Aparato para fabricar artefactos sanitarios cerámicos.
Sustancia para su utilización en el tratamiento de uremia en pacientes que padecen insuficiencia renal crónica,
enla que dicha sustancia comprende, como ingrediente eficaz, un compuesto de fórmula general (I):**Fórmula**
[en la que R1 es
(A) COOR2, en la que R2 es
1) hidrógeno o un catión farmacéuticamente aceptable,
2) alquilo lineal C1-C12 o alquilo ramificado C3-C14,
3) -Z-R3, en la que Z es un enlace covalente, o alquileno lineal o ramificado representado por CtH2t en la que t es unnúmero entero de 1 a 6, R3 es cicloalquilo C3-C12 o cicloalquilo C3-C12 sustituido con de 1 a 3 R4 en la que R4 eshidrógeno o alquilo C1-C5,
4) -(CH2CH2O)nCH3, en la que n es un número entero de 1 a 5,
5) -Z-Ar1, en la que Z representa los mismos significados que se han descrito anteriormente, Ar1 es fenilo, a-naftilo,
b-naftilo, 2-piridilo, 3-piridilo, 4-piridilo, a-furilo, b-furilo, a-tienilo, b-tienilo o fenilo sustituido (en la que el sustituyenteo los sustituyentes son, como mínimo, uno de cloro, bromo, flúor, yodo, trifluorometilo, alquilo C1-C4, nitro, ciano,metoxi, fenilo, fenoxi, p-acetamidabenzamida, -CH≥N-NH-C(≥O)-NH2, -NH-C(≥O)-Ph, -NH-C(≥O)-CH3 y
-NH-C(≥O)-NH2),
6) -CtH2tCOOR4, en la que CtH2t y R4 representan los mismos significados que se han descrito anteriormente,
7) -CtH2tN(R4)2, en la que CtH2t y R4 representan los mismos significados que se han descrito anteriormente,
8) -CH(R5)-C-(≥O)-R6, en la que R5 es hidrógeno o benzoílo, y R6 es fenilo, p-bromofenilo, p-clorofenilo, p-bifenilo, pnitrofenilo,p-benzamidafenilo o 2-naftilo,
9) -CpH2p-W-R7, en la que W es -CH≥CH-, -CH≥CR7- o -C≡C-, en la que R7 es hidrógeno, alquilo C1-C30 lineal oramificado o aralquilo C7-C30, p es un número entero de 1 a 5, o
10) -CH(CH2OR8)2, en la que R8 es alquilo o acilo C1-C30,(B) -CH2OH,
(C) -C(≥O)N(R9)2,
en la que R9 es hidrógeno, alquilo lineal C1-C12, alquilo ramificado C3-C12, cicloalquilo C3-C12, cicloalquilalquilenoC4-C13, fenilo, fenilo sustituido (en el que la definición o las definiciones del sustituyente o los sustituyentes son lasmismas que las descritas en (A) 5) mencionadas anteriormente), aralquilo C7-C12 o -SO2R10 en la que R10 es alquiloC1-C10, cicloalquilo C3-C12, fenilo, fenilo sustituido (en el que la definición o las definiciones del sustituyente o lossustituyentes son las mismas que las descritas en (A) 5) mencionadas anteriormente), o aralquilo C7-C12, en la quelos dos R9 pueden ser iguales o diferentes, con la salvedad de que cuando uno de ellos es -SO2R10, el otro R9 no es-SO2R10, o
(D) -CH2OTHP (en la que THP es tetrahidropiranilo),
A es
1) -(CH2)m-,2) -CH≥CH-CH2-,
3) -CH2-CH≥CH-,
4) -CH2-O-CH2-,
5) -CH≥CH-,
6) -O-CH2- o
7) -C≡C-, en la que m es un número entero de 1 a 3,
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07116218.
Solicitante: SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA.
Nacionalidad solicitante: Italia.
Dirección: VIA SELICE PROVINCIALE, 17/A 40026 IMOLA (BO) ITALIA.
