CABEZAL DE EXTRUSIÓN CON AJUSTE DEL INTERSTICIO DE LA TOBERA.
Cabezal de extrusión para la fabricación de piezas moldeadas brutas (8) en forma de tubo flexible a partir de material de plástico apto para extrusión,
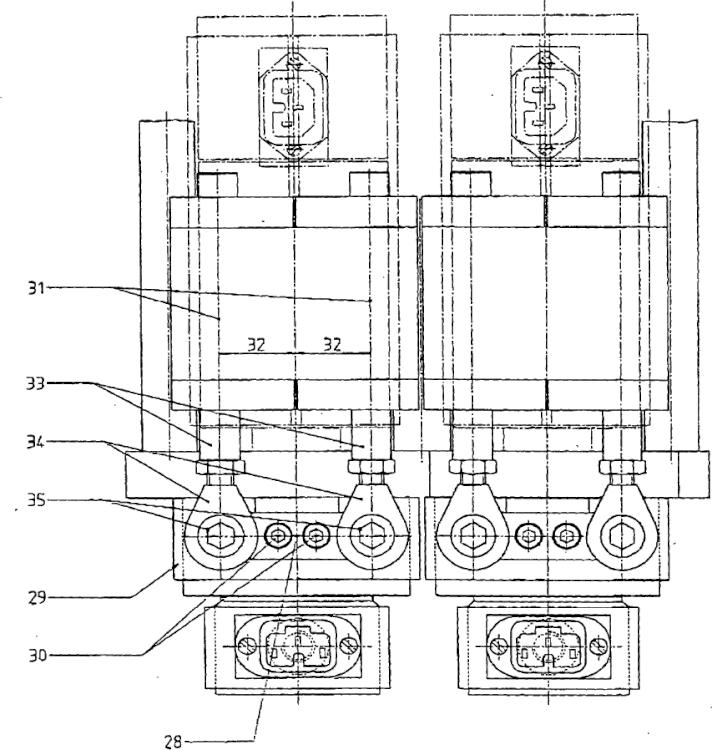
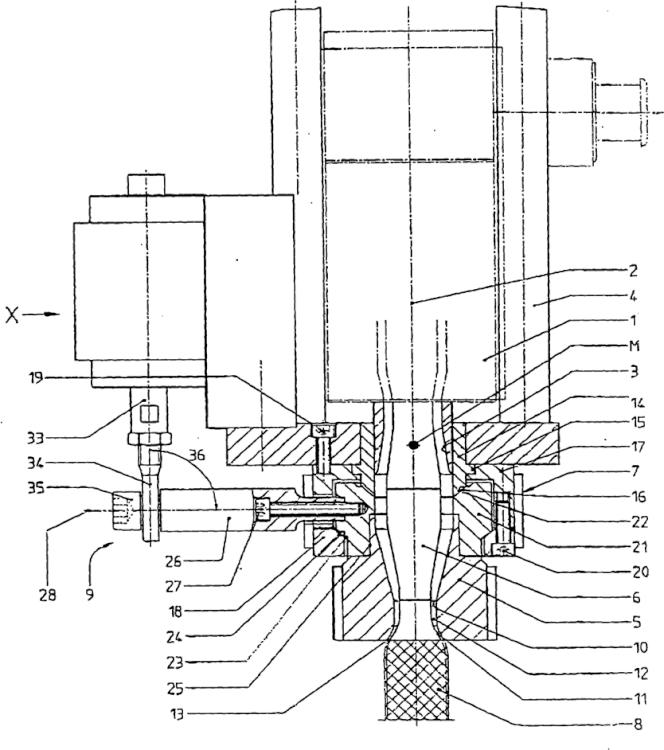
que comprende: una carcasa (1), - que forma un eje (2), - que presenta un primer taladro, que forma una primera superficie interior (3) y que está centrado sobre el eje (2), un cabezal de toberas (5), - que presenta un segundo taladro, que forma una segunda superficie interior (19), que termina en un extremo de salida de las toberas (13), una pínula (6), - que se extiende en el primer taladro de la carcasa (1) y en el segundo taladro del cabezal de toberas (5) a lo largo del eje (2), - que presenta una superficie exterior (11) y que termina en el extremo de salida de las toberas (13), - en el que entre la segunda superficie interior (10) y la superficie exterior (11) está formado un intersticio (12), a través del cual se transporta el material de plástico para la formación de la pieza moldeada bruta (8) en forma de tubo flexible, que sale por el extremo de salida de las toberas (13) desde el cabezal de toberas (5), una disposición de articulación (7), - que comprende superficies esféricas (23, 24) dirigidas una contra la otra, una de las cuales está asociada a un primer elemento de cojinete (14) y la otra está asociada a un segundo elemento de cojinete (21), que está conectado con el cabezal de toberas (5), y - que conecta el cabezal de toberas (5) con la carcasa (1) por todos los lados de forma articulada y hermética, y un servo mecanismo (9), - a través del cual se puede regular el cabezal de toberas (5) de forma articulada por todos los lados, y - que comprende una palanca de ajuste (26), que está conectada con el segundo elemento de cojinete (21) y que forma un eje de ajuste (28) que se extiende radialmente con respecto al eje (2), caracterizado porque el servo mecanismo (9) comprende dos servo accionamientos lineales (33), que inciden a lo largo de las líneas de actuación de la fuerza (31) en la palanca de ajuste (26), que se extienden paralelamente al eje (2), de manera que los servo accionamientos lineales (33) se desplazan en sentido opuesto desde el eje de ajuste (28) e inciden bajo un ángulo (36) en la palanca de ajuste (26), de manera que los servo accionamientos lineales (33) están dispuestos paralelos e inmediatamente adyacentes entre sí
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05025941.
Solicitante: W. MULLER GMBH.
Nacionalidad solicitante: Alemania.
Dirección: BELGISCHE ALLEE 24 53842 TROISDORF ALEMANIA.
