Conexión de un tubo hidráulico rígido a un tubo hidráulico flexible.
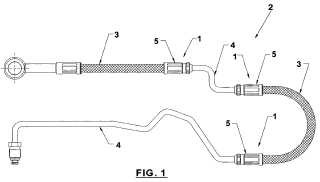
Procedimiento de ensamblaje de un conjunto hidráulico de frenos (2) para vehículos de motor quecomprende al menos un tubo hidráulico rígido (4) y un tubo hidráulico flexible (3),
dicho tubo hidráulico rígido(4) comprende un diámetro externo DT, un grosor de pared eT y un extremo de conexión (8), dicho tubohidráulico flexible (3) comprende un diámetro interno dH, siendo DT superior a dH, donde el tubo hidráulicorígido (4) y el tubo hidráulico flexible (3) se encuentran previamente cortados según las necesidades yrequerimientos específicos del conjunto hidráulico de frenos (2), caracterizado porque comprende lassiguientes etapas:
a) estiramiento del extremo de conexión (8) para conformar una pipeta integrada (9), reduciendo el diámetroexterno DT y el grosor externo eT, hasta alcanzar los valores deseados de un diámetro externo de pipeta DP,un grosor de pipeta eP, una longitud de pipeta LP y un diámetro interno dP de un orificio axial (10) de la pipetaintegrada (9);
b) introducción del tubo hidráulico flexible (3) a través de un primer lado (6) de un casquillo fijación (5) eintroducción de la pipeta integrada (9) a través de un segundo lado (7) del casquillo de fijación (5), quedandola pipeta integrada (9) introducida en el tubo hidráulico flexible (3);
c) prensado del casquillo de fijación (5).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09380009.
Solicitante: J. JUAN, S.A..
Nacionalidad solicitante: España.
Inventor/es: GARCIA BLANCO,JOAQUIN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16D65/28 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16D ACOPLAMIENTOS PARA LA TRANSMISION DE MOVIMIENTOS DE ROTACION (transmisión para transmitir la rotación F16H, p. ej. transmisiones por fluidos F16H 39/00 - F16H 47/00 ); EMBRAGUES (embragues dinamo-eléctricos H02K 49/00; embragues que utilizan atracción electrostática H02N 13/00 ); FRENOS (sistemas de frenado electrodinámicos para vehículos, en general B60L 7/00; frenos dinamoeléctricos H02K 49/00). › F16D 65/00 Elementos constitutivos o detalles de frenos. › dispuestos separados del freno.
- F16L13/14 F16 […] › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 13/00 Empalmes de tubos no desmontables, p. ej. empalmes soldados, pegados o calafateados (empalmes para tubos rígidos en materiales plásticos F16L 47/00). › realizados por deformación plástica del material del tubo, p. ej. por deformación de las bridas, por laminación.
- F16L33/207 F16L […] › F16L 33/00 Dispositivos para empalmar las mangas a órganos rígidos; Empalmes rígidos para mangas, p. ej. elementos unitarios que enlazan simultáneamente en dos mangas (empalmes o accesorios de empalme especialmente adaptados para ser hechos de materiales plásticos o para ser utilizados con tubos en materiales plásticos F16L 47/00). › con sólo un manguito contraído sobre la manga.
PDF original: ES-2415743_T3.pdf
Fragmento de la descripción:
Conexión de un tubo hidráulico rígido a un tubo hidráulico flexible Objeto de la invención.
La presente invención se refiere a un procedimiento de ensamblaje de un conjunto hidráulico de frenos, que implica una conexión de un tubo hidráulico rígido a un tubo hidráulico flexible. La presente invención es especialmente idónea para su utilización en conjuntos hidráulicos de frenos de vehículos a motor.
Antecedentes de la invención.
Los componentes destinados a ser montados en los vehículos de carretera a motor, tales como motocicletas y automóviles, deben cumplir estrictas normativas que aseguren la máxima seguridad y fiabilidad de los mismos.
