BOTE DE AEROSOL PARCIALMENTE OVALADO.
Envase de aerosol (10) de metal con una sección inferior y superior (11,
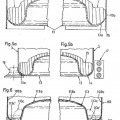
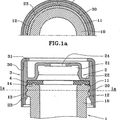
13), donde la sección inferior (11) del envase contiene un fondo (12) y está configurada casi cilíndrica, de modo que una sección transversal del envase de aerosol (10) es circular en esta sección y la sección superior (13) del envase está provista de una zona de hombro (14) y de un orificio (15) con cuello (16) para un sistema de pulverización insertable, y la sección superior (13) del envase contiene adicionalmente una zona de moldeado (17) que se puede extender también por la zona de hombro (14), y una sección transversal de la zona de moldeado (17) del envase de aerosol (10) está configurada distinta a la sección transversal casi circular de la sección inferior (11) del envase, caracterizado por el hecho de que un espesor de pared esencialmente invariable está presente sobre el perímetro de la sección transversal (radial) así como sobre la altura (axial) del envase de aerosol (10), y el perímetro de la sección transversal circular está formado por la sección inferior de envase (11) en función del tamaño igual al perímetro de la sección transversal diferente en la zona de moldeado (17), por lo cual el envase de aerosol (10) presenta una configuración en forma de V
Tipo: Resumen de patente/invención. Número de Solicitud: W03014717EP.
Solicitante: BOEHRINGER INGELHEIM MICROPARTS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: HAUERT 7,44227 DORTMUND.
Inventor/es: CHRIST,ALEXANDER, ENDERT,GUIDO, WERGEN,HORST.
Fecha de Publicación: .
Fecha Concesión Europea: 19 de Agosto de 2009.
Clasificación Internacional de Patentes:
- B21D51/26B
- B21D51/26C
- B65D83/14L
Clasificación PCT:
- B21D51/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
- B65D83/14 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 83/00 Recipientes o paquetes con medios especiales para distribuir su contenido (medios de distribución incorporados a cierres móviles o no permanentemente asegurados al recipiente B65D 47/00; para tiendas, almacenes, oficinas, bares, o similares A47F 1/04; vitrinas o muebles de exposición con sistemas de distribución A47F 3/02; cargadores o depósitos para tornillos o tuercas combinadas con llaves para tuercas, llaves inglesas o destornilladores B25B 23/06; para utilizarlos en unión con la manipulación de hojas, bandas o materiales filamentosas B65H). › para distribución de líquidos o semilíquidos por presión interna de gas, es decir, recipientes con aerosol que tienen propelente.
Clasificación antigua:
- B21D51/26 B21D 51/00 […] › de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
- B65D83/14 B65D 83/00 […] › para distribución de líquidos o semilíquidos por presión interna de gas, es decir, recipientes con aerosol que tienen propelente.
Fragmento de la descripción:
Bote de aerosol parcialmente ovalado.
La invención se refiere a un envase de aerosol configurado de manera ergonómica, para asegurar un sostenimiento seguro del envase durante la pulverización, según el tipo indicado en el preámbulo de la reivindicación 1, así como a un dispositivo para fabricar el envase de aerosol según el tipo citado en el preámbulo de la reivindicación 11 y a un procedimiento para fabricar el envase de aerosol con el dispositivo mencionado según el tipo citado en el preámbulo de la reivindicación 13.
Envases de aerosol de este tipo son utilizados de múltiples maneras para los más diferentes ingredientes, como por ej. desodorantes, laca, espuma de afeitar, esmaltes o pinturas, aceites etc.. La utilización de estos envases de aerosol se complica generalmente, debido a que los dedos que cogen el cuerpo del envase cilíndrico no ofrecen un sostenimiento suficiente del envase al accionar el botón pulverizador. Este problema tampoco puede ser eliminado sin inconvenientes mediante las soluciones conocidas, que se aplican en caso de envases de bebidas de PET. En estos envases de PET se fijan empuñaduras o cavidades ergonómicas adicionales sobre el cuerpo envolvente del envase para un sostenimiento mejor. Sin embargo los demás requisitos que se imponen a un envase PET son completamente diferentes a aquellos de un envase de aerosol que se encuentra bajo alta presión y contiene sustancias agresivas. Estas diferencias son unívocas en el material elegido y han de distinguirse en el procedimiento de fabricación, de modo que para la envase de aerosol deben encontrarse nuevas posibilidades de solución.