Inventor/es: LANG,Klaus .
Fecha de Publicación: .
Fecha Solicitud PCT: 29 de Noviembre de 2005.
Clasificación Internacional de Patentes:
- B29C47/22B
Clasificación PCT:
- B29C47/22
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2357828_T3.pdf
Fragmento de la descripción:
La invención se refiere a un cabezal de extrusión para la fabricación de piezas moldeadas brutas en forma de tubo flexible a partir de material de plástico apto para extrusión, que comprende:
una carcasa,
- que forma un eje,
- que presenta un primer taladro, que forma una primera superficie interior y que está centrado sobre el eje,
un cabezal de toberas,
- que presenta un segundo taladro, que forma una segunda superficie interior, que termina en un extremo de salida de las toberas,
una pínula,
- que se extiende en el primer taladro de la carcasa y en el segundo taladro del cabezal de toberas a lo largo del eje,
- que presenta una superficie exterior y que termina en el extremo de salida de las toberas,
- en el que entre la segunda superficie interior y la superficie exterior está formado un intersticio, a través del cual se transporta el material de plástico para la formación de la pieza moldeada bruta en forma de tubo flexible, que sale por el extremo de salida de las toberas desde el cabezal de toberas,
una disposición de articulación,
- que comprende superficies esféricas dirigidas una contra la otra, una de las cuales está asociada a un primer elemento de cojinete y la otra está asociada a un segundo elemento de cojinete, que está conectado con el cabezal de toberas, y
- que conecta el cabezal de toberas con la carcasa por todos los lados de forma articulada y hermética, y
un servo mecanismo
- a través del cual se puede regular el cabezal de toberas de forma articulada por todos los lados, y
- que comprende una palanca de ajuste, que está conectada con uno de los elementos de cojinete y que forma un eje de ajuste que se extiende radialmente con respecto al eje, de acuerdo con el preámbulo de la reivindicación 1.
Se conoce a partir del documento JP 60-105520 un cabezal de extrusión de este tipo.
El documento US 4 472 129 muestra un cabezal de extrusión, en el que un cabezal de toberas está alojado de forma articulable sobre superficies esféricas. En el cabezal de toberas inciden dos barras de ajuste, que están dispuestas diametrales entre sí con respecto al eje medio del cabezal de extrusión y paralelas al eje medio. Las barras de ajuste se extienden en taladros del cabezal de extrusión y sobresalen en un lado superior del mismo y están accionadas allí de forma desplazable axialmente por medio de servo cilindros.
