DISPOSITIVO Y MÉTODO PARA EL CONTROL EN LÍNEA DE LA DIRECCIÓN DE LA FIBRA EN UNA BANDA DE FIBRA.
Un dispositivo para el control en línea de la dirección de la fibra de una banda de fibra continua (8) en una máquina de papel o cartón (1),
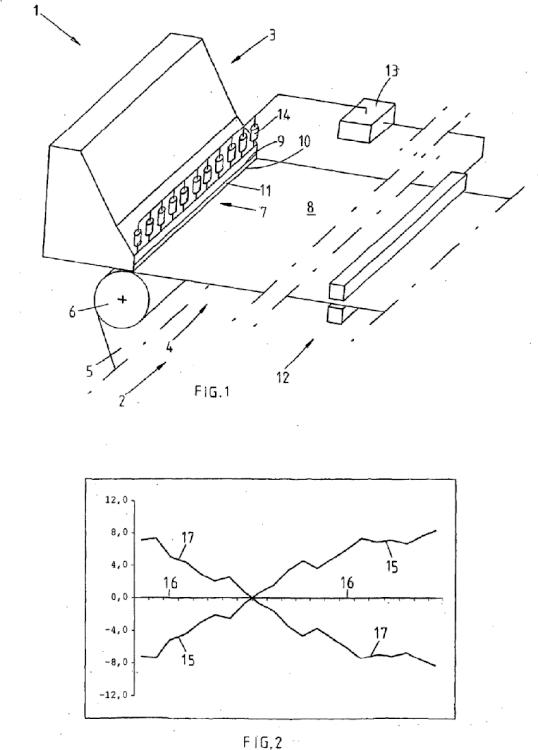
que comprende al menos un formador (2) que incluye al menos una caja de cabeza de máquina (3) que se dispone para la entrega de una pasta de papel, que se forma en el formador (2) dentro de dicha banda de fibra (8), a través de una regleta de nivel (7) que incluye aristas (9, 10) que se pueden mover relativamente entre sí que definen una abertura de descarga (11), incluyendo dicho dispositivo: - un medidor de dirección de la fibra (12) dispuesto aguas abajo del formador (2) para la medición de la dirección de la fibra de la banda de fibra (8); - un número predeterminado de elementos de actuación (14), que se disponen en posiciones predeterminadas a lo largo de dichas aristas (9, 10) para la regulación localmente de la abertura de descarga (11) como una respuesta a las señales de control individuales, siendo cada una función de los valores de dirección de la fibra medidos; y - una unidad de control (13), que se dispone para la recepción de los valores de dirección de la fibra medidos desde el medidor de dirección de la fibra (12), calculando dichas señales de control y transmitiendo las señales de control a los elementos de actuación (14), caracterizado por que - se dispone la unidad de control (13) para la identificación de una matriz de valores de dirección de la fibra {v1 v2 v3 ... vN}, de los valores medidos de dirección de la fibra, originándose dichos valores de dirección de la fibra de dicha matriz a partir de posiciones en la dirección transversal de la banda de fibra (8) que corresponden a las posiciones de los elementos de actuación (14); que - la unidad de control (13) se dispone para la comparación de la matriz identificada de los valores de dirección de la fibra con una matriz de valores de dirección de la fibra deseados {b 1 b 2 b 3 ... b N}, por medio del cálculo de una matriz de valores de error {e1 e2 e3 ... eN} = {b1-v1 b2-v2 b3-v3 ... bN-vN}; y que - la unidad de control (13) se dispone para el cálculo de dicha señal de control para cada elemento de actuación (14) como una función de un número predeterminado de dichos valores de error de acuerdo con donde J es un número integral predeterminado y C0 C1 C2 ... CJ son constantes predeterminadas. i
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE2003/000599.
Solicitante: STORA ENSO AB.
Nacionalidad solicitante: Suecia.
Dirección: ASGATAN 22 791 80 FALUN SUECIA.
Inventor/es: FERM,Johan, HÜBINETTE,Anders.
Fecha de Publicación: .
Fecha Solicitud PCT: 15 de Abril de 2003.