Además los envases de aerosol son actualmente un producto de masa, que se pueden fabricar de manera económica solamente en grandes cantidades. Por lo tanto hay cadenas de fabricación desarrolladas de una manera especial, en las cuales tiene lugar un proceso de fabricación optimizado. Este proceso de fabricación está técnicamente optimizado en la producción, de tal manera que apenas son posibles variaciones en la fabricación de envases de aerosol sin causar costes adicionales. Si se debe modificar la forma de los envases de aerosol conocidos, esto conllevará generalmente efectos incidentes sobre el proceso de fabricación total, puesto que bien se precisará un proceso de fabricación adicional en las máquinas existentes o máquinas adicionales o nuevas.
Del fascículo de modelo de utilidad industrial DE 299 10 184 U1 es conocido un envase de aerosol del tipo mencionado que presenta una empuñadura ergonómica circular dentro del cuerpo del envase, la cual está distanciada aproximadamente 3-4 cm del orificio del envase. Aunque mediante esta empuñadura ergonómica se impide que el envase de aerosol se deslice a través de los dedos que lo sostienen al accionar el botón pulverizador, la postura de coger el envase de aerosol con la mano es bastante incómoda y antinatural. El sostenimiento del envase se dificulta también con el aumento del diámetro del cuerpo del envase. También el resalte fuerte que resulta de la empuñadura ergonómica situada más profunda y de la pared del envase situada más alta representa una desventaja grande para la seguridad del envase de aerosol, puesto que el material de la pared del aerosol está bastante debilitado en esta zona.
Los envases de aerosol conocidos del fascículo de patente DE 299 10 184 U1, son fabricados por el proceso de producción sucesivamente descrito y optimizado. Primero son punzonadas de una chapa unas llamadas pastillas o piezas brutas para el proceso ulterior. Estas pastillas o piezas brutas son elaborados a un cuerpo cóncavo cilíndrico por un procedimiento de embutición profunda. Así se adopta generalmente el procedimiento de estampado inverso. Una vez fabricado el cuerpo hueco cilíndrico, este es lacado interiormente para que el envase de aerosol resista químicamente a los componentes agresivos y gases propelentes. También es impreso o lacado el cuerpo cóncavo cilíndrico por fuera. Para la impresión por fuera es importante tener un objeto rotacionalmente simétrico. Por eso sólo se pueden realizar las deformaciones después de la impresión del cuerpo hueco cilíndrico. Las capas de laca aplicadas sirven también como medios deslizantes para los sucesivos pasos de deformación. Antes de que se siga deformando el envase de aerosol a fabricar, el borde superior es separado de forma limpia del cuerpo hueco cilíndrico, para garantizar así una conformación exacta para el orificio del envase con el cuello. Finalmente, la zona superior del envase con el hombro y con el orificio y el cuello es formado a partir del cuerpo cóncavo cilíndrico. Esta deformación ocurre generalmente en varias fases de fabricación en una prensa. En esta prensa, los cuerpos cóncavos cilíndricos son elaborados en un envase de aerosol listo para el uso sin sistema de pulverización. Los envases de aerosol individuales son agrupados entonces en fardos y puestos a disposición para ser transportados. Del llenado de los envases de aerosol y de la fijación de los sistemas de pulverización se encarga generalmente otra empresa.
Además el fascículo FR 2 606 686 A1 presenta entre otras cosas un procedimiento de fabricación para envases de aerosol. Mediante este procedimiento se fabrican también cuerpos de aerosol que disponen de una sección transversal ovalada en la zona central. Así sin embargo se forman perfiles con aristas vivas y angulares en el cuerpo del envase, los cuales dan lugar a una debilitación del material del espesor de pared. Por este motivo existen dudas de seguridad notables en los cuerpos de aerosol fabricados de esta manera, puesto que estos no pueden ser sometidos a una correspondiente presión de llenado sin riesgo de seguridad. Además, apenas es posible fijar informaciones técnicas sobre la presión en los campos transformados. Incluso cuando fuese posible una impresión del envase, la información sobre la presión no puede ser leído por un usuario en los puntos angulares muy deformados.
También el fascículo JP 61-193730 A divulga un procedimiento de producción para fabricar envases de aerosol parcialmente deformados. También en este caso son introducidas parcialmente deformaciones bastante angulosas o esquinadas en el cuerpo del aerosol, que representan igualmente un riesgo de seguridad. Así se ensancha por ej. la sección inferior del envase, para pasar a la sección superior del envase. A causa de ello tiene lugar igualmente una debilitación indeseada de los espesores de pared.
