21 patentes, modelos y diseños de WALDÉS Y COMPAÑÍA, S.A
MEJORAS EN LOS APARATOS PARA LOS ANILLOS DE RETENCIÓN.
(16/09/1958) Mejoras en los aparatos para la aplicación de anillos de retención, caracterizadas por comprender :un par de brazos montados con movimiento relativo alrededor uno del otro, unas cabezas de trabajo fijadas en los correspondientes terminales de dichos brazos y partícipes de su movimiento relativo, teniendo una de las cabezas un orificio practicado verticalmente a través de la misma, para recibir el eje o roblón al cual será aplicado el anillos de retención y un reborde en correspondencia con dicho orificio para recibir el anillo de retención en forma que este presente sus dientes en al dirección del orificio citado, la otra cabeza monta un elemento centrador alineado con dicho orificio…
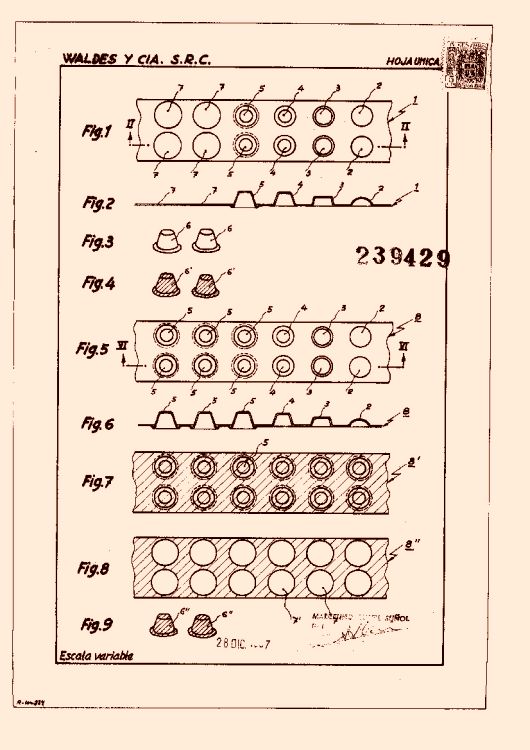
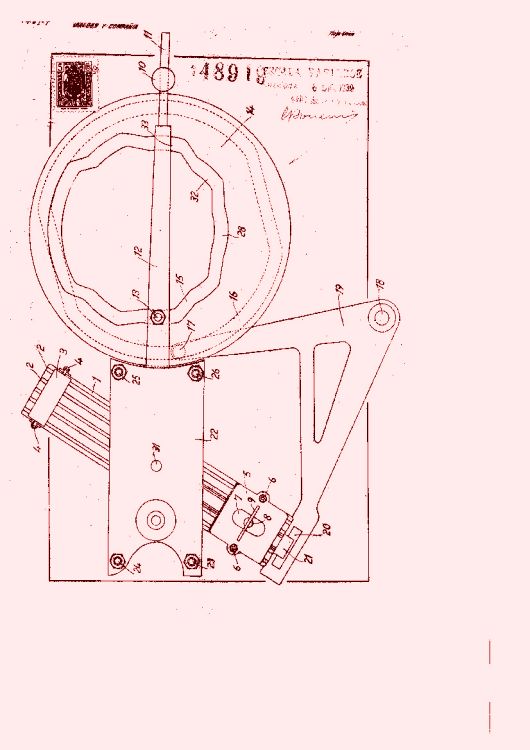
MEJORAS EN LA FABRICACIÓN DE PEQUEÑAS PIEZAS ESTAMPADAS EN METALES ANODIZADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1958). Ver ilustración. Clasificación: B21C.
Resumen no disponible.