Inventor/es: BAMBI, DOMENICO, SARANI, GIORGIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B1/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 1/00 Fabricación de objetos conformados a partir del material (utilizando prensas B28B 3/00; modelos sobre transportadores en movimiento B28B 5/00; fabricación de objetos de forma tubular B28B 21/00). › por colada en molde poroso o absorbente, es decir, colando una suspensión o una dispersión del material en un absorbente de líquido o un molde poroso, pudiendo el líquido embeberse en las paredes del molde o pasar a través de éstas, p. ej. colaje de barbotina; Moldes a este efecto (B28B 1/52 tiene prioridad).
PDF original: ES-2451628_T3.pdf
Fragmento de la descripción:
Aparato para fabricar artefactos sanitarios ceramicos La presente invencion se refiere a un aparato para fabricar artefactos sanitarios hechos con material ceramico de conformidad con el preambulo de la reivindicacion 1.
En el sector tecnico concerniente a la fabricacion de artefactos sanitarios ceramicos (tales como, por ejemplo, lavabos, inodoros, bides, etc.) , el metodo de produccion mas familiar y mas ampliamente empleado es el de preparar una mezcla fluida (conocida en el sector como barbotina, la cual se compone de una parte acuosa y un componente arcilloso mantenido en suspension) , luego verter la mezcla dentro de respectivos moldes de colada de la barbotina que presentan una estructura convencionalmente de tipo poroso, tipicamente configurados a partir de resinas.
Tales moldes porosos se componen de al menos dos mitades ("macho" y "hembra") , que pueden unirse entre si o que pueden introducirse entre si (una mitad dentro de la otra) para crear una cavidad interna en la cual viene modelado el articulo colado.
Las dos o mas partes del molde vienen incorporadas en sistemas especiales, diversificados estructuralmente (en funcion del tipo de articulo a colar) y generalmente compuestos por al menos:
- un bastidor de soporte de las varias partes del molde;
- medios de movimiento y posicionamiento mediante los cuales las partes del molde pueden ser movidas al menos en acercamiento y alejamiento reciproco de manera de permitir la separacion del articulo colado cuando viene desmoldeado;
- componentes de alimentacion mediante los cuales se introduce la barbotina dentro del molde cerrado.
Ademas, el molde de resina porosa presenta, entre sus propiedades conocidas, una resistencia mecanica relativamente alta que permite adoptar metodos de colada de la barbotina bajo presion, es decir, procedimientos mediante los cuales la barbotina viene obligada a entrar dentro del molde y luego solidificar al espesor necesario, sometida a presiones elevadas (generalmente entre 3 y 15 Bares) .
Bajo esas elevadas presiones internas, sin embargo, se generan fuerzas perpendiculares a las superficies de colada que presentan las partes del molde y, por ende, existe el potencial riesgo de una deformacion del molde: las direcciones asumidas por las componentes de las fuerzas internas incluyen tanto la direccion a lo largo de la cual vienen unidas y cerradas las partes del molde asi como las direcciones ortogonales (por ende transversales) a la direccion de cierre.
En aras de lo anterior, dichas fuerzas deben ser contrastadas por adecuados dispositivos que aseguren su contencion:
- por lo que concierne a las fuerzas que se generan en la direccion de cierre del molde, los sistemas de colada de la barbotina esbozados arriba pueden utilizar (en el caso de una solucion de la tecnica conocida) una platina fija a la cual esta vinculada un semimolde, y un cilindro que actua sobre la platina movil a la cual esta vinculado el otro semimolde;
- por otro lado, en el caso de fuerzas que se generan en direcciones ortogonales a la direccion de cierre, este solicitante ha desarrollado y puesto en acto un dispositivo para la contencion de dichas fuerzas (dado a conocer en el documento EP 1.043.132) , donde una mitad del molde esta provista de un bastidor que delimita un espacio, entre el mismo bastidor y el semimolde, tal de alojar un elemento inflable con un fluido y apropiado, actuando desde la parte externa del molde, para amortiguar las fuerzas que se generan por la presion de la barbotina alimentada dentro de la cavidad.
En efecto, con este sistema es posible controlar de manera continua, adaptandola, la presion del fluido dentro del elemento inflable con relacion a la presion de la barbotina, de modo de optimizar la reaccion y, por consiguiente, impedir una potencial deformacion del molde, atenuando al mismo tiempo toda contraccion elastica que se pudiera producir en la pared del molde.