El documento DE 35 05 83 7 A1 publica un cabezal de extrusión para la fabricación de piezas moldeadas brutas en forma de tubo flexible a partir de material de plástico apto para extrusión. Comprende una carcasa, que forma un eje. La carcasa presenta un primer taladro, que forma una primera superficie interior y está centrado sobre el eje. El cabezal de extrusión comprende, además, un cabezal de toberas, que presenta un segundo taladro, que forma una segunda superficie interior, que termina en un extremo de salida de las toberas. Por lo demás, el cabezal de extrusión comprende una pínula, que se extiende en el primer taladro de la carcasa y en el segundo taladro del cabezal de toberas a lo largo del eje. La pínula presenta una superficie exterior y termina en el extremo de salida de las toberas. Entre la segunda superficie interior y la superficie exterior está formado un intersticio a través del cual se transporta el material de plástico para la formación de la pieza moldeada bruta en forma de tubo flexible, de manera que la pieza moldeada bruta en forma de tubo flexible sale por el extremo de salida de las toberas desde el cabezal de toberas. Al cabezal de extrusión pertenece todavía una disposición de articulación, que comprende superficies esféricas guiadas una contra la otra. La primera superficie esférica está asociada a un primer elemento de cojinete y la segunda está asociada a un segundo elemento de cojinete.
El segundo elemento de cojinete está conectado con el cabezal de toberas. El segundo elemento de cojinete es retenido con su superficie esférica apoyado en la superficie esférica del primer elemento de cojinete por medio de una disposición de resorte. Está previsto un servo mecanismo, a través del cual se puede ajustar el cabezal de toberas de forma articulada por todos los lados. El servo mecanismo prevé un servo motor, cuyo eje de accionamiento se extiende paralelamente al eje del cabezal de extrusión. El motor sirve para el accionamiento de un árbol excéntricos bajo la intercalación de un engranaje reductor. En el extremo de este árbol está colocado un pivote dispuesto excéntricamente con respecto al eje de accionamiento, que lleva un rodillo. Este rodillo se apoya en la periferia exterior del segundo elemento de cojinete alargado. Muchos de tales accionamientos están dispuestos distribuidos sobre la periferia del segundo elemento de cojinete, de manera que se puede realizar una regulación de la articulación por todos los lados.
Durante una regulación de la articulación, que necesita cuatro accionamientos distribuidos sobre la periferia, el espacio de construcción necesario es grande, de manera que no es posible una disposición hermética de cabezales de extrusión en disposición paralela adyacentes entre sí. Además, el gasto es grande en tanto que se requieren, en general, cuatro accionamientos.
El documento EP 0 873 845 B1 describe un cabezal de extrusión para la fabricación de piezas moldeadas brutas en forma de tubo flexible de material de plástico apto para extrusión. El cabezal de extrusión comprende una carcasa, que forma un primer eje, sobre el que está dispuesto centrado un primer taladro, que forma una primera superficie interior. Comprende, además, un cabezal de toberas, que presenta un segundo taladro, que forma una segunda superficie interior, que se conecta a lo largo del eje en el primer taladro con la primera superficie interior y termina en un extremo de salida de toberas.
A través del primero y el segundo taladros se extiende una pínula a lo largo del eje. Esta pínula presenta una superficie exterior y termina en el extremo de salida de las toberas, Entre la segunda superficie interior del cabezal de toberas y la superficie exterior de la pínula está formado un intersticio, a través del cual se transporta material de plástico para la formación de la pieza moldeada bruta en forma de tubo flexible. La pieza moldeada bruta sale por el extremo de toberas desde el cabezal de toberas.