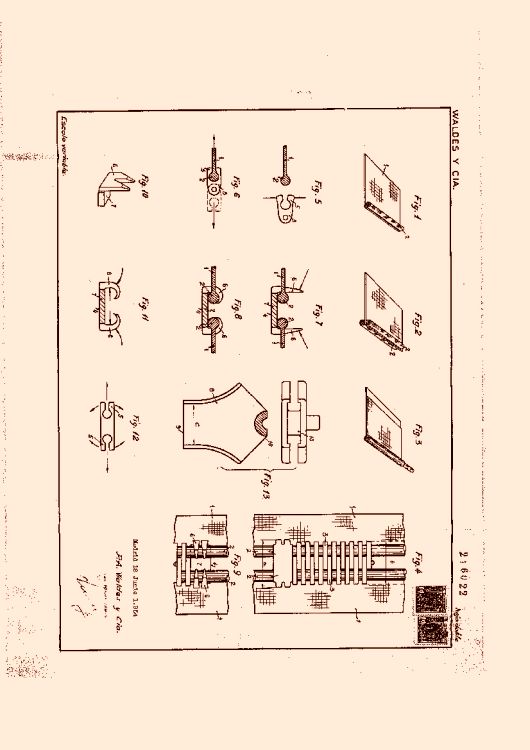
MEJORAS EN LA FABRICACIÓN DE BANDAS PARA CIERRES DE CREMALLERAS.
Sección de la CIP Necesidades corrientes de la vida
(01/06/1958). Clasificación: A44B19/00.
Mejoras en la fabricación de bandas para cierres de cremalleras que se caracterizan en dotar a la cinta soporte de las piezas o dientes del cierre de cremallera, de una zona longitudinal plastificada que comprende al menos la mitad de la anchura de la propia cinta, para lo que se sobrepone a la misma una banda de material termoplástico que cubre dicha zona por una o por las dos caras de la referida cinta soporte y preferentemente antes de que ésta reciba la fijación de los dientes o piezas que constituyen el dispositivo de cierre de cremallera.
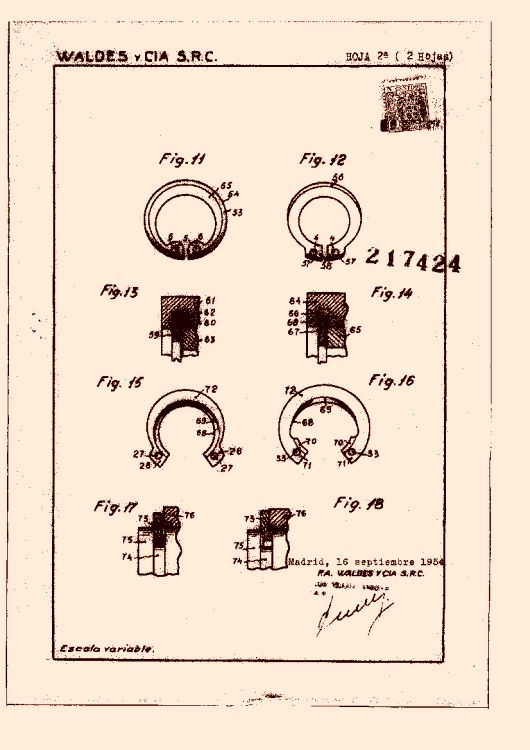
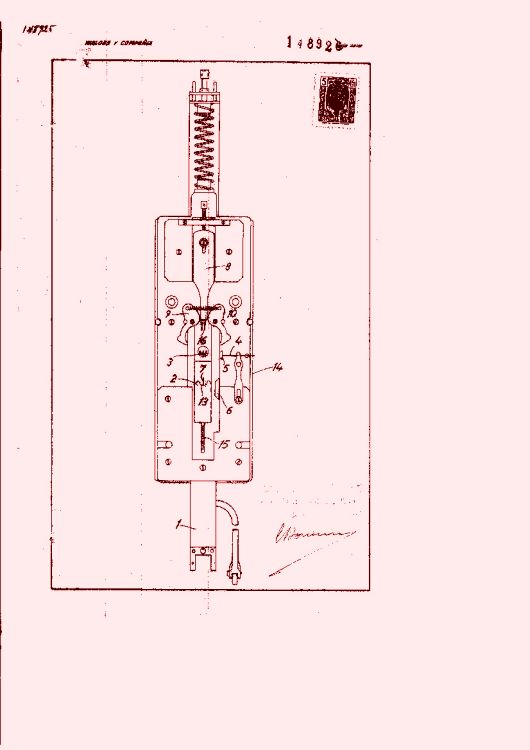
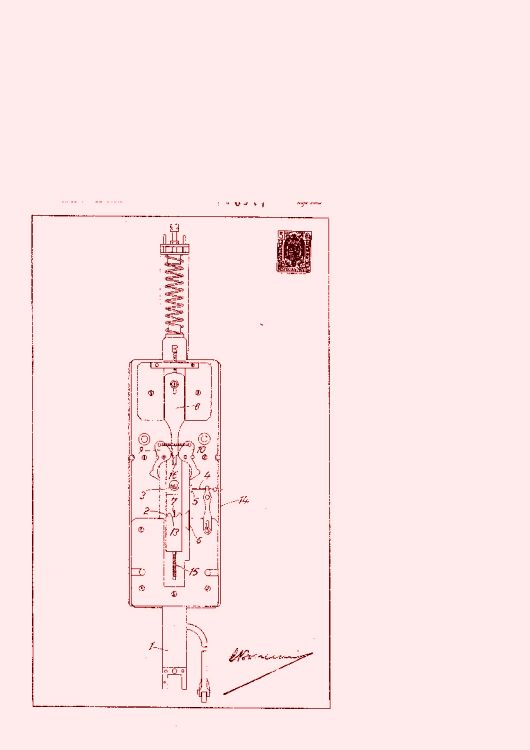
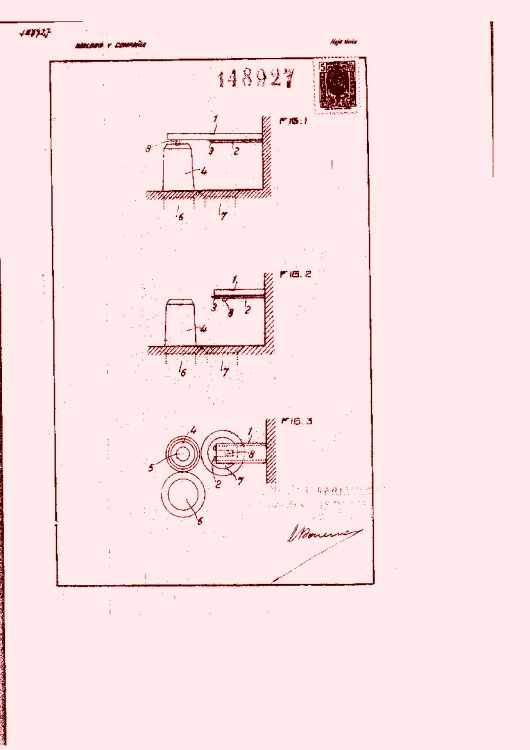
MEJORAS INTRODUCIDAS EN LA DISPOSICIÓN DE TOPES ARTIFICIALES LIMITADORES DE DESPLAZAMIENTOS AXILES.
Sección de la CIP Necesidades corrientes de la vida
(16/12/1954). Ver ilustración. Clasificación: A47H33/00.
Mejoras introducidas en la disposición de topes artificiales, limitadores de desplazamientos axiales que se caracterizan en practicar en una cualquiera de las dos piezas a fijar, una ranura o garganta con una cara lateral normal a la superficie y la opuesta convergente con ella hacia el fondo de la ranura, en la que se instala una pieza anular realizada en metal flexible pero no elástico, la cual se dimensiona de tal suerte que uno de sus contornos o bordes quede aplicado en el interior de la ranura y el otro sobresaliendo de la superficie en dimensión conveniente, efectuándose el enclavamiento de dicha pieza anular en la ranura, por aplicación forzada por sobre el límite elástico de la primera, sobre la cara o pared inclinada de la segunda hasta que las dos piezas de la máquina queden bloqueadas axialmente.