De este modo, el dispositivo de contencion en cuestion proporciona una solucion optima al problema de contencion de las fuerzas transversales en juego durante el proceso de colada, pero sigue padeciendo restricciones considerables a nivel practico, que se manifiestan en terminos de peso considerable de los componentes empleados, y en el hecho que los espacios intersticiales entre las mitades de acoplamiento del molde vienen ocupadas por un elemento de geometria no determinada.
Mas exactamente, el peso de la estructura combinada del dispositivo de moldeo y contencion es considerable, y tal de poder ser soportada solo por ciertos tipos de sistemas, tipicamente bastidores del tipo moldes multiples para colar lavabos, mientras que los sistemas donde los moldes deben interactuar y moverse independientemente (por ejemplo, sistemas para colar inodoros con brida, donde un semimolde (que contiene la brida) debe ser transferido de la estacion de colada a una estacion sucesiva donde la brida viene pegada al inodoro) no pueden ser equipados con un dispositivo de contencion de este tipo.
Otro inconveniente es que algunos moldes (como el molde en el cual viene colada dicha brida) no pueden ser provistos de dicho dispositivo de contencion debido a su geometria del tipo macho-hembra, con una parte que se introduce dentro de la otra parte.
Otro inconveniente es que muchos sistemas que usan baterias de moldes esencialmente de ejecucion "tradicional" (es decir, sin el elemento inflable) , tienden a sufrir los problemas que se derivan esencialmente de la aplicacion de sistemas de contencion fijos y rigidos (bastidores) a por lo menos uno de los semimoldes.
Este tipo de arquitectura genera inconvenientes similares a los mencionados con anterioridad, es decir una limitada maniobrabilidad debido al peso del conjunto dispositivo molde/contencion, con lo cual la operacion de cambiar el molde se vuelve lenta y dificultosa, ya que la estructura de contencion debe ser desarmada en su totalidad del molde que se esta empleando antes de colocarla en otro molde, nuevo o reacondicionado. Lo anterior determina largos tiempos muertos del sistema de colada de la barbotina durante su utilizacion.
En aras de lo anterior, el objetivo de la presente invencion es el de desarrollar y poner en acto un aparato para fabricar artefactos sanitarios cuyas caracteristicas estructurales permitan su empleo en cualquier tipo de sistema de colada, independientemente de la geometria del articulo a colar, y brindar la posibilidad de que las partes componentes del molde puedan moverse con rapidez y seguridad o puedan desplazarse entre si manteniendo al mismo tiempo las caracteristicas mecanicas de seguridad que ofrecen las soluciones anteriores.
El objetivo senalado se obtiene mediante un aparato para fabricar artefactos sanitarios, y mas en particular, mediante un aparato para fabricar artefactos sanitarios cuyas caracteristicas estan expuestas en una o varias de las reivindicaciones anexas.