Los conjuntos hidráulicos de frenos, entre otros, son componentes cuyo funcionamiento en el vehículo tiene una repercusión directa con la seguridad y la fiabilidad del mismo. Los conjuntos hidráulicos de frenos, conocidos también como latiguillos de frenos, consisten en un circuito hidráulico capaz de transmitir un fluido a presión entre los distintos componentes que configuran un sistema de frenos, por ejemplo entre el accionamiento del freno y el sistema ABS, entre el ABS y la mordaza o pinza de frenos o directamente entre el accionamiento de frenos y la mordaza o pinza de frenos. Los conjuntos hidráulicos de frenos suelen estar comprendidos generalmente por tubos hidráulicos rígidos, tubos hidráulicos flexibles y los terminales de unión a los equipos comentados u a otros equipos. El documento US5037142 A1 muestra un conjunto hidráulico de frenos conocido. La combinación de tubo hidráulico rígido y tubo hidráulico flexible permite amortiguar los esfuerzos sufridos por el propio conjunto hidráulico y las vibraciones que se transmiten a los distintos componentes del sistema de frenos, además de permitir el movimiento de ciertos componentes del vehículo. Precisamente, uno de los puntos débiles de los conjuntos hidráulicos se encuentra en las conexiones entre los tubos hidráulicos rígidos y los tubo hidráulicos flexibles.
La presente invención se refiere a un procedimiento de ensamblaje que implica una conexión de un tubo hidráulico rígido a un tubo hidráulico flexible, para configuración de un conjunto hidráulico de frenos, en cumplimiento de las normativas DIN 74234, SAE J1401 y FMVSS 106. En concreto, la conexión es especialmente idónea para tubos hidráulicos flexibles de diámetro interno aproximado de 3.175 mm (1/8”) conectados a tubos hidráulicos rígidos cuyo diámetro externo es superior a dicho diámetro interno. Uno de los tubos hidráulicos más empleado en conjuntos hidráulicos de frenos es el que se conoce como tubo “bundy”. El tubo bundy es un tubo fabricado principalmente en acero que se encuentra recubierto por una capa de cobre. Adicionalmente puede disponer también de una capa de zinc con un recubrimiento polimérico para mejorar su resistencia a la corrosión. El tubo “bundy” presenta una gran rigidez y, por ello, un menor volumen de expansión cuando circulan por el mismo fluidos hidráulicos a una presión muy elevada.
La dificultad que presenta la conexión de un tubo hidráulico rígido a un tubo hidráulico flexible se centra principalmente en el riguroso cumplimiento de los requisitos de estrangulación o constricción que imponen las normativas anteriormente comentadas. En concreto, tales normativas obligan a que una vez ensamblados ambos tubos debe asegurarse una sección de paso del fluido hidráulico de un diámetro interior nominal superior al 64% del diámetro interior nominal del tubo hidráulico rígido, a lo largo de todo el recorrido del circuito hidráulico.
En la actualidad la conexión de un tubo hidráulico rígido a un tubo hidráulico flexible de diámetro interno aproximado de 3.175 mm (1/8”) en cumplimiento de las normativas DIN 74234, SAE J1401 y FMVSS 106 se puede llevar a cabo de los siguientes modos.