Además en los fascículos DE 24 26 240 A y US 5,572,893 A se divulgan unos procedimientos de producción generales para cuerpos de aerosol convencionales.
La invención por una parte se basa por consiguiente en la tarea de desarrollar un envase de aerosol bien manejable del tipo mencionado en el preámbulo de la reivindicación 1, el cual esté formado de manera ergonómica y no obstante no represente ninguna desventaja de seguridad. Esto se logra según la invención mediante las medidas citadas en la parte característica de la reivindicación 1, que tiene particularmente la siguiente importancia.
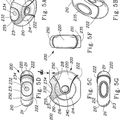
Según la invención, el envase de aerosol presenta -contrariamente a los envases de aerosol conocidos del estado de la técnica- en la sección superior del envase una zona de moldeado suplementaria que puede extenderse sobre toda la zona del hombro del envase de aerosol. En esta zona de moldeado, la sección transversal del envase de aerosol está configurada de una manera diferente a la sección transversal casi circular de la sección inferior del envase. Esto quiere decir que las secciones transversales diferentes sobre la extensión longitudinal del envase de aerosol no presentan generalmente ninguna sección transversal circular, como en la sección inferior del envase. Esta zona de moldeado se desarrolla sin interrupciones, a menos que se extienda sobre la zona del hombro, pasando al orificio del envase normalizado. Consecuentemente pueden utilizarse en los envases de aerosol según la invención, que dispongan de un orificio de envase normalizado, también sistemas de pulverización normalizados, incluso cuando no presenten ningún cuerpo cilíndrico en la zona de moldeado.
Ventajosamente el envase de aerosol presenta un espesor de pared esencialmente igual sobre el perímetro de la sección transversal así como sobre su altura (extensión longitudinal), es decir, el espesor de pared es invariable en la extensión radial y axial. Con ello se garantiza ante todo una alta seguridad de los envases de aerosol llenados bajo una alta presión.
Es tarea de la invención por otra parte indicar un dispositivo del tipo inicialmente...
Reivindicaciones:
1. Envase de aerosol (10) de metal con una sección inferior y superior (11, 13), donde
la sección inferior (11) del envase contiene un fondo (12) y está configurada casi cilíndrica, de modo que una sección transversal del envase de aerosol (10) es circular en esta sección y
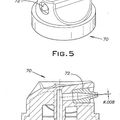
la sección superior (13) del envase está provista de una zona de hombro (14) y de un orificio (15) con cuello (16) para un sistema de pulverización insertable, y
la sección superior (13) del envase contiene adicionalmente una zona de moldeado (17) que se puede extender también por la zona de hombro (14), y
una sección transversal de la zona de moldeado (17) del envase de aerosol (10) está configurada distinta a la sección transversal casi circular de la sección inferior (11) del envase,
caracterizado por el hecho de que
un espesor de pared esencialmente invariable está presente sobre el perímetro de la sección transversal (radial) así como sobre la altura (axial) del envase de aerosol (10), y
el perímetro de la sección transversal circular está formado por la sección inferior de envase (11) en función del tamaño igual al perímetro de la sección transversal diferente en la zona de moldeado (17),
por lo cual el envase de aerosol (10) presenta una configuración en forma de V.
2. Envase de aerosol (10) según la reivindicación 1, caracterizado por el hecho de que la superficie de la sección transversal diferente en la zona de moldeado (17) es ovalada o elíptica.
3. Envase de aerosol (10) según la reivindicación 1 ó 2, caracterizado por el hecho de que la superficie de la sección transversal diferente en la zona de moldeado (17) se aproxima a un triángulo o rectángulo.
4. Envase de aerosol (10) según una de las reivindicaciones anteriores, caracterizado por el hecho de que el envase de aerosol (10) presenta un orificio (15) normalizado, en el cual pueden ser insertados los sistemas de pulverización normalizados.
5. Envase de aerosol (10) según una de las reivindicaciones anteriores, caracterizado por el hecho de que el envase de aerosol (10) con un sistema de pulverización incorporado es adecuado para una presión de llenado de entre 5 y 35 bar.
6. Envase de aerosol (10) según la reivindicación 5, caracterizado por el hecho de que la presión de llenado del envase de aerosol (10) es del orden de 10 y 20 bar.
7. Envase de aerosol (10) según la reivindicación 5, caracterizado por el hecho de que la presión de llenado del envase de aerosol (10) es del orden de entre 12 y 18 bar.