Ahora se procedera a describir la presente invencion en detalles, a titulo ejemplificador, haciendo referencia a los dibujos anexos, en los cuales:
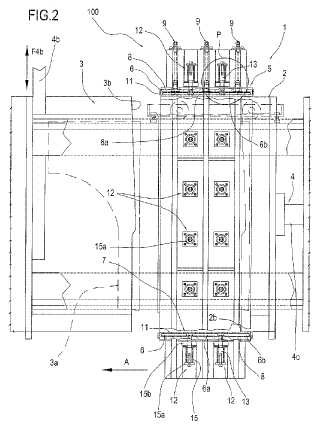
-las figuras 1 y 2 muestran un ejemplo del aparato para fabricar artefactos ceramicos segun la presente invencion, ilustrado en una configuracion operativa cerrada de contacto entre los semimoldes que forman parte del aparato, y en una configuracion operativa abierta, segun vistas esquematicas, en elevacion lateral y con algunas partes omitidas para exhibir mejor otras, respectivamente;
-la figura 3 muestra una parte del aparato de la figura 2, exhibida en una vista frontal con algunas partes omitidas y otras en seccion transversal;
-las figuras 4 y 5 muestran detalles (P y P1) de las figuras 2 y 1 respectivamente, que consisten en una parte de los medios de control mediante los cuales contener las fuerzas que actuan sobre el molde en dos configuraciones diferentes, en reposo y en funcionamiento, ambas ilustradas en una vista frontal con algunas partes omitidas y otras en corte transversal;
-la figura 6 muestra una variante de ejecucion del aparato dado a conocer, ilustrado esquematicamente en una vista frontal con algunas partes omitidas para exhibir mejor otras;
-la figura 7 muestra otra variante de ejecucion del aparato dado a conocer, exhibido esquematicamente en una vista frontal con algunas partes omitidas para exhibir mejor otras;
- la figura 8 es un detalle amplificado (A) de la figura 7;
-la figura 9 muestra una tercera variante de ejecucion del aparato dado a conocer, ilustrado esquematicamente en una vista frontal;
-la figura 10 es un detalle amplificado (B) de la figura 9, ilustrado esquematicamente en una vista frontal y en corte transversal;
-la figura 11 muestra el aparato de la figura 7 en una parcial elevacion lateral... [Seguir leyendo]
Reivindicaciones:
1. Aparato (100) para fabricar artefactos ceramicos, que comprende al menos un molde (1) compuesto por lo menos de dos semimoldes (2, 3) , macho y hembra respectivamente, que presentan respectivas cavidades (2a, 3a) en las cuales viene modelado el artefacto, capaces de efectuar un movimiento alternativo a lo largo de una direccion predeterminada (A) en acercamiento y alejamiento reciproco a traves de la accion de primeros medios de movimiento (4) , de modo que las respectivas superficies de acoplamiento (2b, 3b) del molde puedan ser unidas o alejadas entre si; tambien medios (5) asociados y que sirven para contener y controlar las fuerzas que actuan sobre los semimoldes (2, 3) que pueden ser introducidos, al menos en parte, uno dentro del otro, caracterizado por el hecho que los medios de contencion y control (5) comprenden por lo menos un primer bastidor (8) que circunda una porcion externa periferica de ambos semimoldes (2, 3) , cuando se hallan en la configuracion de contacto reciproco, y que actuan a lo largo de direcciones perpendiculares a la direccion de movimiento (A) de los semimoldes (2, 3) ; dichos medios de contencion y control (5) comprendiendo, ademas, al menos medios de separacion (7) , dispuestos entre los semimoldes (2, 3) del molde (1) y los medios de contencion y control (5) , actuando sobre los mismos medios (5) y sobre los semimoldes (2, 3) del molde (1) de manera de crear un espacio intermedio a traves del cual los semimoldes (2, 3) pueden pasar sin impedimento cuando se mueven en acercamiento y alejamiento reciproco, volviendo asi a por lo menos uno de los semimoldes (2, 3) independiente de los medios de contencion y control (5) .
2. Aparato segun la reivindicacion 1, donde los medios de contencion y control (5) de las fuerzas que actuan sobre los semimoldes (2, 3) del molde estan dispuestos alrededor de las cavidades del molde (2a, 3a) y comprenden por lo menos un elemento inflable (6) llenado con un fluido presurizado, que alterna entre una primera configuracion limite de presion minima (Pmin) y dimensiones reducidas, cuando se halla en su condicion de reposo, y una segunda configuracion limite de presion maxima (Pmax) y dimensiones expandidas, cuando se halla en su condicion operativa; dichos medios de separacion (7) actuando entre los semimoldes (2, 3) del molde (1) y el por lo menos un elemento inflable (6) de manera de crear un espacio intermedio a traves del cual los semimoldes (2, 3) pueden pasar sin impedimento cuando se mueven en acercamiento y alejamiento reciproco, volviendo asi a por lo menos uno de los semimoldes (2, 3) independiente de los medios de contencion y control (5) .
3. Aparato segun la reivindicacion 2, donde el primer bastidor (8) soporta en su interior el por lo menos un elemento inflable (6) .
