ESTRUCTURA MULTICAPA Y SU PROCEDIMIENTO DE FABRICACIÓN.
Estructura multicapa (1) de resina sintética delimitada por una cara superior (2),
unos bordes (3, 5) y una cara inferior (4) de superficie sustancialmente idéntica a la de la cara superior (2), comprendiendo dicha estructura (1): - una primera capa (6) que define dichas caras (2, 4) y dichos bordes (3, 5), -una segunda capa (7), dispuesta entre dichas caras (2, 4) y dichos bordes (3, 5), de superficie por lo menos igual a la de dichas caras (2, 4) caracterizada porque la segunda capa (7) forma por lo menos un pliegue doble (8, 9) en forma de zig-zag
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2005/050704.
Solicitante: AISAPACK HOLDING SA.
Nacionalidad solicitante: Suiza.
Dirección: RUE DE LA PRAISE 1896 VOUVRY SUIZA.
Inventor/es: THOMASSET,JACQUES,C/O AISAPACK S.A.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Febrero de 2005.
Fecha Concesión Europea: 18 de Agosto de 2010.
Clasificación PCT:
- B29C43/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › para fabricar objetos de longitud definida, es decir, de objetos separados.
- B29C43/20 B29C 43/00 […] › Fabricación de objetos multicapas o multicolores.
- B29C43/36 B29C 43/00 […] › Moldes para fabricar objetos de longitud definida, es decir, de objetos separados.
- B65D35/08 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 35/00 Recipientes plegables de forma tubular, concebidos de forma que al expulsar su contenido se deforman permanentemente, p. ej. tubos flexibles para dentífricos u otros productos plásticos o semilíquidos; Soportes adecuados. › de plástico.
- B65D35/10 B65D 35/00 […] › realizada por unión de dos o más componentes.
Clasificación antigua:
- B29C43/02 B29C 43/00 […] › para fabricar objetos de longitud definida, es decir, de objetos separados.
- B29C43/20 B29C 43/00 […] › Fabricación de objetos multicapas o multicolores.
- B29C43/36 B29C 43/00 […] › Moldes para fabricar objetos de longitud definida, es decir, de objetos separados.
- B65D35/08 B65D 35/00 […] › de plástico.
- B65D35/10 B65D 35/00 […] › realizada por unión de dos o más componentes.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania.
Fragmento de la descripción:
CAMPO DE LA INVENCIÓN
La presente invención se refiere al campo de los objetos multicapas de material plástico. La misma se refiere en particular, pero no exclusivamente, al campo del embalaje, en particular a las cabezas de tubos flexibles y los tapones.
ESTADO DE LA TÉCNICA
La patente US nº 4.876.052 describe un objeto multicapa (figura 1) caracterizado porque una primera resina sintética 7 está completamente aprisionada en el interior de una segunda resina sintética 6. Este objeto multicapa se obtiene por compresión y moldeo de una dosis compuesta en la cual la primera resina está totalmente aprisionada en la segunda resina. La estructura multicapa descrita en la patente US nº 4.876.052 es particularmente interesante para unos objetos tales como unos recipientes o unas tapas. Sin embargo, el procedimiento de obtención de estos objetos multicapas plantea varias dificultades. La fabricación de la dosis compuesta con una primera resina totalmente aprisionada en la segunda necesita la extrusión intermitente de la primera resina en el interior de la segunda. Como se describe en la patente US nº 4.876.052, un dispositivo de coextrusión con un mecanismo de válvula de obturación para la primera resina sintética, controla el flujo intermitente de dicha primera resina. Sin embargo, estos mecanismos de válvula de obturación son complicados y onerosos; no permiten controlar el flujo intermitente de forma bastante precisa, repetitiva y fácil. También, la realización de objetos multicapas según la patente US nº 4.876.052 conduce a unos precios comparativamente elevados debido al coste del equipo de producción.