8. Envase de aerosol (10) según una de las reivindicaciones anteriores, caracterizado por el hecho de que el metal del envase de aerosol (10) es hojalata u aluminio.
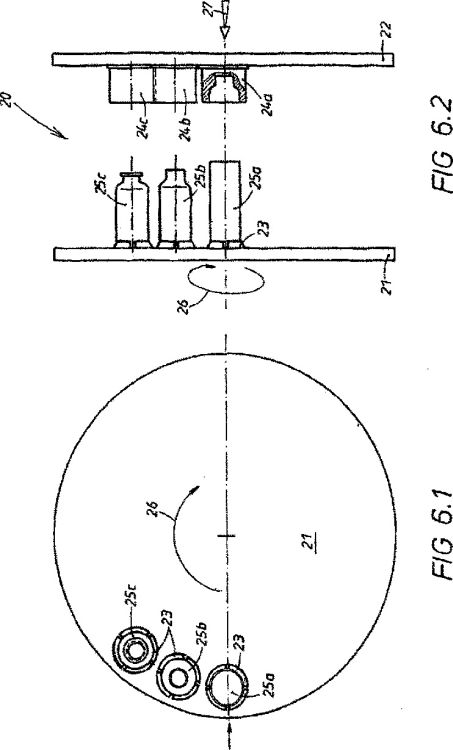
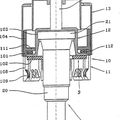
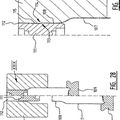
9. Dispositivo (20) para fabricar el envase de aerosol (10) según una de las reivindicaciones 1 a 8, conteniendo una o varias matrices (24) para fabricar a partir de un cuerpo cóncavo (25a) casi cilíndrico con un fondo (12) la sección superior (13) del envase con la zona de hombro (14) y el orificio (15) con cuello (16), por lo cual la forma de la sección superior (13) del envase está determinada por los contornos (30) de las matrices (24), caracterizado por el hecho de que los contornos (30) de las matrices (24) están configurados de tal manera que adicionalmente pueden formarse también la zona de moldeado diferente (17) del envase de aerosol (10), de manera que los perímetros (31) de los contornos (30) no están configurados circulares en diferentes secciones transversales en la zona de moldeado (17) de una matriz (24).
10. Dispositivo (20) según la reivindicación 9, caracterizado por el hecho de que en diferentes secciones transversales en la zona de moldeado (17) de una matriz (24) los contornos (30) presentan periferias (31) de longitudes uniformes.
11. Procedimiento para la fabricación del envase de aerosol (10) según una de las reivindicaciones 1 a 8 con al menos los siguientes procesos de fabricación, que incluso consisten en una o varias fases de fabricación:
- a) producción de un cuerpo hueco (25a) casi cilíndrico con un fondo (12)
- b) lacado interior del cuerpo hueco cilíndrico (25a)
- c) impresión o lacado del cuerpo hueco cilíndrico (25a) en el exterior
- d) recorte del borde superior del cuerpo hueco cilíndrico (25a) para la adaptación exacta del cuello (16) del orificio (15) del envase
- e) producción de la sección superior (13) del envase con la zona de hombro (14) y con el orificio (15) con cuello (16)
caracterizado por el hecho de que
el dispositivo (20) según la reivindicación 9 ó 10 es usado en el proceso de fabricación e) de la sección superior (13) del envase con la zona del hombro (14) y con el orificio (15) con cuello (16),
por lo cual también es adaptable la zona de moldeado diferente (17) de la sección superior (13) del envase.
12. Procedimiento según la reivindicación 11, caracterizado por el hecho de que el proceso de fabricación a) para fabricar un cuerpo hueco (25a) casi cilíndrico con un fondo (12) se logra por el procedimiento de embutición profunda.
13. Procedimiento según la reivindicación 11 ó 12, caracterizado por el hecho de que el proceso de fabricación e) para elaborar la sección superior (13) del envase con la zona de moldeado (17) es el último proceso de producción en el proceso de fabricación de envases de aerosol vacíos (10).