4. Aparato segun las reivindicaciones 2 y 3, donde los medios de separacion (7) estan dispuestos intercalados entre los dos semimoldes (2, 3) del molde (1) y el por lo menos un elemento inflable (6) y estan conectados al primer bastidor (8) , de manera de crear un espacio intermedio lineal o predeterminado a traves del cual los dos semimoldes (2, 3) pueden pasar sin impedimento al menos cuando el elemento inflable (6) esta en su condicion de reposo, en la primera configuracion limite de presion minima y dimensiones reducidas.
5. Aparato segun la reivindicacion 1, donde el primer bastidor (8) esta asociado rigidamente con la superficie externa que presenta uno de los semimoldes (2, 3) del molde (1) .
6. Aparato segun la reivindicacion 1, donde el primer bastidor (8) esta provisto de al menos dos elementos inflables (6, 6a, 6b) dispuestos en yuxtaposicion reciproca a lo largo de la direccion (A) seguida por los semimoldes (2, 3) en su movimiento de union y alejamiento reciproco.
7. Aparato segun la reivindicacion 3, que comprende medios de alimentacion y retorno (9) instalados en el primer bastidor (8) , mediante los cuales los elementos inflables (6) vienen alimentados con un dado fluido y vaciados del mismo fluido.
8. Aparato segun las reivindicaciones de 1 a 3, donde los medios de separacion (7) comprenden un segundo bastidor movil compuesto por al menos una placa (11) configurada, al menos en parte, de manera complementaria a la periferia del primer bastidor (8) , y asociada con el mismo primer bastidor por medio de medios de acoplamiento (12) de manera de establecer el espacio intermedio que permite el paso de los semimoldes (2, 3) del molde (1) en su movimiento de union y alejamiento reciproco, y cuando el por lo menos un elemento inflable (6) se halla en su condicion de reposo, en la primera configuracion limite de dimensiones reducidas.
9. Aparato segun la reivindicacion 8, donde los medios de acoplamiento (12) sirven para retener la por lo menos una placa (11) y son de tipo pasivo.
10. Aparato segun la reivindicacion 8, donde los medios de acoplamiento (12) sirven para retener la por lo menos una placa (11) y son de tipo activo.
11. Aparato segun las reivindicaciones 8 y 9, donde los medios de acoplamiento y retencion (12) comprenden una pluralidad de pernos (13) , cada uno de ellos situado sobre la superficie externa del primer bastidor (8) y pasando a traves de una respectiva cavidad pasante (14) que presenta el mismo primer bastidor (8) , de manera que una extremidad pueda ser asociada con el segundo bastidor, asi como un resorte (15) , intercalado entre cada perno (13) y el primer bastidor (8) , que sirve para mantener el segundo bastidor en asociacion cercana con el primer bastidor (8) , cuando el al menos un elemento inflable (6) se halla en su condicion de reposo, presentando la primera configuracion de dimensiones reducidas, y para ajustar o incrementar la distancia entre el segundo bastidor y el primer bastidor (8) , cuando el al menos un elemento inflable (6) se halla en la condicion operativa, presentando la segunda configuracion de dimensiones expandidas, respectivamente.
12. Aparato segun las reivindicaciones 8 y 10, donde los medios de acoplamiento y retencion (12) comprenden una pluralidad de cilindros neumaticos (13c) , cada uno de ellos ubicado sobre la superficie externa del primer bastidor
(8) y pasando a traves de una respectiva sede pasante (14) que presenta el mismo primer bastidor (8) , de manera que una extremidad o varilla pueda ser asociada con el segundo bastidor; cada uno de los cilindros (13c) mandado por una unidad de control (13a) de manera de mantener el segundo bastidor en asociacion cercana con el primer bastidor (8) cuando el al menos un elemento inflable (6) se halla en su condicion de reposo, presentando la primera configuracion de dimensiones reducidas, y para ajustar o aumentar la distancia entre el segundo bastidor y el primer bastidor (8) , cuando el por lo menos un elemento inflable (6) se halla en su configuracion operativa, presentando la segunda configuracion de dimensiones expandidas, respectivamente.
13. Aparato segun la reivindicacion 8, donde el aspecto del primer bastidor (8) , visto en corte transversal, es cuadrangular, y el segundo bastidor movil comprende al menos cuatro placas independientes (11, 11a, 11b, 11c) asociadas con cada lado del primer bastidor (8) , cada una de ellas provista de respectivos medios de acoplamiento (12) .