Clasificación PCT:
- D21F1/00 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21F MAQUINAS DE FABRICAR PAPEL; METODOS DE PRODUCCION DEL PAPEL. › Parte húmeda de las máquinas de fabricar hojas continuas de papel.
- D21F1/02 D21F […] › D21F 1/00 Parte húmeda de las máquinas de fabricar hojas continuas de papel. › Cajas de pasta de las máquinas Fourdrinier.
- D21F11/00 D21F […] › Procedimientos de fabricación de longitudes continuas de papel o de cartón o de red húmeda para la producción de cartón de pasta de madera, sobre las máquinas de papel.
- D21F7/06 D21F […] › D21F 7/00 Otras partes constitutivas de máquinas para fabricar hojas continuas de papel. › Indicación o regulación del espesor de las capas; Dispositivos de señalización.
Clasificación antigua:
- D21F1/00 D21F […] › Parte húmeda de las máquinas de fabricar hojas continuas de papel.
- D21F1/02 D21F 1/00 […] › Cajas de pasta de las máquinas Fourdrinier.
- D21F11/00 D21F […] › Procedimientos de fabricación de longitudes continuas de papel o de cartón o de red húmeda para la producción de cartón de pasta de madera, sobre las máquinas de papel.
- D21F7/06 D21F 7/00 […] › Indicación o regulación del espesor de las capas; Dispositivos de señalización.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359372_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a un dispositivo para el control en línea de la dirección de la fibra de una banda defibra continua en una máquina de papel o cartón (por ejemplo véase el documento US-A-5833808), que comprendeal menos un formador que incluye al menos una caja de cabeza de máquina que se dispone para la entrega de una pasta de papel, que se forma en el formador dentro de dicha banda de fibra, a través de una regleta de nivel que incluye al menos una arista que define una abertura de descarga, incluyendo dicho dispositivo:
- un medidor de dirección de la fibra dispuesto aguas abajo del formador para la medición de la dirección dela fibra de la banda de fibra;
- un número predeterminado de elementos de actuación, que se disponen en posiciones predeterminadas a lo largo de dicha al menos una arista para la regulación localmente de la abertura de descarga en respuesta a las señales de control individuales, siendo cada una función de los valores de dirección de la fibra medidos; y
- una unidad de control, que se dispone para la recepción de los valores de dirección de la fibra medidosdesde el medidor de dirección de la fibra, calculando dichas señales de control y transmitiendo las señales de control a los elementos de actuación. Le invención se refiere también a un método (por ejemplo véase el documento US-A-5833808), para el
control en línea de la dirección de la fibra de una banda de fibra continua en una máquina de papel o cartón quecomprende al menos un formador que incluye al menos una caja de cabeza de máquina que se dispone para laentrega de una pasta de papel, que se forma en el formador dentro de dicha banda de fibra, a través de una regleta de nivel que incluye al menos una arista que define una abertura de descarga, incluyendo dicho método:
- la medición de la dirección de la fibra de la banda de fibra por medio de un medidor de dirección de la fibradispuesto aguas abajo del formador;
- el cálculo y la transmisión de señales de control individuales, siendo cada una función de los valores dedirección de la fibra medidos, a un número predeterminado de elementos de actuación que se disponen en posiciones predeterminadas a lo largo de al menos una arista para la regulación localmente de la aberturade descarga como respuesta a las señales de control.
Son también conocidos un dispositivo así como un método para el control en línea de la dirección de la fibra de unabanda de fibra continua que incluye aristas que se pueden mover relativamente entre sí y que definen una aberturade descarga.
Dentro del campo de la fabricación de papel, es conocido para los profesionales que la dirección de la fibra en unahoja de papel acabada, es decir la orientación principal de las fibras de celulosa en la hoja, influencia en una granmedida las propiedades de la hoja. Cuando se está fabricando el papel, generalmente, se intenta una distribuciónuniforme de dirección de la fibra a todo lo largo de la banda de papel, es decir que la orientación de las fibras seasimilar en las direcciones de la máquina y transversal de la banda de papel. Por ejemplo, es conocido que las propiedades del cartón, tales como la planeidad, rigidez, resistencia al doblado, alargamiento y aptitud para laimpresión, se mejoran mediante una distribución uniforme de la dirección de la fibra. En consecuencia, una distribución uniforme de la dirección de la fibra conduce a menores rechazos del, y reclamaciones acerca del,producto de papel acabado.
