CHAPA DE ACERO GALVANIZADO POR INMERSIÓN EN CALIENTE BASADO EN CINC EXCELENTE EN LA RETENCIÓN DE BRILLO.
Un procedimiento de producción de una chapa de acero chapado con Zn por inmersión en caliente excelente en la propiedad de retención del lustre que comprende:
una etapa de sumergir y extraer continuamente la banda de acero en/de un baño de Zn de inmersión en caliente que consiste en, en % en masa, Al:4,0-15%, Mg:1,0-4,0% Ti:0,001-0,1% B:0,001-0,045% el resto Zn e impurezas inevitables, formándose así una capa de chapado sobre la misma; una etapa de pasar después continuamente la banda de acero por una zona de temple al agua que efectúa el enfriamiento mientras que pone la superficie de la capa de chapado completamente solidificada en contacto con una corriente de agua, en el que la degradación del lustre de la capa de chapado se inhibe en ese momento controlando la temperatura de la banda en el lado de entrada a la zona de temple al agua a menos de 105ºC y, si se desea, una etapa de pasar la banda de acero pasado por la zona de temple al agua por una zona de tratamiento químico
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2002/007485.
Solicitante: NISSHIN STEEL CO., LTD..
Nacionalidad solicitante: Japón.
Dirección: 4-1 MARUNOUCHI 3-CHOME CHIYODA-KU TOKYO 100-8366 JAPON.
Inventor/es: KOMATSU, ATSUSHI, TSUJIMURA, TAKAO, ANDOH,ATSUSHI,STEEL & TECH. DEV. LAB.
Fecha de Publicación: .
Fecha Solicitud PCT: 24 de Julio de 2002.
Fecha Concesión Europea: 13 de Octubre de 2010.
Clasificación Internacional de Patentes:
- C22C18/04 QUIMICA; METALURGIA. › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22C ALEACIONES (tratamiento de alegaciones C21D, C22F). › C22C 18/00 Aleaciones basadas en cinc. › con aluminio como constituyente que sigue al que está en mayor proporción.
- C23C2/06 C […] › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 2/00 Procesos de baño o inmersión en caliente para aplicar el material de revestimiento en estado fundido sin modificar la forma del objeto sumergido; Sus aparatos. › Zinc o cadmio o sus aleaciones.
- C23C2/24 C23C 2/00 […] › utilizando campos magnéticos o eléctricos.
- C23C2/26 C23C 2/00 […] › Tratamiento posterior (C23C 2/14 tiene prioridad).
Clasificación PCT:
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Finlandia, Chipre.
Fragmento de la descripción:
Chapa de acero galvanizado por inmersión en caliente basado en cinc excelente en la retención de brillo.
Campo técnico
La presente invención se refiere a una tecnología para prevenir la degradación del lustre superficial que se produce algunas veces durante la producción de chapa de acero chapado con Zn-Al-Mg por inmersión en caliente usando una línea de chapado por inmersión en caliente continua.
Antecedentes de la técnica
Los documentos JP.Hei-10-226865A, JP.Hei-10-306357A, USP nº 6.235.410 (US 6.235.410 B1) y USP nº 6.379.820 (US 6.379.820 B1) propiedad del solicitante de la presente solicitud enseñan que una chapa de acero chapado que tiene resistencia a la corrosión y aspecto superficial suficiente para cumplir los requisitos de un producto industrial puede obtenerse fabricando una chapa de acero chapado basado en Zn por inmersión en caliente usando un baño del sistema de Zn-Al-Mg de inmersión en caliente compuesto por Al: 4,0-10%, Mg: 1,0-4,0%, Ti: 0,002-0,1%, B: 0,001-0,045% y el resto Zn e impurezas inevitables, y confiriendo a la capa de chapado una estructura metálica que incluye [fase de Al cristalina primaria] y [fase única de Zn] en una matriz de [estructura cristalina eutéctica ternaria de Al/Zn/Zn2Mg]. Las condiciones de producción para obtener esta estructura metálica se exponen en las memorias descriptivas publicadas.