14. Aparato segun la reivindicacion 7, donde los medios de alimentacion y retorno (9) estan dispuestos en la parte superior del primer bastidor (8) y pueden ser introducidos a traves del bastidor de manera de conectarse en asociacion hermetica al fluido con el por lo menos un elemento inflable (6) .
15. Aparato segun la reivindicacion 8, donde la forma del primer bastidor (8) , visto en corte transversal, es circular, el segundo bastidor movil comprende al menos una placa (11) de respectiva geometria circular que se combina con el primer bastidor (8) para crear un conjunto cilindrico dispuesto para circundar una superficie cilindrica de acoplamiento presentada por los semimoldes (2, 3) del molde (1) , y la por lo menos una placa (11) esta provista de respectivos medios de acoplamiento (12) .
16. Aparato segun las reivindicaciones 1 y 2, que comprende:
-medios de contencion y control (5) asociados con el semimolde (2) del molde (1) que constituye un componente macho;
-primeros medios de movimiento (4) asociados con el semimolde macho (2) de manera de desplazar el mismo semimolde en acercamiento y alejamiento con respecto a un semimolde hembra (3) a traves del paso sin impedimento ofrecido por el espacio intermedio creado a traves de la accion de los medios de separacion (7) que actuan entre los dos semimoldes (2, 3) y el por lo menos un elemento inflable (6) , obteniendo asi la separacion del semimolde hembra (3) en cuyo interior se halla el artefacto ceramico colado.
17. Aparato segun las reivindicaciones 1 y 16, donde el semimolde hembra (3) del molde esta provisto de segundos medios de movimiento (4b) mediante los cuales el mismo semimolde hembra (3) puede ser desplazado independientemente del semimolde macho (2) cuando viene alejado con respecto a este ultimo.
18. Aparato segun la reivindicacion 1, donde los medios de contencion y control (5) comprenden un primer bastidor (8) y una pluralidad de placas de tope (50) , instaladas en el primer bastidor (8) , y dispuestas de modo de circundar ambos semimoldes (2, 3) perifericamente cuando se hallan en la configuracion de contacto reciproco, asi como tambien medios (7) situados entre la pluralidad de placas (50) y el primer bastidor (8) , que circundan una porcion externa periferica de ambos semimoldes (2, 3) , que actuan sobre la pluralidad de placas (50) y que constituyen medios de separacion.
19. Aparato segun la reivindicacion 18, donde las placas (50) son al menos dos, y estan dispuestas de modo de circundar los semimoldes (2, 3) perifericamente cuando se hallan en su configuracion de contacto reciproco.
20. Aparato segun la reivindicacion 18, que comprende un molde (1) cuyos semimoldes (2, 3) presentan un contorno periferico cuadrangular, donde la geometria del primer bastidor (8) es cuadrangular y las placas (50) son al menos cuatro, de manera de circundar ambos semimoldes (2, 3) del molde (1) perifericamente cuando se hallan en su configuracion de contacto reciproco.
21. Aparato segun la reivindicacion 18, donde los medios de separacion (7) comprenden mecanismos de movimiento (70) por medio de los cuales la pluralidad de placas (50) puede ser movida entre una posicion operativa de proximidad, en la cual las placas (50) estan cerca de los semimoldes (2, 3) cuando se hallan en su configuracion de contacto reciproco, y una posicion no operativa de separacion, en la cual las placas (50) estan distanciadas de los semimoldes (2, 3) de manera que los mismos semimoldes (2, 3) puedan ser separadas entre si y, de ser necesario, al menos un semimolde (2, 3) separado del primer bastidor (8) .
22. Aparato segun la reivindicacion 21, donde los mecanismos de movimiento (70) comprenden al menos: -una pluralidad de cilindros hidraulicos (71) asociados con cada placa (50) , cada cilindro (71) estando asociado con libertad de deslizamiento con un respectivo soporte (81) que presenta la superficie interna del primer bastidor (8) y fijado por medio de una extremidad libre a la respectiva placa (50) ;
-medios (72) conectados a los cilindros (71) , mediante los cuales los mismos cilindros vienen activados o desactivados de manera de determinar las posiciones en las cuales las placas (50) estan situadas cerca o lejos de los semimoldes (2, 3) cuando se hallan en su configuracion de contacto reciproco.