El primero de ellos requiere el empleo de una pipeta de conexión independiente. Dicha pipeta presenta un diámetro externo que coincide, teniendo en cuenta ciertas tolerancias, con el diámetro interno del tubo hidráulico flexible. La conexión requiere también el empleo de un casquillo de fijación capaz de alojar en su interior la pipeta de conexión y recibir tanto el tubo hidráulico rígido como el tubo hidráulico flexible a través de sus extremos. El procedimiento de ensamblaje se inicia con la introducción del tubo hidráulico rígido en el extremo del casquillo que se encuentra habilitado para ello. A continuación se prensa el extremo del casquillo para mantenerlo unido al tubo, con la finalidad de que no se muevan los componentes durante la etapa de soldadura. La soldadura se realiza por capilaridad dentro de un horno y requiere de un aporte previo de cobre entre el tubo hidráulico rígido y el extremo del casquillo. La soldadura sirve para asegurar la estanqueidad de la conexión entre el tubo hidráulico rígido y el casquillo y para garantizar que la unión no se destruye al someter el conjunto a determinadas fuerzas de tracción. Tras la soldadura tiene lugar una etapa de recubrimiento electrolítico necesaria para evitar la corrosión. Posteriormente se inserta la pipeta en el interior del casquillo, quedando comunicado de este modo el orificio de paso del fluido hidráulico del tubo hidráulico rígido con el orificio de paso de la pipeta. Después se introduce el tubo hidráulico flexible en el otro extremo del casquillo hasta que la pipeta queda introducida a presión en el interior del tubo hidráulico flexible, comunicándose de este modo el orificio de paso de la pipeta con el orificio de paso del tubo hidráulico flexible. Finalmente se prensa el resto del casquillo para incrementar la sujeción del tubo hidráulico flexible y asegurar la estanqueidad de la conexión. Este modo de conexión suele emplearse habitualmente cuando los tubos hidráulicos flexibles presentan un mallado en acero inoxidable.
El segundo modo de conexión conocido presenta la particularidad de que la pipeta no es independiente, sino que se encuentra integrada en el propio de casquillo de fijación. A pesar de esta notable diferencia, el procedimiento de ensamblaje es coincidente con el procedimiento anteriormente descrito, con la única diferencia de que no es necesario introducir la pipeta en el casquillo ya que se encuentra integrada en el mismo. Este modo de conexión suele emplearse habitualmente cuando para tubos hidráulicos flexibles de goma.
Los principales inconvenientes de los procedimientos anteriormente descritos se encuentran en las etapas de soldadura y de recubrimiento electrolítico.
En cuanto a los inconvenientes de la etapa de soldadura; una vez introducido el tubo hidráulico rígido en el extremo del casquillo y prensado dicho extremo para que ambos elementos se mantengan unidos procede su introducción en el horno para llevar a cabo dicha etapa de soldadura. Dado que el casquillo y el tubo hidráulico rígido se encuentran unidos, la etapa de soldadura obliga a hacer pasar por el horno piezas de considerable tamaño, según la configuración que requiera el conjunto hidráulico de frenos. Dichas piezas son difíciles e incómodas de manipular y procesar, además de que aumentan considerablemente el tiempo de soldadura, y en consecuencia se reduce la eficiencia del procedimiento, ya que en el horno caben un menor número de piezas que cuando se dispone de piezas de menor volumen. Además, también son necesarios hornos de mayor tamaño, lo que significa un mayor consumo energético. Otro inconveniente de la etapa de soldadura es que no permite la utilización de tubos hidráulicos rígidos con recubrimiento polimérico, ya que en su paso por el horno se destruiría dicho recubrimiento. Los tubos hidráulicos rígidos con recubrimiento polimérico, además de ofrecer una excelente resistencia a la corrosión, no dejan restos en su manipulación, y por lo tanto, el proceso de conformado de extremos y de doblado del tubo hidráulico rígido es más limpio. El hecho de no poder utilizar el tubo hidráulico rígido con recubrimiento polimérico obliga a tener que llevar a cabo la etapa de recubrimiento electrolítico.