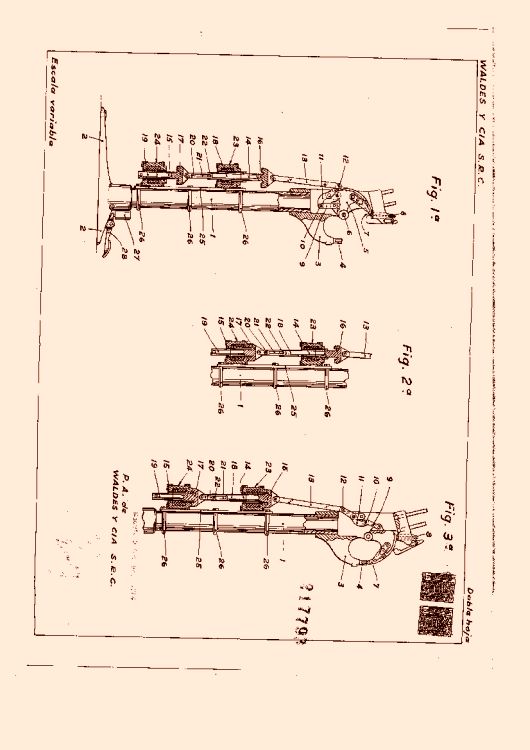
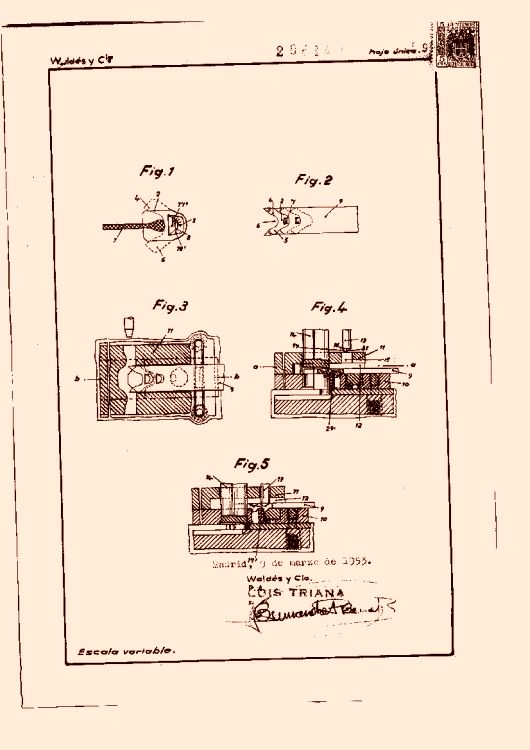
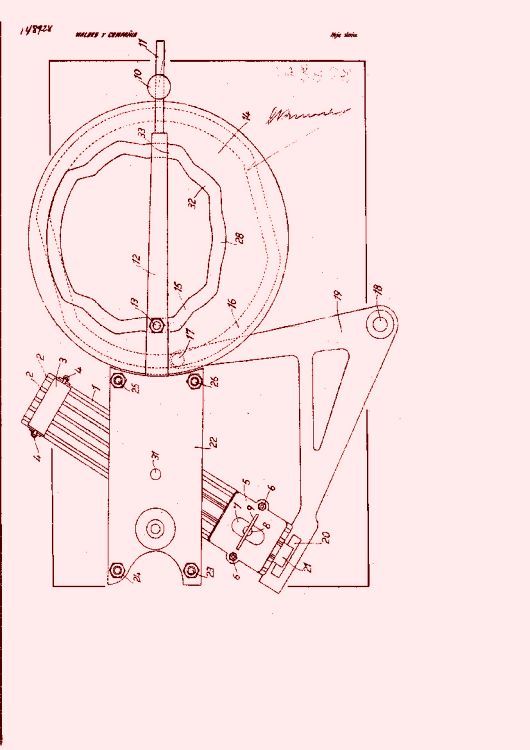
MEJORAS EN EL DISPOSITIVO DE ACCIONAMIENTO DE PRENSAS DE CABEZA OSCILANTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1954). Ver ilustración. Clasificación: B30B.
Mejoras en el dispostivo de accionamiento para prensas de cabeza oscilante consistentes en unir la cabeza oscilante, por medio de palancas, brazos articulados, o mecanismo análogo, a una biela guiada capaz de deslizar por el interior del campo magnético creado por un solenoide, al ser atraído por éste.
MEJORAS ENCAMINADAS A FACILITAR LA ADHESIÓN DE UNA CINTA DE TEJIDO AL BORDE DE UN ARTÍCULO DE MATERIAL TERMOPLÁSTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1954). Clasificación: B29K.
Procedimiento de adhesión de una cinta de tejido al borde de un artículo de material termoplástico, que comprende la etapa de proporcionar una cinta que se teje de manera que su zona longitudinal destinada a ser adherida a dicho artículo es más porosa que las otras zonas y la de comprimir esta zona más porosa contra la franja marginal del artículo de material termoplástico mientras se calienta simultáneamente dicho material.