Para evitar los inconvenientes de la patente US nº 4.876.052, la patente japonesa JP 2098415 propone realizar un objeto multicapa por comprensión y moldeo partiendo de una dosis compuesta caracterizada porque la segunda resina sintética cubre solamente las caras laterales de la primera resina sintética. El moldeo por compresión de esta dosis según su eje de simétrica conduce a un objeto que presenta una estructura multicapa (figura 2) caracterizada porque una primera resina 6 aprisiona parcialmente una segunda resina 7. Sin embargo, los objetos multicapas realizados a partir de dos resinas según la patente JP 2098415 adolecen de dos inconvenientes principales; siendo el primero tener la resina de barrera 7 expuesta en la superficie central del objeto en aproximadamente 5% de la superficie total del objeto, y siendo el segundo la necesidad de una cantidad de resina de barrera 7 en el objeto de por lo menos 30% de la cantidad total de resina. Esto conduce, por una parte, a unos objetos que tienen un coste prohibitivo, y, por otra parte, a unos objetos que presentan unas propiedades mecánicas muy modificadas, principalmente en el centro del objeto. Otro inconveniente de la patente JP 2098415 reside en el hecho de que sólo se puede ajustar muy poco la cantidad respectiva de las resinas 6 y 7, estando fijadas estas cantidades por la geométrica del objeto y los flujos cuando tiene lugar la compresión de la dosis.
Se ha propuesto en la patente JP 2098415 que divulga el preámbulo de las reivindicaciones 1 y 8, utilizar una dosis tricapa para evitar en parte los inconvenientes citados. Esta dosis está constituida por una primera resina 11 que forma la parte central de la dosis, por una segunda resina 7 que cubre las caras laterales de la primera resina, y por una tercera resina 6 que cubre solamente las caras laterales de la segunda resina. El aplastamiento de esta dosis compuesta según su eje de simetría conduce a un objeto multicapa (figura 3). La utilización de una dosis tricapa presenta la ventaja de reducir la cantidad de resina de barrera 7 utilizada y conduce a unos objetos que presentan unas propiedades mecánicas muy poco modificadas con respecto al mismo objeto que comprende una sola resina 6. Sin embargo, la segunda resina 7 no cubre la parte central del objeto multicapa lo que conduce a unos objetos multicapas sin propiedad de barrera próxima al eje de simetría. Esta zona central del objeto no cubierta por la capa de resina de barrera 7 disminuye las prestaciones de barrera del objeto y hace esta solución menos rendible.
OBJETIVO DE LA INVENCIÓN
Para evitar los inconvenientes de las patentes US nº 4.876.052 y JP 2 098 415, se ha propuesto un objeto multicapa según la reivindicación 1 y su modo de realización por compresión y moldeo según la reivindicación 8. Este objeto está caracterizado porque presenta una estructura multicapa única, diferente de la técnica anterior, que confiere a dicho objeto unas propiedades de barrera particularmente ventajosas.
DESCRIPCIÓN DETALLADA DE LA INVENCIÓN
La invención se comprenderá mejor a continuación por medio de una descripción detallada de los ejemplos ilustrados por las figuras siguientes.
La figura 1 muestra un objeto multicapa de la técnica anterior realizado según la patente US nº 4.876.052. Este objeto multicapa comprende una capa de resina de barrera 7 completamente encapsulada en la resina 6 que forma el objeto.
La figura 2 ilustra un objeto multicapa de la técnica anterior realizado según la patente JP 2098415. Este objeto multicapa comprende una resina de barrera 7 parcialmente encapsulada en la resina 6 que forma el objeto. La resina 7 es visible en la superficie de la parte central del objeto.
La figura 3 ilustra un objeto multicapa de la técnica anterior realizado según la patente JP 2098415. Este objeto multicapa comprende una capa de resina de barrera 7 encapsulada entre las resinas 6 y 11 que forman el objeto. La capa de resina de barrera 7 no se extiende en la parte central del objeto.
La figura 4 muestra un objeto multicapa que forma parte de la invención. Este objeto comprende una capa de resina de barrera 7 que forma un zig-zag y se extiende en todo el objeto. La capa de resina de barrera 7 está aprisionada o parcialmente aprisionada en una capa de resina 6.
La figura 6 muestra un objeto multicapa según la invención que presenta un orificio
10. Este objeto está caracterizado porque una capa de resina de barrera 7 que forma un zig-zag y se extiende en todo el objeto desde la pared 3 que forma la periferia del objeto hasta la pared 5 que forma el orificio.
La figura 7 ilustra el hecho de que la capa central que forma zig-zag puede estar constituida por varias capas 12, 7, y 12'. En general, las capas 12 y 12' son unas capas de resinas adhesivas que permiten ensamblar las resina 7 que forma la capa de barrera con la resina 6 que forma la estructura del objeto.