En el transcurso del trabajo con una chapa de acero chapado basado en Zn por inmersión en caliente con un contenido de Al y Mg relativamente alto tal para asegurar los procedimientos de producción, los inventores experimentaron que, dependiendo de las condiciones de producción, el lustre superficial de la capa de chapado se deterioró en el plazo de dos a tres días. Esta degradación del lustre superficial de la capa de chapado decolora la superficie chapada estéticamente agradable junto después de chaparse a un color de interferencia algo negruzco con el paso del tiempo (tan pronto como 2-3 días, pero algunas veces dura 4-7 días). El grado de decoloración de la capa de la superficie exterior (un tipo de ennegrecimiento) puede cuantificarse midiendo el brillo superficial. Por ejemplo, una superficie de chapado que presentaba un brillo (valor L) de aproximadamente L = 82 justo después de la fabricación se degrada a aproximadamente L = 72 en 7 días. Aunque esta disminución en el valor de valor L no degrada la propiedad de resistencia a la corrosión del producto y no perjudica las cualidades físicas y químicas de la chapa de acero chapada, no se desea desde el punto del aspecto superficial. El hecho de que la degradación del lustre superficial no sea uniforme en toda la superficie de chapado, aunque tome la forma de decoloración manchada, desmerece particularmente el atractivo estético.
Esta degradación del lustre superficial puede considerarse peculiar de chapas de acero chapado que tienen un contenido de Al y Mg relativamente alto como las chapas de acero chapado con Zn-Al-Mg por inmersión en caliente mencionadas anteriormente. El grado de oxidación del Mg concentrado en la capa de la superficie exterior del chapado y el estado oxidado de la capa de la superficie de Al están lo más probablemente complejamente implicados como causas de la degradación. No se han publicado informes hasta la fecha con respecto al mecanismo de la degradación del lustre superficial que se produce en una chapa de acero chapado con Zn-Al-Mg por inmersión en caliente tal o con respecto a un procedimiento para inhibir la degradación.
El documento de la técnica anterior WO 01/59171 A1 desvela una chapa de aluminio recubierta por inmersión en caliente con Zn-Al-Mg que tiene un alto contenido de Al, una capa de recubrimiento por inmersión en caliente que tiene una composición química en% en peso: superior al 10% y al 22% o menos de Al, 1 al 5% de Mg y opcionalmente además 0,002 al 0,1% de Ti, 0,001 al 0,045% de B, 0,005 al 0,5% de Si. Además, la capa de recubrimiento por inmersión en caliente tiene una estructura metálica compuesta por una base de una estructura eutéctica ternaria de Al/Zn/Zn2Mg y fases cristalinas primarias de Al que están incluidas en la base.
El documento JP 2002 187234 A de la técnica anterior desvela una chapa de acero recubierta sin cromo que tiene una excelente resistencia a la corrosión, por lo que la capa galvanizada está compuesta por en % en peso: 4-22% de Al, 1-4% de Mg, 0-0,1% de Ti, 0-0,045% de B y 0-0,5% de Si. Según la Tabla 1, Ti + B y/o Si pueden añadirse individualmente o en combinación a la composición de recubrimiento de Zn-Al-Mg y de esta forma se forma una chapa de acero con una capa de chapado correspondiente sobre la misma.
Objeto de la invención
Por tanto, un objeto de la presente invención es proporcionar medios para inhibir la degradación del lustre superficial que aparece como un problema peculiar de la chapa de acero chapado con Zn-Al-Mg por inmersión en caliente.
Divulgación de la invención
El objeto de la invención se resuelve mediante un procedimiento como se establece en la reivindicación 1 ó 2.
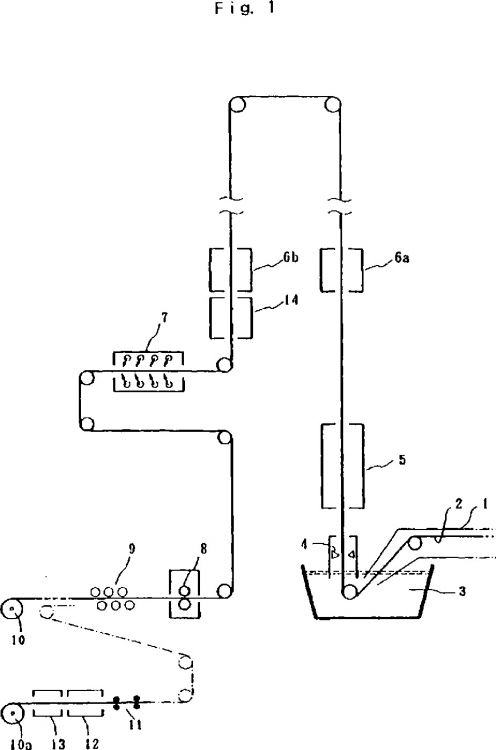
Los inventores llevaron a cabo una extensa experimentación e investigación dirigidas a vencer el problema anterior. Como resultado, los inventores determinaron que la degradación del lustre superficial de la chapa de acero chapado por inmersión en caliente se produce por el comportamiento de reacción entre la superficie de la capa de chapado y el agua durante el enfriamiento con agua en la etapa de enfriamiento tras el chapado, que una forma para prevenir la degradación del lustre superficial es "controlar la temperatura de contacto entre la capa de chapado y la corriente de agua" en la etapa de enfriamiento con agua después de la solidificación de la capa de chapado que, por extensión, es eficaz para controlar adecuadamente la "temperatura de la banda durante el contacto con la corriente de agua" y que también es eficaz para estabilizar el estado de oxidación de la capa de la superficie de chapado de Al y Mg incorporando una pequeña cantidad de un "elemento fácilmente oxidante" adecuado en el baño de chapado. Por "temperatura de la banda durante el contacto con la corriente de agua" se indica la temperatura de la banda en el momento en el que se realiza el enfriamiento mientras se forma una película de agua sobre la superficie de la capa de chapado en la etapa de enfriamiento después de completarse la solidificación de la capa de chapado. Específicamente, es la temperatura de la capa de chapado cuando una corriente de agua se pasa sobre la capa de chapado completamente solidificada y la capa de chapado está siendo enfriada con una película de agua formada sobre la superficie de la capa de chapado.