Patentes similares o relacionadas:
ENVASE PARA DISPENSAR FLUIDO PRESURIZADO, del 15 de Septiembre de 2011, de THE PROCTER & GAMBLE COMPANY: Un envase que comprende un accionador de dispensación para dispensar un fluido presurizado, que comprende además: un cuerpo de recipiente de […]
DISPOSITIVO DE FIJACIÓN, CONJUNTO DE DISTRIBUCIÓN QUE COMPRENDE TAL DISPOSITIVO, DISTRIBUIDOR QUE COMPRENDE TAL CONJUNTO Y PROCEDIMIENTO DE MONTAJE DE TAL DISTRIBUIDOR, del 1 de Julio de 2011, de REXAM DISPENSING SYSTEMS: Dispositivo de fijación para fijar un dispositivo de distribución en un contenedor que comprende un cuello tubular, comprendiendo dicho dispositivo de fijación: […]
 CUERPO DE LATA Y PROCEDIMIENTO, ASÍ COMO DISPOSITIVO PARA SU FABRICACIÓN, del 13 de Mayo de 2011, de CREBOCAN AG: Cuerpo de lata de aerosol con una envoltura de lata cerrada alrededor de un eje de lata, un cuello estrecho de lata y un asiento de válvula, configurado […]
CUERPO DE LATA Y PROCEDIMIENTO, ASÍ COMO DISPOSITIVO PARA SU FABRICACIÓN, del 13 de Mayo de 2011, de CREBOCAN AG: Cuerpo de lata de aerosol con una envoltura de lata cerrada alrededor de un eje de lata, un cuello estrecho de lata y un asiento de válvula, configurado […]
 ELEMENTO DE FIJACIÓN PARA UN DISTRIBUIDOR, del 28 de Marzo de 2011, de VALOIS SAS: Distribuidor de producto fluido que comprende un elemento de distribución, un recipiente con un cuello y un elemento de fijación para fijar el elemento de […]
ELEMENTO DE FIJACIÓN PARA UN DISTRIBUIDOR, del 28 de Marzo de 2011, de VALOIS SAS: Distribuidor de producto fluido que comprende un elemento de distribución, un recipiente con un cuello y un elemento de fijación para fijar el elemento de […]
 APARATO PARA DISPENSAR VAPORREFRIGERANTES, del 15 de Marzo de 2011, de GEBAUER COMPANY: Aparato para descargar vaporrefrigerantes en forma de corriente o vapor que comprende un recipiente para mantener un suministro presurizado de […]
APARATO PARA DISPENSAR VAPORREFRIGERANTES, del 15 de Marzo de 2011, de GEBAUER COMPANY: Aparato para descargar vaporrefrigerantes en forma de corriente o vapor que comprende un recipiente para mantener un suministro presurizado de […]
 ENVASE DISPENSADOR PRESURIZADO, del 28 de Enero de 2011, de THE PROCTER & GAMBLE COMPANY: Un envase para dispensar un material presurizado que se aplicará en el cuerpo, comprendiendo dicho envase: un cuerpo de recipiente que tiene una […]
ENVASE DISPENSADOR PRESURIZADO, del 28 de Enero de 2011, de THE PROCTER & GAMBLE COMPANY: Un envase para dispensar un material presurizado que se aplicará en el cuerpo, comprendiendo dicho envase: un cuerpo de recipiente que tiene una […]
 ELEMENTO DE FIJACION PARA FIJAR UNA BOMBA O UNA VALVULA SOBRE UN CUELLO DE RECIPIENTE, del 14 de Diciembre de 2010, de VALOIS SAS: Elemento de fijación para fijar un elemento de distribución tal como una bomba o una válvula sobre un cuello de un recipiente , comprendiendo dicho elemento […]
ELEMENTO DE FIJACION PARA FIJAR UNA BOMBA O UNA VALVULA SOBRE UN CUELLO DE RECIPIENTE, del 14 de Diciembre de 2010, de VALOIS SAS: Elemento de fijación para fijar un elemento de distribución tal como una bomba o una válvula sobre un cuello de un recipiente , comprendiendo dicho elemento […]
 METODO Y APARATO PARA CONFORMAR UN RECIPIENTE DE ACERO A PRESION, DICHO RECIPIENTE DE ACERO A PRESION Y UNA PREFORMA DEL MISMO, del 6 de Septiembre de 2010, de IMPRESS GROUP B.V.: Método para la conformación de un recipiente de acero , tal como un recipiente a presión, que tiene un extremo abierto con reborde, que comprende las […]
METODO Y APARATO PARA CONFORMAR UN RECIPIENTE DE ACERO A PRESION, DICHO RECIPIENTE DE ACERO A PRESION Y UNA PREFORMA DEL MISMO, del 6 de Septiembre de 2010, de IMPRESS GROUP B.V.: Método para la conformación de un recipiente de acero , tal como un recipiente a presión, que tiene un extremo abierto con reborde, que comprende las […]