Las figuras 8 y 9 muestran que la capa de resina 7 comprende por lo menos un zig-zag. La figura 8 muestra una geometría de la capa de resina 7 que puede ser obtenida por unos escalonados de tubo.
La figura 10 ilustra un escalonado de tubo realizado según la invención, y un ejemplo de repartición de la capa de resina de barrera 7 en el objeto.
Las figuras 11 a 15 presentan unas dosis multicapas utilizadas para realizar unos objetos multicapas por compresión y moldeo.
La figura 11 muestra una dosis de la técnica anterior utilizada para realizar unos objetos multicapas según la patente US nº 4.876.052. Esta dosis está caracterizada porque la resina de barrera 7 está totalmente aprisionada en la resina 6.
La figura 12 muestra una dosis de la técnica anterior, descrita en la patente JP 2098415. Esta dosis comprende una resina de barrera 7 encapsulada lateralmente por una segunda resina 6.
La figura 13 ilustra una dosis multicapa descrita en la patente JP 2 098 415. Esta dosis comprende tres capas, estando la capa de barrera 7 lateralmente aprisionada entre las capas de resinas 6 y 11.
La figura 14 muestra una dosis multicapa tubular utilizada en el marco de la invención. Esta dosis presenta un orificio central, una capa interna 6', una capa intermedia 7 y una capa externa 6. Los extremos 13 y 13' de la capa de resina de barrera 7 no están generalmente encapsulados en las resinas 6 y 6'.
La figura 15 presenta una dosis multicapa que presenta un orificio. Esta dosis comprende 5 capas de las que dos son capas son de resina adhesiva 12 y 12' que crean una cohesión entre la capa de resina de barrera 7 y las capas de resinas 6 y 6'.
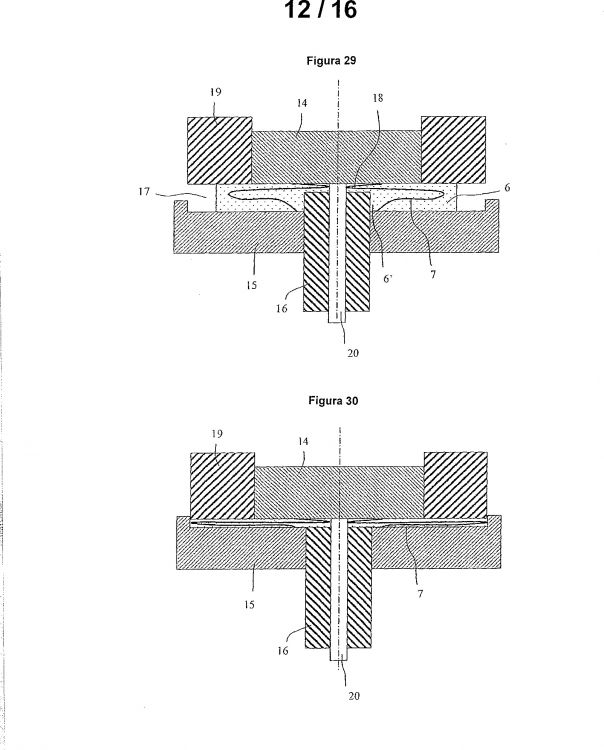
Las figuras 16 a 18 muestran un primer procedimiento de realización de objetos multicapas según la invención.
La figura 16 muestra el posicionado de una dosis que comprende tres capas 6, 7 y 6' en un dispositivo de compresión que...
Reivindicaciones:
Reivindicaciones
1. Estructura multicapa (1) de resina sintética delimitada por una cara superior (2), unos bordes (3, 5) y una cara inferior (4) de superficie sustancialmente idéntica a la de la cara superior (2), comprendiendo dicha estructura (1):
- una primera capa (6) que define dichas caras (2, 4) y dichos bordes (3, 5), -una segunda capa (7), dispuesta entre dichas caras (2, 4) y dichos bordes (3, 5), de superficie por lo menos igual a la de dichas caras (2, 4)
caracterizada porque la segunda capa (7) forma por lo menos un pliegue doble (8, 9) en forma de zig-zag.