En otras palabras, según los hallazgos de los inventores, si la banda de acero está continuamente sumergida en y se extrae de un baño del sistema de Zn-Al-Mg de inmersión en caliente de la descripción anterior y la banda de acero se pasa después continuamente por una zona de temple al agua que efectúa el enfriamiento mientras que pone la superficie de la capa de chapado completamente solidificada en contacto con una corriente de agua (mientras que sobre la superficie de la capa de chapado se proporciona una cantidad de agua que permite la formación momentánea de una película de agua sobre la superficie de la capa de chapado), la degradación anteriormente dicha del lustre superficial de la capa de chapado puede inhibirse controlando la temperatura de la banda en el lado de entrada a la zona de temple al agua a menos de 105ºC.
La temperatura de la banda en el lado de entrada a la zona de temple al agua, aunque depende de las condiciones del equipo, depende en gran medida del espesor de chapa. Si el espesor de la banda es grande, el controlar la temperatura de la banda en el lado de entrada a la zona de temple al agua a menos de 105ºC puede no ser fácil. Se encontró que en un caso tal la inhibición similar de la degradación del lustre superficial puede lograrse sin reducir la temperatura de la banda en el lado de entrada a la zona de temple al agua a menos de 105ºC (es decir, con la temperatura a 105ºC o superior) añadiendo al baño de chapado una pequeña cantidad de un elemento que tiene una afinidad muy fuerte por el oxígeno (es decir, un elemento fácilmente oxidante) y que tiene un efecto estabilizante sobre los óxidos de Al. Tales elementos incluyen, por ejemplo, los elementos de las tierras raras, Y, Zr y Si. En la práctica real es suficiente añadir aproximadamente 0,002-0,05% en masa del elemento fácilmente oxidante.
...
Reivindicaciones:
1. Un procedimiento de producción de una chapa de acero chapado con Zn por inmersión en caliente excelente en la propiedad de retención del lustre que comprende:
una etapa de sumergir y extraer continuamente la banda de acero en/de un baño de Zn de inmersión en caliente que consiste en, en % en masa,
el resto Zn e impurezas inevitables,
formándose así una capa de chapado sobre la misma;
una etapa de pasar después continuamente la banda de acero por una zona de temple al agua que efectúa el enfriamiento mientras que pone la superficie de la capa de chapado completamente solidificada en contacto con una corriente de agua, en el que la degradación del lustre de la capa de chapado se inhibe en ese momento controlando la temperatura de la banda en el lado de entrada a la zona de temple al agua a menos de 105ºC y, si se desea, una etapa de pasar la banda de acero pasado por la zona de temple al agua por una zona de tratamiento químico.
2. Un procedimiento de producción de una chapa de acero chapado con Zn por inmersión en caliente excelente en la propiedad de retención del lustre que comprende:
una etapa de sumergir y extraer continuamente la banda de acero en/de un baño de Zn de inmersión en caliente que consiste en, en % en masa,
al menos un elemento fácilmente oxidante seleccionado de entre los elementos de las tierras raras, Y, Zr y Si:
0,002-0,05%, y
el resto Zn e impurezas inevitables,
formándose así una capa de chapado sobre la misma;
una etapa de pasar después continuamente la banda de acero por una zona de temple al agua que efectúa el enfriamiento mientras que pone la superficie de la capa de chapado completamente solidificada en contacto con una corriente de agua, en el que la degradación del lustre de la capa de chapado se inhibe en ese momento controlando la temperatura de la banda en el lado de entrada a la zona de temple al agua a no menos de 105ºC y a no más 300ºC y, si se desea, una etapa de pasar la banda de acero pasado por la zona de temple al agua por una zona de tratamiento químico.