Al cabezal de toberas está asociado un servo mecanismo, que comprende dos servo accionamientos que se distancian radialmente desde el cabezal de toberas, con respecto al eje. Estos dos servo accionamientos están dispuestos desplazados en la periferia entre sí en un ángulo de 90º. El servo accionamiento actúa directamente sobre el cabezal de toberas y sirve para el ajuste en una primera dirección axial. El segundo servo accionamiento actúa por mediación de un anillo de ajuste sobre el cabezal de toberas, de tal forma que es posible una regulación del mismo en una dirección, que está perpendicularmente a la primera dirección de ajuste. De esta manera debe conseguirse una estructura del tipo de ranura cruzada para la regulación. El cabezal de toberas se puede regular de esta manera con su superficie interior con respecto a la superficie interior correspondiente del primer taladro de la carcasa en un plano radial en dos ejes, es decir, que también en el extremo de salida de las toberas se lleva a cabo una regulación paralelamente a este plano radial. De esta manera, resultan zonas, en las que la segunda superficie interior del cabezal de toberas penetra sobre la primera superficie interior del primer taladro en el interior del intersticio o bien retorna desde éste. De esta manera se realiza una interferencia del flujo del material de plástico en la tobera. La disposición de los servo accionamientos en planos radiales, desplazados entre si en torno a 90º, requiere un espacio libre considerable, lo que repercute negativamente con respecto a la plantilla, con la que varios de tales cabezales de extrusión están dispuestos paralelos adyacentes entre sí. Esto significa que sobre una longitud predeterminada solamente se puede disponer un número más reducido de cabezales de extrusión, porque éstos deben presentar una distancia mínima entre sí.
La invención tiene el cometido de crear un cabezal de extrusión, que permite una regulación para el ajuste del intersticio sobre la periferia, siendo reducida la influencia sobre el comportamiento de flujo del material de plástico y pudiendo disponerse, además, varios... [Seguir leyendo]
Reivindicaciones:
1. Cabezal de extrusión para la fabricación de piezas moldeadas brutas (8) en forma de tubo flexible a partir de material de plástico apto para extrusión, que comprende:
una carcasa (1),
- que forma un eje (2),
- que presenta un primer taladro, que forma una primera superficie interior (3) y que está centrado sobre el eje (2),
un cabezal de toberas (5),
- que presenta un segundo taladro, que forma una segunda superficie interior (19), que termina en un extremo de salida de las toberas (13),
una pínula (6),
- que se extiende en el primer taladro de la carcasa (1) y en el segundo taladro del cabezal de toberas (5) a lo largo del eje (2),
- que presenta una superficie exterior (11) y que termina en el extremo de salida de las toberas (13),
- en el que entre la segunda superficie interior (10) y la superficie exterior (11) está formado un intersticio (12), a través del cual se transporta el material de plástico para la formación de la pieza moldeada bruta (8) en forma de tubo flexible, que sale por el extremo de salida de las toberas (13) desde el cabezal de toberas (5),
una disposición de articulación (7),
- que comprende superficies esféricas (23, 24) dirigidas una contra la otra, una de las cuales está asociada a un primer elemento de cojinete (14) y la otra está asociada a un segundo elemento de cojinete (21), que está conectado con el cabezal de toberas (5), y
- que conecta el cabezal de toberas (5) con la carcasa (1) por todos los lados de forma articulada y hermética, y un servo mecanismo (9),
- a través del cual se puede regular el cabezal de toberas (5) de forma articulada por todos los lados, y
- que comprende una palanca de ajuste (26), que está conectada con el segundo elemento de cojinete (21) y que forma un eje de ajuste (28) que se extiende radialmente con respecto al eje (2),
caracterizado porque el servo mecanismo (9) comprende dos servo accionamientos lineales (33), que inciden a lo largo de las líneas de actuación de la fuerza (31) en la palanca de ajuste (26), que se extienden paralelamente al eje (2), de manera que los servo accionamientos lineales (33) se desplazan en sentido opuesto desde el eje de ajuste (28) e inciden bajo un ángulo (36) en la palanca de ajuste (26), de manera que los servo accionamientos lineales (33) están dispuestos paralelos e inmediatamente adyacentes entre sí.
2. Cabezal de extrusión de acuerdo con la reivindicación 1, caracterizado porque la disposición de articulación
(7)
- presenta un primer elemento de cojinete (14) en forma de anillo con una superficie esférica exterior (16) en un lado frontal,
- presenta un segundo elemento de cojinete (21) con una superficie esférica interior (22) que ajusta con la superficie esférica exterior (16), en cuya superficie interior está guiado de forma articulada por todos los lados y está conectado con el cabezal de toberas (5),
- presenta un dispositivo de retención (17, 18),
que retiene el segundo elemento de cojinete (21) con su superficie esférica interior (22) apoyada en la superficie esférica exterior (16) del primer elemento de cojinete (14) de forma hermética y articulable por todos los lados.