23. Equipo segun la reivindicacion 22, donde los mecanismos de movimiento (70) ademas comprenden medios de resorte de retorno (73) , intercalados entre el primer bastidor (8) y las placas (50) , de modo de permitir que la placa (50) pase de la posicion de proximidad a la posicion distanciada.
24. Aparato segun la reivindicacion 22, donde los medios (72) de activacion y desactivacion de los cilindros (71) vienen mandados por un controlador principal (74) en condiciones de permitir variar la presion de reaccion de cada placa (50) sobre los semimoldes (2, 3) cuando se hallan en la posicion de proximidad, accionando los cilindros (71) , que de este modo constituyen medios de contencion de tipo activo.
25. Aparato segun la reivindicacion 22, donde el vastago (71a) de cada cilindro (71) esta provisto de un elemento de reaccion y final de carrera (75) ajustable intercalado entre el mismo vastago (71a) y el primer bastidor (8) , de manera de establecer un trayecto predeterminado entre la posicion de proximidad y la posicion distanciada de las placas (50) , constituyendo asi medios de contencion de tipo pasivo.
26. Aparato segun la reivindicacion 21, donde los mecanismos de movimiento (70) comprenden al menos:
-medios de leva (76) intercalados entre el primer bastidor (8) y cada placa (50) , y estan conectados mecanicamente por medios de respectivas varillas (77) a
-medios de mando y accionamiento (78) que se combinan con los medios de leva (76) para determinar la posicion de proximidad y la posicion distanciada de las placas (50) .
27. Aparato segun la reivindicacion 26, donde los medios de leva (76) comprenden una pluralidad de espigas (79) asociadas con las placas individuales (50) , instaladas en correspondencia de cada extremidad por medio de puntos fulcro excentricos a organos laterales verticales (50s) de la respectiva placa (50) de manera que la placa (50) pueda ser desplazada perpendicularmente a la correspondiente cara de los semimoldes (2, 3) , en acercamiento y alejamiento con respecto a los mismos semimoldes (2, 3) , provocando que las espigas excentricas giren a traves de la accion de los medios de mando y accionamiento (78) .
28. Aparato segun las reivindicaciones 26 y 27, donde cada espiga (79) esta asociada con una extremidad de una respectiva palanca (90) conectada en correspondencia de la otra extremidad a una varilla comun (77) que acciona todas las palancas (90) asociadas con la placa (50) , la varilla (77) , a su vez, estando conectada a los respectivos medios de mando y accionamiento (78) .
29. Aparato segun las reivindicaciones de 26 a 28, donde los medios de mando y accionamiento (78) comprenden un cilindro (78c) que induce un movimiento lineal alternativo en cada varilla (77) , provocando asi que las placas (50) asuman las posiciones de proximidad o distanciada con respecto a los semimoldes (2, 3) .
30. Aparato segun la reivindicacion 29, donde cada cilindro (78c) es gobernado por un controlador principal
(74) que sirve para establecer una carrera predeterminada del cilindro (78c) , en cada direccion, que corresponde al trayecto entre la posicion de proximidad y la posicion distanciada de las placas (50) , constituyendo de esta manera medios de contencion de tipo pasivo.
31. Aparato segun la reivindicacion 29, donde cada cilindro (78c) es gobernado por un controlador principal
(74) que sirve tanto a establecer una carrera predeterminada del cilindro (78c) , en cada direccion, que corresponde al trayecto entre la posicion de proximidad y la posicion distanciada de las placas (50) , como a introducir otra variacion de carrera en funcion de la presion de reaccion aplicable preferentemente a los semimoldes (2, 3) por cada placa (50) cuando se hallan en la posicion de proximidad, creando asi medios de contencion de tipo activo.