De acuerdo con la denominada teoría del vector en la fabricación de papel, los parámetros que controlan la dirección de la fibra son la velocidad de la tela, la velocidad de descarga de la pasta de papel y la dirección de descarga de la pasta de papel en relación a la dirección de la máquina. Es conocida la disposición de un sistema de medición enuna máquina de papel para medir la dirección de la fibra de la banda de papel en la dirección transversal, cuando labanda de papel pasa por el sistema. El resultado de tal sistema de medición se presenta normalmente como undenominado perfil de orientación de la fibra, que es un diagrama que ilustra cómo varía la dirección de la fibra en la dirección transversal de la banda de papel. Basándose en la dirección de la fibra medida, el personal de fabricaciónpuede reducir entonces cualesquiera variaciones en la dirección de la fibra por medio del ajuste manual de la caja decabeza de la máquina de papel, por ejemplo mediante un medio de ajuste manual de las válvulas de borde de lacaja de cabeza de máquina o la relación de descarga, es decir la relación de la velocidad de descarga de pasta depapel/velocidad de la tela.
Éste método de reducir las variaciones de dirección de la fibra, sin embargo, es difícil e irracional. En primer lugar,dichos ajustes manuales son comparativamente difíciles de predecir. Por ello, un ajuste menor puede dar comoresultado un cambio descontrolado de la dirección de la fibra. En segundo lugar, es difícil predecir cómo dichosajustes, en solitario o combinados entre sí, afectan a la dirección de la fibra. Incluso si el personal de fabricacióntiene una larga experiencia en la fabricación de papel, la metodología de ajuste tiende a seguir el principio de “prueba y error”, es decir el personal de fabricación mide la dirección de la fibra y ajusta la caja de cabeza demáquina indiscriminadamente en un proceso iterativo hasta que se ha obtenido una distribución suficientementeuniforme de la dirección de la fibra. Este método de ajuste es ineficaz y puede transcurrir un tiempo considerableantes de que se haya obtenido una distribución aceptablemente uniforme de la dirección de la fibra, durante cuyoperíodo la banda de papel fabricado corre el riesgo de tener que ser rechazada.
Un objetivo de la presente invención es remediar estos problemas y proporcionar un dispositivo y un método queofrezca un control en línea de la dirección de la fibra y que, durante la fabricación real del papel, permita unareducción rápida y precisa de las variaciones en la dirección de la fibra.
El dispositivo de acuerdo con la invención se caracteriza por que:
- se dispone la unidad de control para la identificación de una matriz de valores de dirección de la fibra {v1 v2 v3 ... vN}, de los valores medidos de dirección de la fibra, originándose dichos valores de dirección de la fibrade dicha matriz a partir de posiciones en la dirección transversal de la banda de fibra que corresponden alas posiciones de los elementos de actuación; que
- la unidad de control se dispone para la comparación de la matriz identificada de los valores de dirección dela fibra con una matriz de valores de dirección de la fibra deseados {b1 b2 b3 ... bN}, por medio del cálculo de una matriz de valores de error {e1 e2 e3 ... eN} = {b1-v1 b2-v2 b3-v3 ... bN-vN}; y que
- la unidad de control se dispone para el cálculo de dicha señal de control para cada elemento de actuación como una función de un número predeterminado de dichos valores de error de acuerdo con
iJ
i1 donde J es un número integral predeterminado y C0 C1 C2 ... CJ son constantes predeterminadas. El método de acuerdo con la invención se caracteriza por:
- la identificación de una matriz de valores de dirección de la fibra {v1 v2 v3 ... vN}, de los valores medidos de dirección de la fibra, originándose dichos valores de dirección de la fibra de dicha matriz a partir deposiciones en la dirección transversal de la banda de fibra que corresponden a las posiciones de loselementos de actuación;
- la comparación de dicha matriz identificada de los valores de dirección de la fibra con una matriz de valoresde dirección de la fibra deseados {b1 b2 b3 ... bN}, por medio del cálculo de una matriz de valores de error de acuerdo con {e1 e2 e3 ... eN} = {b1-v1 b2-v2 b3-v3 ... bN-vN}; y
- el cálculo de dichas señales de control como una función de un número predeterminado de dichos valores de error de acuerdo con
sn = enC0 + Ci (en+i – en–i),
iJ
i1 donde J es un número integral predeterminado y C0 C1 C2 ... CJ son constantes predeterminadas.