3. Cabezal de extrusión de acuerdo con la reivindicación 2, caracterizado porque el segundo elemento de cojinete (21) presenta una superficie esférica exterior (23) dispuesta concéntricamente a la superficie esférica interior
(22) y el dispositivo de retención (17, 18) presenta una superficie esférica interior (24) que ajusta con la superficie esférica exterior (23).
4. Cabezal de extrusión de acuerdo con la reivindicación 2, caracterizado porque el dispositivo de retención (17, 18) está fijado en el elemento de soporte (4).
5. Cabezal de extrusión de acuerdo con la reivindicación 1, caracterizado porque los servo accionamientos lineales (33) están configurados como cilindros hidráulicos de doble acción.
Patentes similares o relacionadas:
PROCEDIMIENTO Y DISPOSITIVO PARA LA PRODUCCIÓN DE ENVASES DE PLÁSTICO, del 6 de Septiembre de 2011, de MAUSER-WERKE GMBH: Cabeza de extrusión para la fabricación de cuerpos huecos de plástico de varias capas moldeados por soplado, con una carcasa , en la que están previstas dos […]
Procedimiento de moldeo por extrusión y soplado para recipientes plásticos, en particular para botellas plásticas, del 20 de Septiembre de 2017, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Procedimiento de moldeo por extrusión y soplado para recipientes plásticos, en particular para botellas plásticas, en donde un tubo flexible […]
Procedimiento para fabricar cuerpos huecos de plástico moldeados por soplado y cabezal de extrusión múltiple para realizar el procedimiento, del 22 de Febrero de 2017, de FEUERHERM, HARALD: Procedimiento para fabricar cuerpos huecos de plástico moldeados por soplado, en el que se extruyen al mismo tiempo unas preformas tubulares desde al menos […]
Herramienta de extrusión para la fabricación de preformas tubulares, del 4 de Enero de 2017, de FEUERHERM, HARALD: Herramienta de extrusión para la generación de preformas tubulares con un mandril , un cuerpo de tobera , un inserto de tobera anular […]
Cabeza de extrusión para la fabricación de cuerpos huecos, del 20 de Julio de 2016, de Gross, Heinz: Cabeza de extrusión para extrusionadoras de plástico, especialmente para la fabricación de preformas para recipientes soplados, que presenta dos piezas […]
 Tapón de refrigeración alineable para extrusora, del 26 de Agosto de 2015, de LUPKE, MANFRED ARNO ALFRED: Aparato de moldeo para formar una tubería de pared doble, que comprende una extrusora , un cabezal de extrusión y unos bloques del molde […]
Tapón de refrigeración alineable para extrusora, del 26 de Agosto de 2015, de LUPKE, MANFRED ARNO ALFRED: Aparato de moldeo para formar una tubería de pared doble, que comprende una extrusora , un cabezal de extrusión y unos bloques del molde […]
 Cabezal extrusor así como procedimiento de extrusión, del 19 de Agosto de 2013, de KAUTEX MASCHINENBAU GMBH: Cabezal extrusor para la fabricación de una preforma de varias capas en forma de manguera de un materialtermoplástico reblandecido, con por lo menos una banda de visualización […]
Cabezal extrusor así como procedimiento de extrusión, del 19 de Agosto de 2013, de KAUTEX MASCHINENBAU GMBH: Cabezal extrusor para la fabricación de una preforma de varias capas en forma de manguera de un materialtermoplástico reblandecido, con por lo menos una banda de visualización […]
 EXTRUSOR ANULAR, del 17 de Mayo de 2011, de VMI - AZ EXTRUSION GMBH: Extrusor anular para extrudir una masa , en especial, una mezcla de caucho, junto con soportes resistentes, habiéndose dispuesto sensiblemente […]
EXTRUSOR ANULAR, del 17 de Mayo de 2011, de VMI - AZ EXTRUSION GMBH: Extrusor anular para extrudir una masa , en especial, una mezcla de caucho, junto con soportes resistentes, habiéndose dispuesto sensiblemente […]