2. Estructura multicapa (1) según la reivindicación 1, que posee un eje de simetría.
3. Estructura multicapa (1) según la reivindicación 1, que presenta un orificio central que atraviesa dicha estructura.
4. Estructura multicapa (1) según la reivindicación 3, caracterizada porque forma un escalonado de tubo.
5. Estructura multicapa (1) según cualquiera de las reivindicaciones anteriores, caracterizada porque un extremo libre de la segunda capa (7) está en contacto con el exterior de la estructura a nivel de una de dichas caras (2, 4).
6. Estructura multicapa (1) según la reivindicación 5, en la que un extremo libre de la segunda capa (7) está en contacto con el exterior de la estructura a nivel de la cara superior (2), mientras que el otro extremo libre de la segunda capa (7) está en contacto con el exterior de la estructura a nivel de la cara inferior (4).
7. Estructura multicapa (1) según cualquiera de las reivindicaciones anteriores, caracterizada porque la segunda capa (7) forma a su vez una estructura multicapa que
comprende una capa de resina de barrera aprisionada entre dos capas de resina adhesiva.
8. Procedimiento de fabricación de una estructura multicapa (1) de resina sintética por compresión y moldeo de una dosis de resina fundida multicapa; que consiste en extruir de forma continua o discontinua una dosis multicapa de resinas termoplásticas que comprende por lo menos una capa de resina funcionales (7); en alimentar dicha dosis en un dispositivo de compresión (14, 15, 16); en comprimir dicha dosis en el dispositivo a fin de obtener el objeto; estando caracterizado el procedimiento porque se arrastra una parte de la capa funcional (7) hacia la periferia y otra parte hacia el centro; formando la capa funcional (7) obtenida de este modo en el objeto por dicho procedimiento que forma por lo menos un doble pliegue en forma de zig-zag.
9. Procedimiento según la reivindicación 8, que utiliza una dosis que presenta un 15 orificio.
10. Procedimiento según la reivindicación 8, que utiliza una dosis maciza.
11. Procedimiento según la reivindicación 8, que consiste en efectuar localmente
20 un movimiento de compresión y después de la descompresión, para crear un flujo de la capa funcional (7) hacia el centro.
Patentes similares o relacionadas:
Tapón y su método de producción, del 22 de Julio de 2020, de PELLICONI & C. S.P.A.: Tapón para la fermentación en botella de vinos espumosos, que comprende una cápsula metálica y un elemento de estanqueidad , que se encuentra dentro […]
Bolsa de vacío integralmente rígida, reutilizable y método de hacer la misma, del 3 de Junio de 2020, de THE BOEING COMPANY: Una bolsa de vacío para procesar una pieza , que comprende: un diafragma de bolsa elástico flexible generalmente plano adaptado para colocarse sobre la pieza […]
Sistema de sellado para plásticos fundidos, del 6 de Mayo de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Sistema de sellado que comprende: - por lo menos un cuerpo macho que presenta una superficie externa; - por lo menos un cuerpo […]
Método para revestir un cuerpo hueco con un cuerpo moldeado prensado, del 6 de Mayo de 2020, de MS-Schramberg Holding GmbH & Co. KG: Método para revestir la superficie interior de un cuerpo hueco con un cuerpo moldeado prensado de material en polvo, en donde el material en polvo […]
Molde evacuable para componentes de plástico compuestos de fibra, del 29 de Enero de 2020, de Loparex Germany GmbH & Co. KG: Molde evacuable y estable con una forma obtenida por termoformado a temperaturas ≤240 °C y correspondiente al componente de plástico compuesto […]
Método para la fabricación de componentes de compuestos de fibra mediante un método de inyección bajo vacío, del 22 de Enero de 2020, de Faserverbund Innovations UG (haftungsbeschränkt): Método para la fabricación de componentes de compuestos de fibra mediante un método de inyección bajo vacío con los pasos: - Disposición del producto […]
Método y aparato para obtener un cuerpo en forma de copa, del 15 de Enero de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método que comprende las etapas de: - proporcionar un cuerpo en forma de copa , teniendo dicho cuerpo una pared lateral , que se extiende […]
Procedimiento para fabricar una barra conductora, del 27 de Noviembre de 2019, de GE Renewable Technologies: Procedimiento para la fabricación de una barra conductora compuesta de filamentos apilados con las siguientes etapas, proporcionar un […]