MEJORAS EN LOS DISPOSITIVOS ALIMENTADORES DE ANILLOS DE RETENCIÓN ABIERTOS.
(01/12/1954) Mejoras en los dispositivos alimentadores de anillos de retención abiertos, caracterizadas por el hecho de emplear en combinación una base provista de un vástago en el que una pluralidad de anillos de retención se dispone en forma de pila por encima de una cara de dicha base, la cual está dotada de un camino de guiado; un útil que efectúa la extracción de los anillos uno a uno, cuando éstos descansan sobre la citada cara, siendo el ancho de este útil ligeramente inferior que el del camino de guiado y disponiendo de una parte engrapadora de anillos dotada de un alojamiento en arco de círculo y de unos flancos de sostén para retener a un anillo colocado en dicho alojamiento; y un órgano acoplable a dicho útil dispuesto de manera que al efectuar la introducción…
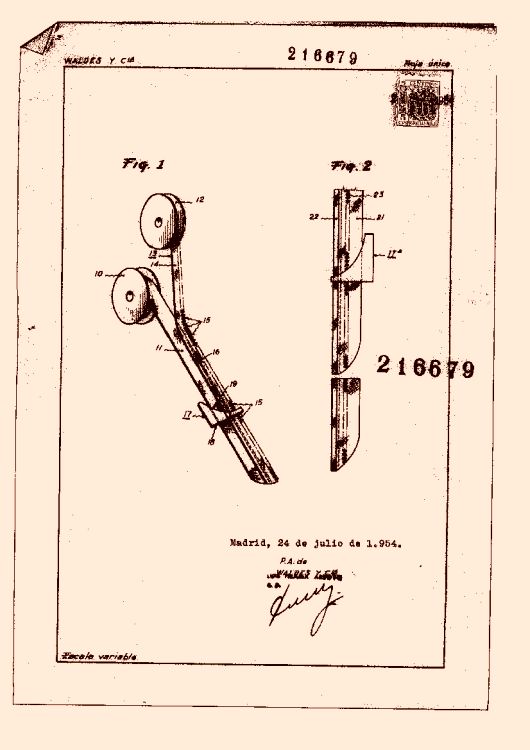
UN PROCEDIMIENTO DE FABRICACIÓN DE CINTAS-SOLAPAS PARA BRAGUETA CON CIERRES DE CREMALLERA.
Sección de la CIP Necesidades corrientes de la vida
(16/11/1954). Ver ilustración. Clasificación: A44B.
Procedimiento de fabricación de cintas solapas para braguetas de cierre de cremallera, que se caracteriza en disponer superpuestas una cinta de tejido y una mitad de un cierre de cremallera, los cuales proceden de unos arollamientos o carretes, siendo guiados y conducidos hasta un mecanismo cosedor en el que ambos superpuestos, se solidarizan por uno o más pespuntes, realizándose todo ello de tal suerte que el dentado del cierre de cremallera queda sin sobresalir del borde la cinta soportante par obtener el elemento del lado derecho de la bragueta y sobresaliendo de dicho borde para obtener el elemento izquierdo.
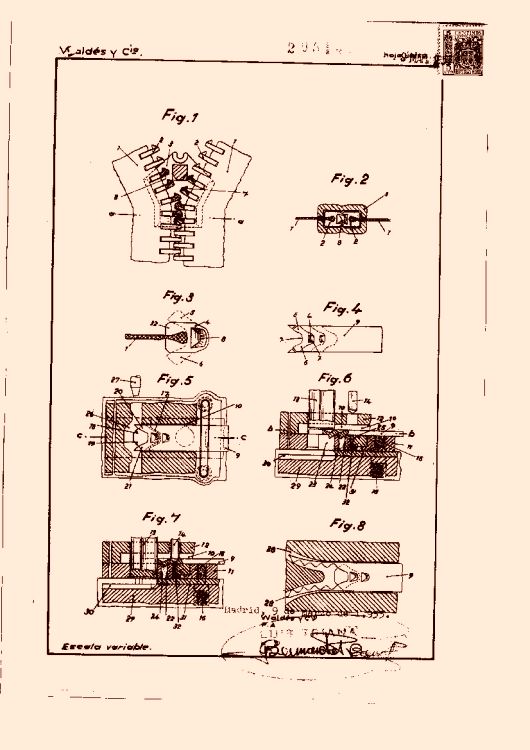
MEJORAS EN LA SUJECIÓN DE CIERRES CREMALLERA.
