y revestida superficialmente, que tiene una capa dura de revestimiento que exhibe una excelente resistencia a la formación de mellas en las aristas, en una operación de corte continuo a alta velocidad o en una operación de corte interrumpido a alta velocidad (de ahora en adelante referido únicamente como "operación de corte a alta velocidad") de un acero duro, como por ejemplo un acero aleado o un acero para rodamientos endurecido, y asegura un excelente acabado superficial de la pieza de trabajo incluso cuando la herramienta se usa durante un largo periodo de tiempo de operación, y llegaron a los siguientes hallazgos de (a) a (c).
Reivindicaciones:
1. Una herramienta de corte hecha de un material sinterizado a ultra-alta presión, basado en nitruro de boro cúbico revestido superficialmente, que comprende:
un cuerpo principal cortante consistente en un material sinterizado a ultra-alta presión, formado por sinterización a ultra-alta presión de un material compacto que tiene una composición, en % en masa, de 13 a 30% de nitruro de titanio, 6,5 a 18% de aluminio y/o óxido de aluminio, y el resto de nitruro de boro, mostrando el cuerpo principal, bajo una observación que usa un microscopio electrónico de barrido, una textura tal que está presente un producto de reacción de sinterización a ultra-alta presión en la interfase entre una fase de nitruro de boro cúbico, que constituye una fase dispersa, y una fase de nitruro de titanio que constituye una fase continua; y
una capa dura de revestimiento que es depositada desde una fase vapor sobre la superficie del cuerpo principal y tiene una capa inferior de un espesor medio de capa en el intervalo de 1,5 a 3 μm, y una capa superior de un espesor medio de capa en el intervalo de 0,3 a 3 μm, en la que:
2. Una herramienta de corte hecha de un material sinterizado a ultra-alta presión, basado en nitruro de boro cúbico revestido superficialmente, según la reivindicación 1, en la que la capa delgada B se forma primeramente sobre la superficie de la capa inferior.
3. Una herramienta de corte hecha de un material sinterizado a ultra-alta presión, basado en nitruro de boro cúbico revestido superficialmente, según la reivindicación 1, en la que el espesor medio de capa de cada una de las capas individuales, de la capa delgada A y de la capa delgada B, se controla para que no sean superiores a la mitad del espesor medio de capa de la capa superior.
4. Una herramienta de corte hecha de un material sinterizado a ultra-alta presión, basado en nitruro de boro cúbico revestido superficialmente, según la reivindicación 1, en la que la rugosidad superficial del cuerpo principal es de 0,05 μm o más y de 1,0 μm o menos.
Patentes similares o relacionadas:
Cuerpo de diamante policristalino, método de fabricación del mismo y herramienta, del 16 de Octubre de 2019, de SUMITOMO ELECTRIC INDUSTRIES, LTD.: Un cuerpo de diamante policristalino conteniendo al menos uno seleccionado del grupo que consta de una sustancia simple de al menos un elemento cuyo sulfuro o cloruro […]
Barra de soldadura fuerte para formar un recubrimiento resistente al desgaste y un recubrimiento resistente al desgaste, del 3 de Abril de 2019, de Oerlikon Metco (US) Inc: Una barra de soldadura fuerte para formar un recubrimiento resistente al desgaste sobre un sustrato mediante un proceso de soldadura fuerte, […]
Método para producir un cuerpo compuesto sinterizado, del 8 de Abril de 2015, de SANDVIK INTELLECTUAL PROPERTY AB: Un método de producción de un cuerpo compuesto sinterizado que comprende partículas de nitruro de boro cúbico dispersadas en una matriz de carburo […]
Materiales compuestos de matriz metálica de alta conductividad térmica, del 4 de Junio de 2014, de MATERIALS AND ELECTROCHEMICAL RESEARCH (MER) CORPORATION: Un proceso para preparar un material compuesto de matriz metálica con conductividad térmica muy alta, comprendiendo dicho material compuesto una matriz metálica que contiene […]
 Procedimiento de fabricación de segmentos diamantados para herramientas de corte, del 15 de Enero de 2014, de Klaus Eiche Diamantwerkzeuge GmbH: Procedimiento de fabricación por sinterización de un segmento diamantado para una herramienta decorte, que consiste en realizar sucesivamente:
- […]
Procedimiento de fabricación de segmentos diamantados para herramientas de corte, del 15 de Enero de 2014, de Klaus Eiche Diamantwerkzeuge GmbH: Procedimiento de fabricación por sinterización de un segmento diamantado para una herramienta decorte, que consiste en realizar sucesivamente:
- […]
Pieza elemental para la fabricación de una herramienta de mecanizado y método de uso de una pieza elemental para la fábrica de una herramienta de mecanizado, del 2 de Octubre de 2013, de DIAMOND INNOVATIONS, INC.: Una pieza elemental para su utilización en la conformación de una herramienta de mecanizado, que comprende:un cuerpo , que comprende por lo menos una cara de extremo […]
AGLUTINANTE PARA HERRAMIENTA DE ABRASIÓN, del 11 de Junio de 2012, de SAINT-GOBAIN ABRASIVES, INC.: Una composición de aglutinante separable para unir material abrasivo a una herramienta abrasiva que presenta un núcleo predominantemente de hierro, que consiste […]
PIEZA COMPACTA Y SINTERIZADA DE NITRURO DE BORO CÚBICO DE GRAN SOLIDEZ Y ALTA CONDUCTIVIDAD TÉRMICA, del 18 de Febrero de 2011, de SUMITOMO ELECTRIC HARDMETAL CORP.: Una pieza compacta sinterizada de nitruro de boro cúbico de gran solidez y alta conductividad térmica que contiene granos de nitruro de boro cúbico […]