En cuanto a los inconvenientes de la etapa de recubrimiento electrolítico; presenta los mismos problemas que los descritos anteriormente para la etapa de soldadura, en cuanto se refiere a la incómoda manipulación de piezas de considerable tamaño a través del baño electrolítico y en cuanto se refiere a la reducción de la eficiencia del procedimiento. Así mismo, la resistencia a la corrosión que proporciona el recubrimiento electrolítico es notablemente inferior a la resistencia a la corrosión que ofrece el recubrimiento polimérico, el cual además presenta un control de calidad más fiable mediante la simple... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de ensamblaje de un conjunto hidráulico de frenos (2) para vehículos de motor que comprende al menos un tubo hidráulico rígido (4) y un tubo hidráulico flexible (3) , dicho tubo hidráulico rígido (4) comprende un diámetro externo DT, un grosor de pared eT y un extremo de conexión (8) , dicho tubo hidráulico flexible (3) comprende un diámetro interno dH, siendo DT superior a dH, donde el tubo hidráulico rígido (4) y el tubo hidráulico flexible (3) se encuentran previamente cortados según las necesidades y requerimientos específicos del conjunto hidráulico de frenos (2) , caracterizado porque comprende las siguientes etapas:
a) estiramiento del extremo de conexión (8) para conformar una pipeta integrada (9) , reduciendo el diámetro externo DT y el grosor externo eT, hasta alcanzar los valores deseados de un diámetro externo de pipeta DP, un grosor de pipeta eP, una longitud de pipeta LP y un diámetro interno dP de un orificio axial (10) de la pipeta integrada (9) ;
b) introducción del tubo hidráulico flexible (3) a través de un primer lado (6) de un casquillo fijación (5) e introducción de la pipeta integrada (9) a través de un segundo lado (7) del casquillo de fijación (5) , quedando la pipeta integrada (9) introducida en el tubo hidráulico flexible (3) ;
c) prensado del casquillo de fijación (5) .
2. Procedimiento de ensamblaje de un conjunto hidráulico de frenos (2) según reivindicación 1 caracterizado porque antes de la etapa a) comprende adicionalmente la siguiente etapa:
d) configuración de un anillo de retención (11) del tubo hidráulico rígido (4) próximo al extremo de conexión 20 (8) .
3. Procedimiento de ensamblaje de un conjunto hidráulico de frenos (2) según reivindicaciones 1 y 2 caracterizado porque antes de las etapas a) o d) comprende adicionalmente la siguiente etapa:
e) recubrimiento electrolítico del tubo hidráulico rígido (4) .
Patentes similares o relacionadas:
 Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector, del 15 de Julio de 2020, de HENN GMBH & CO.KG: Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector , presentando el conector un […]
Racor con revestimiento, sistema de tuberías y uso del racor o del sistema de tuberías, del 25 de Marzo de 2020, de Viega Technology GmbH & Co. KG: Racor para una unión tubular estanca, no desmontable, - con un cuerpo básico de racor para el alojamiento de al menos un tubo que va a empalmarse […]
Acoplamiento de fluido con conexión de bloqueo, del 8 de Enero de 2020, de Oetiker NY, Inc: Combinación de un componente de fluido y un conector que puede unirse de manera no extraíble con el componente , en la que el componente […]
Componente de válvula, del 20 de Noviembre de 2019, de WEH, ERWIN: Componente de válvula en forma de una válvula de retención o de una boquilla de conexión, en particular para el repostaje de vehículos de gas natural, para […]
Conectores a presión para tuberías que tienen anillos de seguridad, del 7 de Agosto de 2019, de VSH Fittings B.V: Un conector a presión para tuberías, que comprende: - una toma con un espacio de inserción con una abertura de inserción para que […]
 Pressfitting y disposición que contiene un pressfitting, del 31 de Mayo de 2019, de UPONOR INNOVATION AB: Disposición, que contiene:
- un pressfitting , con al menos un racor de conexión para encajar un tubo ,
- piezas de material sintético ,
- un casquillo […]
Pressfitting y disposición que contiene un pressfitting, del 31 de Mayo de 2019, de UPONOR INNOVATION AB: Disposición, que contiene:
- un pressfitting , con al menos un racor de conexión para encajar un tubo ,
- piezas de material sintético ,
- un casquillo […]
Racor en particular para tuberías de refrigeración, del 14 de Mayo de 2019, de RLS LLC: Un racor que comprende una pared de tubo metálico que forma tanto una porción cilíndrica de tubo como una porción de canal de junta tórica anular adyacente, […]