32. Aparato segun la reivindicacion 18, donde el primer bastidor (8) esta provisto de al menos un par de carros
(82) que corren sobre respectivos carriles (101) que presenta un bastidor fijo de la maquina (102) , y medios separables
(83) de asociacion con uno de los semimoldes (2, 3) , de modo que la activacion de los medios de movimiento (4) mueva los semimoldes (2, 3) en union o separacion reciproca, y de ser necesario, distancie el primer bastidor (8) con respecto al semimolde (2, 3) asociado con el mismo primer bastidor (8) .
33. Aparato segun la reivindicacion 5, donde el primer bastidor (8) esta asociado rigidamente con un semimolde (2, 3) del molde (1) a traves de medios separables (83) de manera de permitir que el mismo primer bastidor
(8) y el semimolde (2, 3) se alejen entre si en caso de necesidad.
34. Aparato segun las reivindicaciones 1 y 2, que comprende:
-medios de contencion y control (5) asociados con el semimolde (2) del molde (1) que constituye un componente macho;
-primeros medios de movimiento (4) asociados con el semimolde macho (2) de manera de desplazar el mismo semimolde en acercamiento y alejamiento con respecto a un semimolde hembra (3) a traves de un paso sin impedimento presentado por el espacio intermedio creado a traves de la accion de los medios de separacion (7) que actuan sobre los medios de contencion y control (5) y sobre los dos semimoldes (2, 3) , obteniendo asi la separacion del semimolde hembra (3) en cuyo interior se halla el artefacto ceramico colado.
Patentes similares o relacionadas:
Molde de fundición a presión en barbotina, instalación de fundición a presión en barbotina y procedimiento de fundición a presión, del 15 de Julio de 2020, de DORST TECHNOLOGIES GMBH & CO. KG: Molde de fundición a presión en barbotina con - un espacio de molde para fundir a presión una pieza fundida y piezas (101, 103, […]
Máquina para la producción de productos de cerámica, del 21 de Agosto de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Una máquina para la producción de productos de cerámica que comprende al menos: - un molde compuesto por al menos dos partes (3, […]
RECIPIENTE PERMEABLE A GASES E IMPERMEABLE A LÍQUIDOS Y SU PROCESO DE FABRICACIÓN, del 7 de Mayo de 2019, de BENACCHIO, Amos: La invención se refiere a un recipiente permeable a gases e impermeable a líquidos de tal forma que el líquido contenido en su interior puede interactuar con la atmósfera […]
Procedimiento para la fabricación de una pieza moldeada aislante, pieza moldeada aislante, fabricada con este procedimiento, y herramienta de fundición para la fabricación de una pieza moldeada aislante mediante la aplicación del procedimiento, del 27 de Febrero de 2019, de Cuylits Holding GmbH: Procedimiento para la fabricación de una pieza moldeada aislante , caracterizado por los siguientes pasos de procedimiento: - fabricación de una pulpa inorgánica a […]
Molde para paneles de mortero de cemento e instalación correspondiente, del 1 de Octubre de 2018, de CORPORACION OMEGAZETA S.L: Molde para paneles de mortero de cemento e instalación correspondiente. La invención se refiere a un molde para paneles de mortero de cemento, que […]
Taza de inodoro de cerámica y método para la fabricación de la taza, del 31 de Enero de 2018, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para fabricar una taza de inodoro de acuerdo con cualquiera de las reivindicaciones 6 a 16, que comprende: - una bandeja de recogida […]
Molde de fundición a presión para la fabricación de una pieza fundida bruta y procedimiento para la fabricación de un inodoro de una pieza, del 16 de Noviembre de 2016, de Duravit Aktiengesellschaft: Molde de fundición a presión para la fabricación de una pieza fundida bruta, que es parte de un inodoro unitario, que comprende un cuerpo, una […]
 Método y aparato para fabricar un producto de concreto, del 9 de Marzo de 2016, de Elematic Oyj: Un método para fabricar un producto de concreto en proceso de fundición en forma deslizante sustancialmente horizontal, en el que el método de mezcla […]
Método y aparato para fabricar un producto de concreto, del 9 de Marzo de 2016, de Elematic Oyj: Un método para fabricar un producto de concreto en proceso de fundición en forma deslizante sustancialmente horizontal, en el que el método de mezcla […]