Sección de la CIP Necesidades corrientes de la vida
(16/10/1954). Ver ilustración. Clasificación: A44B.
Mejoras en la sujeción de cierres de cremallera, caracterizados en que las cintas de soporte de cada una de las dos mitades que constituyen el cierre dispone de un bordón longitudinal de refuerzo al que se sujetan los dos sistemas de elementos de engrane entre las dos mitades, sirviendo asimismo dicho bordón longitudinal para la inserción de una grapa de unión que a la vez constituye el tope final de la carrera de apertura del cursor.
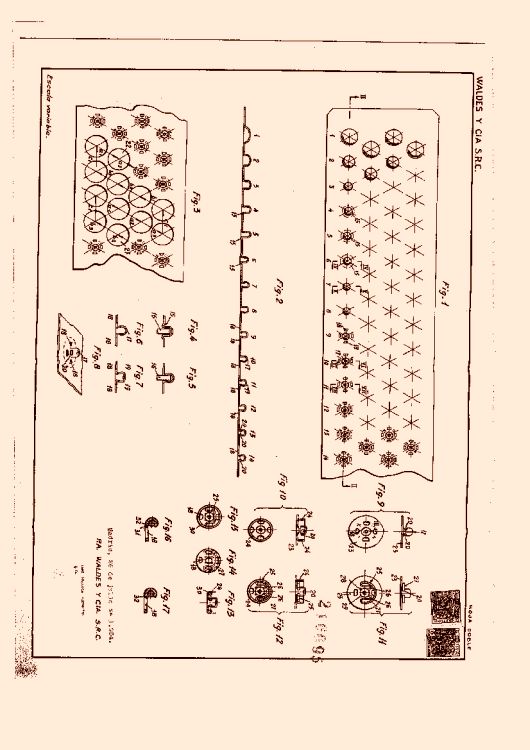
MEJORAS EN LA FABRICACIÓN DE CIERRES A PRESIÓN.
Secciones de la CIP Necesidades corrientes de la vida Mecánica, iluminación, calefacción, armamento y voladura
(16/10/1954). Ver ilustración. Clasificación: A44B17/00, F16J13/00.
Mejoras en la fabricación de cierres de presión, caracterizadas en comprender: una etapa de prefabricación consistente en producir sobre una banda plana de metal una pluralidad de hileras de preformas que quedan dispuestas a tresbolillo; una etapa intermedia de segregación y preparación de las preformas; y una etapa final de acabado de las piezas hembra, después de haberse montado un resorte de retención en cada una de ellas.
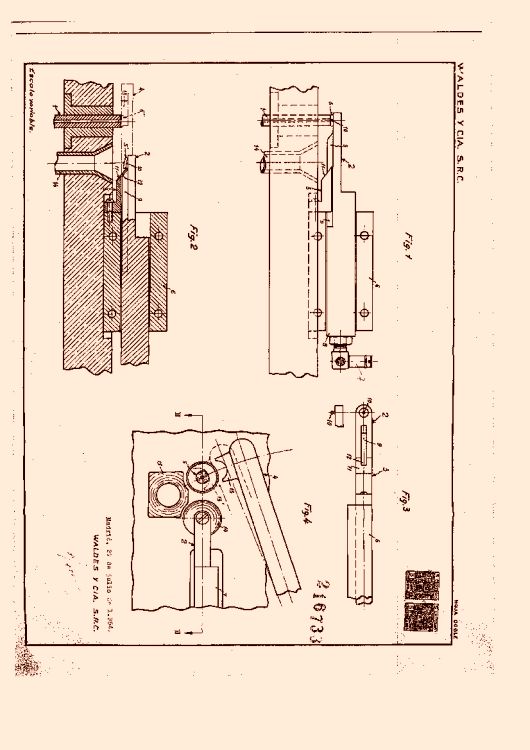
UN PERFECCIONAMIENTO EN EL AUTOMATISMO DE LAS MÁQUINAS PARA FABRICAR CIERRES DE PRESIÓN.