Patentes similares o relacionadas:
Un dispositivo y un método para estabilizar un objeto metálico, del 17 de Mayo de 2017, de ABB AB: Un dispositivo para estabilizar una tira metálica alargada de material magnético al recubrir la tira con una capa metálica transportando de forma continua la tira […]
 Procedimiento e instalación de revestimiento por inmersión en caliente para la estabilización de una banda guiada entre toberas rascadoras de la instalación de revestimiento por inmersión en caliente y provista con un revestimiento, del 25 de Julio de 2012, de SMS SIEMAG AG: Procedimiento para la estabilización de una banda guiada entre toberas rascadoras de la instalación derevestimiento por inmersión en caliente y provista […]
Procedimiento e instalación de revestimiento por inmersión en caliente para la estabilización de una banda guiada entre toberas rascadoras de la instalación de revestimiento por inmersión en caliente y provista con un revestimiento, del 25 de Julio de 2012, de SMS SIEMAG AG: Procedimiento para la estabilización de una banda guiada entre toberas rascadoras de la instalación derevestimiento por inmersión en caliente y provista […]
 DISPOSITIVO Y PROCEDIMIENTO PARA LA ESTABILIZACIÓN DE BORDES DE FLEJE, del 26 de Mayo de 2011, de SMS SIEMAG AG: Dispositivo para la estabilización de bordes de fleje de un fleje , el cual presenta al menos un sensor para reconocer la posición del al menos un borde de fleje […]
DISPOSITIVO Y PROCEDIMIENTO PARA LA ESTABILIZACIÓN DE BORDES DE FLEJE, del 26 de Mayo de 2011, de SMS SIEMAG AG: Dispositivo para la estabilización de bordes de fleje de un fleje , el cual presenta al menos un sensor para reconocer la posición del al menos un borde de fleje […]
 DISPOSITIVO Y PROCEDIMIENTO PARA ESTABILIZAR UN OBJETO METALICO, del 19 de Noviembre de 2009, de ABB AB: Un dispositivo para estabilizar una tira metálica alargada de material magnético al recubrir la tira con una capa metálica transportando de forma […]
DISPOSITIVO Y PROCEDIMIENTO PARA ESTABILIZAR UN OBJETO METALICO, del 19 de Noviembre de 2009, de ABB AB: Un dispositivo para estabilizar una tira metálica alargada de material magnético al recubrir la tira con una capa metálica transportando de forma […]
DISPOSITIVO PARA RECUBRIR POR INMERSION EN BAÑO FUNDIDO BARRAS METALICAS., del 1 de Marzo de 2007, de SMS DEMAG AKTIENGESELLSCHAFT: Dispositivo para recubrir por inmersión en baño profundo barras metálicas , en especial fleje de acero, en el que la barra metálica puede guiarse […]
PROCEDIMIENTO PARA EL ACABADO POR INMERSION EN BAÑO FUNDIDO., del 16 de Enero de 2007, de SMS DEMAG AKTIENGESELLSCHAFT: Procedimiento para el recubrimiento de la superficie especialmente de productos en forma de banda, por ejemplo una banda de metal de NE o banda […]
DISPOSITIVO PARA RECUBRIR POR INMERSION EN BAÑO FUNDIDO BARRAS METALICAS., del 1 de Diciembre de 2006, de SMS DEMAG AKTIENGESELLSCHAFT: Dispositivo para recubrir por inmersión en baño profundo barras metálicas , en especial fleje de acero, en el que la barra metálica puede guiarse […]
 DISPOSITIVO PARA EL RECUBRIMIENTO DE UNA BARRA METALICA POR INMERSION EN UN BAO FUNDIDO Y PROCEDIMIENTO PARA EL RECUBRIMIENTO POR INMERSION EN UN BAO FUNDIDO, del 25 de Agosto de 2009, de SMS SIEMAG AG: Dispositivo para el recubrimiento de una barra metálica por inmersión en un baño fundido, de manera especial de una banda de acero, en el que la barra metálica se hace […]
DISPOSITIVO PARA EL RECUBRIMIENTO DE UNA BARRA METALICA POR INMERSION EN UN BAO FUNDIDO Y PROCEDIMIENTO PARA EL RECUBRIMIENTO POR INMERSION EN UN BAO FUNDIDO, del 25 de Agosto de 2009, de SMS SIEMAG AG: Dispositivo para el recubrimiento de una barra metálica por inmersión en un baño fundido, de manera especial de una banda de acero, en el que la barra metálica se hace […]