Debido a los hechos de que la abertura de descarga de cada elemento de actuación se puede regular localmente y de que las señales de control son una función de las direcciones de fibra medidas, las variaciones en la dirección dela fibra no deseadas se pueden corregir de modo sustancialmente... [Seguir leyendo]
Reivindicaciones:
1. Un dispositivo para el control en línea de la dirección de la fibra de una banda de fibra continua (8) en unamáquina de papel o cartón (1), que comprende al menos un formador (2) que incluye al menos una caja de cabezade máquina (3) que se dispone para la entrega de una pasta de papel, que se forma en el formador (2) dentro dedicha banda de fibra (8), a través de una regleta de nivel (7) que incluye aristas (9, 10) que se pueden mover relativamente entre sí que definen una abertura de descarga (11), incluyendo dicho dispositivo:
- un medidor de dirección de la fibra (12) dispuesto aguas abajo del formador (2) para la medición de ladirección de la fibra de la banda de fibra (8);
- un número predeterminado de elementos de actuación (14), que se disponen en posiciones
10 predeterminadas a lo largo de dichas aristas (9, 10) para la regulación localmente de la abertura de descarga (11) como una respuesta a las señales de control individuales, siendo cada una función de losvalores de dirección de la fibra medidos; y
- una unidad de control (13), que se dispone para la recepción de los valores de dirección de la fibra medidos
desde el medidor de dirección de la fibra (12), calculando dichas señales de control y transmitiendo las15 señales de control a los elementos de actuación (14),
caracterizado por que
- se dispone la unidad de control (13) para la identificación de una matriz de valores de dirección de la fibra{v1 v2 v3 ... vN}, de los valores medidos de dirección de la fibra, originándose dichos valores de dirección dela fibra de dicha matriz a partir de posiciones en la dirección transversal de la banda de fibra (8) quecorresponden a las posiciones de los elementos de actuación (14); que
dirección de la fibra con una matriz de valores de dirección de la fibra deseados {b b b ... b}, por medio123N
- la unidad de control (13) se dispone para la comparación de la matriz identificada de los valores de
del cálculo de una matriz de valores de error {e1 e2 e3 ... eN} = {b1-v1 b2-v2 b3-v3 ... bN-vN}; y que
- la unidad de control (13) se dispone para el cálculo de dicha señal de control para cada elemento de25 actuación (14) como una función de un número predeterminado de dichos valores de error de acuerdo con
iJ
sn = enC0 + Ci (en+i – en–i),
i1
donde J es un número integral predeterminado y 30 C0 C1 C2 ... CJ son constantes predeterminadas.
2. Un dispositivo de acuerdo con la reivindicación 1, caracterizado por que las constantes C0 C1 C2 ... CJ son mayores que 0.
3. Un dispositivo de acuerdo con la reivindicación 1 ó 2, caracterizado por que C0 = 0.
4. Un dispositivo de acuerdo con una cualquiera de las reivindicaciones 1-3, caracterizado por que la unidad 35 de control (13) incluye un microprocesador que calcula dichas señales de control.