Sección de la CIP Construcciones fijas
(16/10/1954). Ver ilustración. Clasificación: E06B.
Perfeccionamiento en el automatismo de las máquinas para fabricar cierres a presión, consiste en proveerlas de un sistema selector de piezas hembra, caracterizado en comprender: un punzón impulsor de las piezas a seleccionar, animado de movimiento vertical alternativo; un extractor de piezas correctas, animado longitudinalmente de movimiento horizontal alternativo; un expulsor de piezas defectuosas animado de movimiento alternativo oscilante; y un desprensor de piezas correctas, adosado en posición fija junto al extractor.
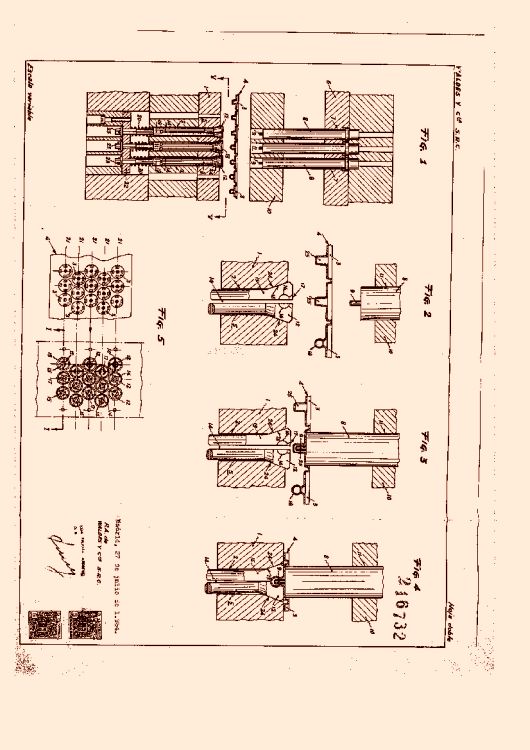
MEJORAS EN LAS MÁQUINAS PARA LA FABRICACIÓN DE CIERRES A PRESIÓN.
Sección de la CIP Construcciones fijas
(16/10/1954). Ver ilustración. Clasificación: E06B.
Mejoras en las máquinas para fabricación de cierres a presión, consistentes en proveerlos de un dispositivo par ala obtención de las bolas terminales de las piezas macho, caracterizado en comprender una pluralidad de orificios practicados en el bloque inferior, una serie de mordazas estampadoras alojadas en dichos orificios y una serie de punzones de guiaje unidos al bloque superior y dispuestos en correspondencia con dichas mordazas.
MEJORAS EN LAS MÁQUINAS PARA FABRICAR ELEMENTOS DE CIERRE DE CORREDERA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1953). Ver ilustración. Clasificación: B23.
Resumen no disponible.
PERFECCIONAMIENTOS EN LA FABRICACIÓN DE ELEMENTOS DE CIERRE DE CREMALLERA.
Sección de la CIP Necesidades corrientes de la vida
(16/06/1953). Ver ilustración. Clasificación: A44.
Resumen no disponible.
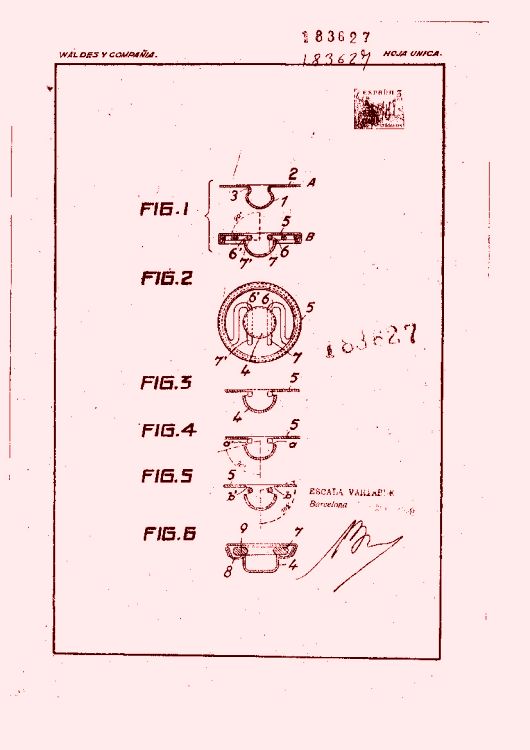
UN PERFECCIONAMIENTO EN LA FABRICACIÓN DE BOTONES DE PRESIÓN.