5. Un método para el control en línea de la dirección de la fibra de una banda de fibra continua (8) en una máquina de papel o cartón (1) que comprende al menos un formador (2) que incluye al menos una caja de cabeza de máquina (3) que se dispone para la entrega de una pasta, que se forma en el formador (2) dentro de dicha bandade fibra (8), a través de una regleta de nivel (7) que incluye aristas (9, 10) que se pueden mover relativamente entre
40 sí y que definen una abertura de descarga (11), incluyendo dicho método:
- la medición de la dirección de la fibra de la banda de fibra (8) por medio de un medidor de dirección de lafibra (12) dispuesto aguas abajo del formador (2);
- el cálculo y la transmisión de señales de control individuales, siendo cada una función de los valores dedirección de la fibra medidos, a un número predeterminado de elementos de actuación (14), que se
45 disponen en posiciones predeterminadas a lo largo de las aristas (9, 10) para la regulación localmente de la abertura de descarga (11) como una respuesta a las señales de control,
caracterizado por
- la identificación de una matriz de valores de dirección de la fibra {v1 v2 v3 ... vN}, de los valores medidos de dirección de la fibra, originándose dichos valores de dirección de la fibra de dicha matriz a partir de
50 posiciones en la dirección transversal de la banda de fibra (8) que corresponden a las posiciones de los elementos de actuación (14);
- la comparación de dicha matriz identificada de los valores de dirección de la fibra con una matriz de valoresde dirección de la fibra deseados {b1 b2 b3 ... bN}, por medio del cálculo de una matriz de valores de error de acuerdo con {e1 e2 e3 ... eN} = {b1-v1 b2-v2 b3-v3 ... bN-vN}; y
55 -el cálculo de dichas señales de control como una función de un número predeterminado de dichos valores de error de acuerdo con iJ
sn = enC0 + Ci (en+i – en–i),
i1
donde J es un número integral predeterminado y 60 C0 C1 C2 ... CJ son constantes predeterminadas.
6. Un método de acuerdo con la reivindicación 5, caracterizado por que las constantes C0 C1 C2 ... CJ son mayores que 0.
7. Un método de acuerdo con la reivindicación 5 ó 6, caracterizado por que C0 = 0.
Patentes similares o relacionadas:
Proceso para producir al menos una capa de papel o cartón y un papel o cartón producido de acuerdo con el proceso, del 5 de Febrero de 2020, de STORA ENSO OYJ: Un proceso para producir al menos una capa de un producto de papel o cartón, proceso que comprende las etapas de: proporcionar una materia prima que comprende pasta mecánica […]
Proceso para producir material no tejido con propiedades de superficie mejoradas, del 29 de Enero de 2020, de Essity Hygiene and Health Aktiebolag: Proceso de producción de un material de lámina no tejido hidroentrelazado de fibras naturales y/o artificiales, que comprende: a) proporcionar una suspensión […]
Procedimiento y dispositivo para fabricar un papel de seguridad con dos elementos de seguridad de ventana, del 4 de Diciembre de 2019, de Giesecke+Devrient Currency Technology GmbH: Procedimiento para fabricar un papel de seguridad con al menos dos elementos de seguridad de ventana sin fin, visibles en lados opuestos entre sí del papel […]
Procedimiento de fabricación de hojas absorbentes suaves, del 24 de Julio de 2019, de GPCP IP Holdings LLC: Un procedimiento de fabricación de una hoja celulósica absorbente, comprendiendo el procedimiento: formar una banda celulósica acuosa sobre […]
Banda de prensa de transferencia o de zapata para una máquina de papel, uso de la banda de prensa de transferencia o de zapata en una máquina de papel, así como procedimiento para la fabricación de la misma, del 17 de Julio de 2019, de Heimbach GmbH: Banda de prensa de transferencia o de zapata, adecuada para su uso en una máquina de papel, con un lado de papel , destinado para el apoyo de una banda de papel o de […]
Proceso y aparato para depositar por vía húmeda materiales no tejidos, del 10 de Julio de 2019, de Essity Hygiene and Health Aktiebolag: Proceso de producción de un material de hoja no tejido de fibras naturales y/o artificiales, que comprende: a) proporcionar una suspensión de tres fases (gas-líquido-sólido) […]
Método para producir una banda de espuma, del 15 de Mayo de 2019, de STORA ENSO OYJ: Método para producir una banda de espuma esterilizada, comprendiendo el método las etapas de: - preparar una espuma húmeda , comprendiendo […]
Procedimiento para fabricar una banda de material fibroso, del 8 de Mayo de 2019, de ANDRITZ AG: Procedimiento para fabricar una banda de material fibroso , en particular para fabricar una banda de papel de seda o papel higiénico, en el que una suspensión del […]