Sección de la CIP Necesidades corrientes de la vida
(01/07/1948). Ver ilustración. Clasificación: A44.
Perfeccionamiento en los botones de presión con resorte o resortes en la parte hembra que se apartan para dejar pasar la cabeza del macho que están destinados a retener que consiste esencialmente en disponer la superficie o superficies en que se apoyan dichos resortes en su alojamiento en la parte hembra, al pasar la cabeza del macho entre ellos inclinadas respecto al eje del botón, o sea formando con este eje un ángulo distinto del de 90º grados.
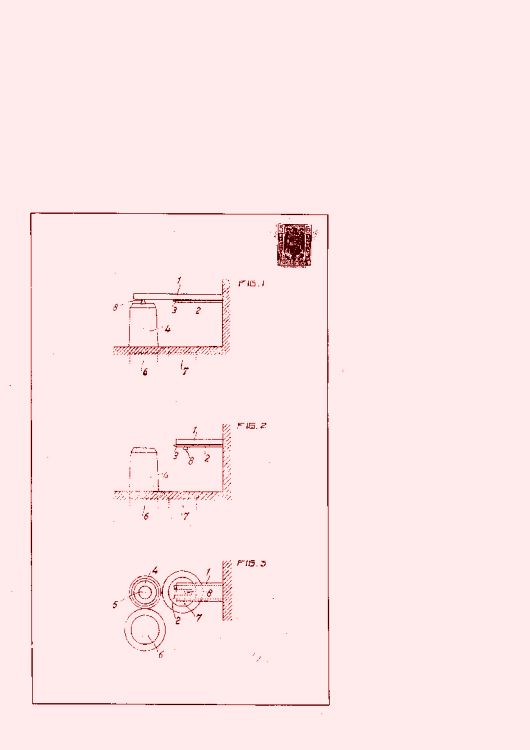
UN MECANISMO CLASIFICADOR DE LAS HEMBRAS DE LOS CIERRES DE PRESIÓN.
Secciones de la CIP Necesidades corrientes de la vida Técnicas industriales diversas y transportes
(01/04/1942). Ver ilustración. Clasificación: A44, B07.
Resumen no disponible.
UN PROCEDIMIENTO MECÁNICO PARA CORTAR LAS PEANAS DE LOS CIERRES O BROCHES DE PRESIÓN.
Sección de la CIP Necesidades corrientes de la vida
(01/04/1942). Ver ilustración. Clasificación: A44.
Resumen no disponible.
UN PROCEDIMIENTO MECÁNICO PARA LA PRODUCCIÓN DE RESORTES PARA LAS HEMBRAS DE LOS CIERRES O BROCHE DE PRESIÓN.
Sección de la CIP Necesidades corrientes de la vida
(01/04/1942). Ver ilustración. Clasificación: A44.
Resumen no disponible.
UN MECANISMO PARA LA PRODUCCIÓN DE RESORTES PARA LAS HEMBRAS DE LOS CIERRES O BROCHES DE PRESIÓN.
Sección de la CIP Necesidades corrientes de la vida
(01/04/1942). Ver ilustración. Clasificación: A44.
Resumen no disponible.
UN PROCEDIMIENTO MECÁNICO PARA CLASIFICAR LAS HEMBRAS DE LOS CIERRES O BROCHES DE PRESIÓN.
Secciones de la CIP Necesidades corrientes de la vida Técnicas industriales diversas y transportes
(01/04/1942). Ver ilustración. Clasificación: A44, B07.
Resumen no disponible.
UN MECANISMOPARA CORTAR LAS PEANAS DE LOS CIERRES O BROCHES DE PRESIÓN.
Sección de la CIP Necesidades corrientes de la vida
(01/04/1942). Ver ilustración. Clasificación: A44.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}